
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
123 Liste Grille




AD-R 30220




















PR 6


CNCL-K 120-3100 TSI








AD-R 30175











CNCL-K 120-4300



HFP 80-25








HERA COP 400/6000




ERMS 20075






ATP 32 100









APH 3110x200 NC

DENER







Xact Smart 300/4100





EHP-L 110 31/25






















PR 6 320-4100





SMK-K50-2550 TS1






GKS-BC0315


















E 30300




























HFE 220-4










Trubend 5085




IT 25-12A



AD-R 30135







APH 3110x200 NC














AdvanceForm 6100-400







HFBO 220/3000







Xpert 320 x 4100
123Presse plieuse CNC
AD-R 30220
Durma Turkey
NUMERO D'INVENTAIRE: 261205
Année de production:2012
Système de contrôle Durma:
Force de cintrage: 220 t
Longueur de pliage: 3050 mm
Nombre axes controlés: 3
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
PR 6
Beyeler
NUMERO D'INVENTAIRE: 231192
Année de production:1997
Longueur de pliage: 3100 mm
Force de cintrage: 100 t
Système de contrôle Cybelec: DNC 800
Nombre axes controlés: 6
Type d´entraînement de la presse: Hydraulický
Compensation de la deformation inferieure: OUI
CNCL-K 120-3100 TSI
Safan
NUMERO D'INVENTAIRE: 191175
Année de production:2002
Force de cintrage: 120 t
Longueur de pliage: 3100 mm
Nombre axes controlés: 3
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
Course du bélier: 180 mm
AD-R 30175
Durma Turkey
NUMERO D'INVENTAIRE: 251148
Année de production:2013
Système de contrôle Cybelec:
Force de cintrage: 175 t
Longueur de pliage: 3050 mm
Nombre axes controlés: 4
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
CNCL-K 120-4300
Safan
NUMERO D'INVENTAIRE: 261174
Année de production:2002
Système de contrôle SAFAN:
Force de cintrage: 120 t
Longueur de pliage: 4300 mm
Nombre axes controlés: 4
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
HFP 80-25
AMADA
NUMERO D'INVENTAIRE: 261362
Année de production:2006
Force de cintrage: 80 t
Longueur de pliage: 2500 mm
Nombre axes controlés: 7
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
HERA COP 400/6000
HERA
NUMERO D'INVENTAIRE: 251450
Année de production:1992
Système de contrôle Cybelec: DNC 94
Force de cintrage: 400 t
Longueur de pliage: 6100 mm
Nombre axes controlés: 2
Compensation de la deformation inferieure:
Type d´entraînement de la presse: Hydraulický
ERMS 20075
HACO
NUMERO D'INVENTAIRE: 261516
Année de production:2012
Système de contrôle Haco: ATS 560
Force de cintrage: 75 t
Longueur de pliage: 2100 mm
Nombre axes controlés: 4
Compensation de la deformation inferieure: NON
Type d´entraînement de la presse: Hydraulický
ATP 32 100
HACO
NUMERO D'INVENTAIRE: 241968
Année de production:2015
Système de contrôle Haco:
Force de cintrage: 100 t
Longueur de pliage: 3200 mm
Nombre axes controlés: 4
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
APH 3110x200 NC
BAYKAL
NUMERO D'INVENTAIRE: 251333
Année de production:2012
Longueur de pliage: 3100 mm
Force de cintrage: 200 t
Nombre axes controlés: 2
Type d´entraînement de la presse: Hydraulický
Compensation de la deformation inferieure: OUI
Course du bélier: 150÷250 mm
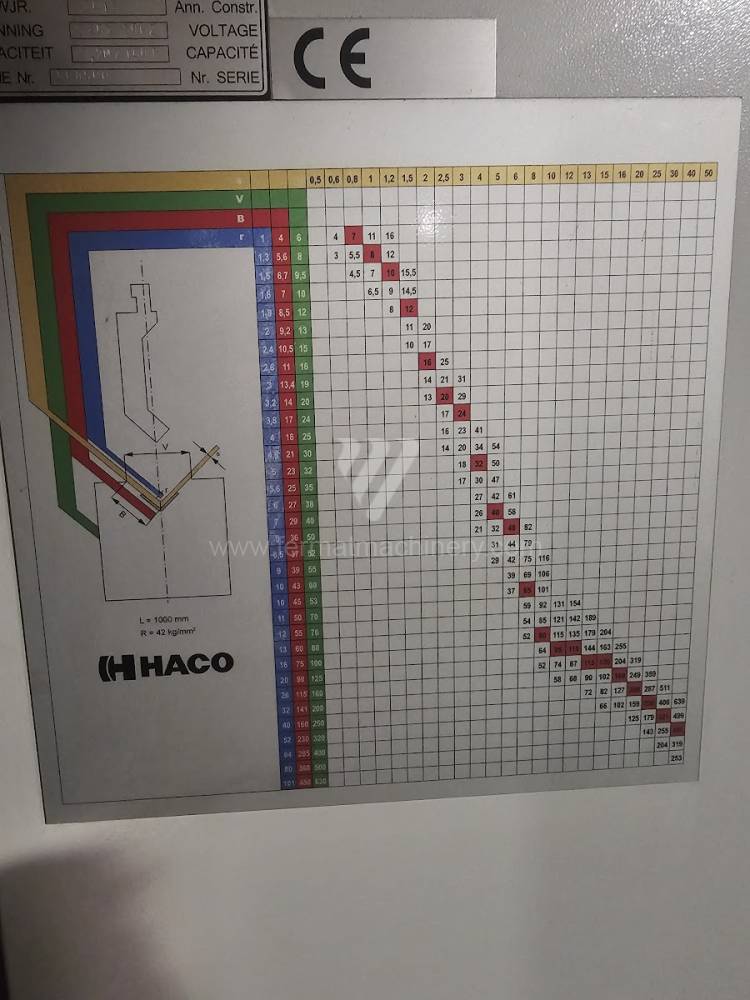
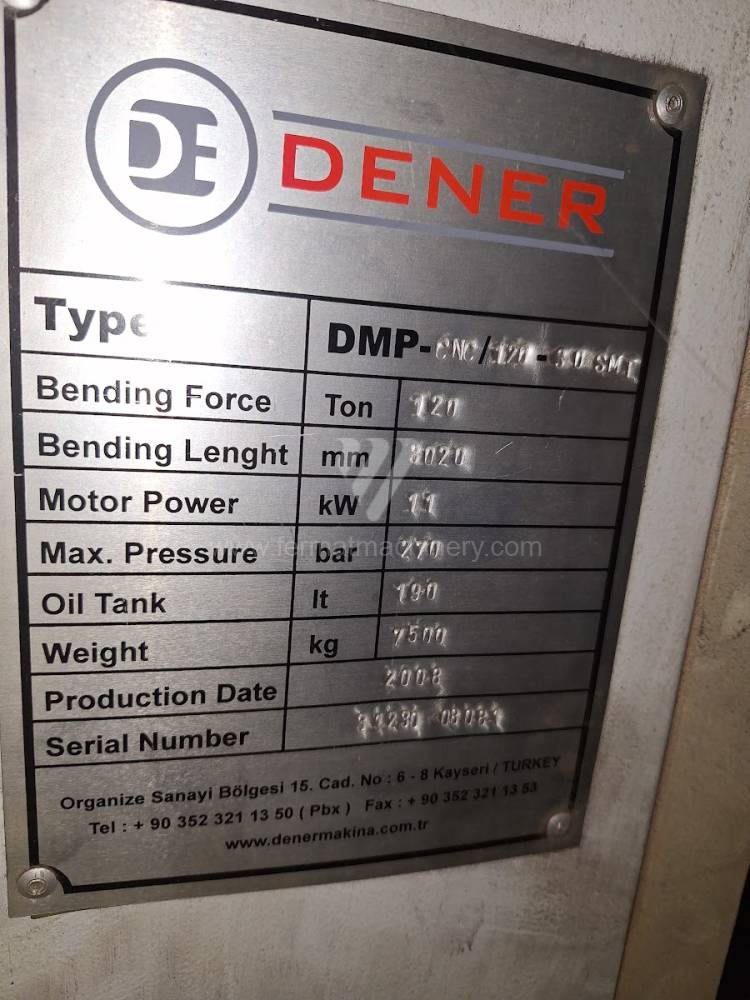
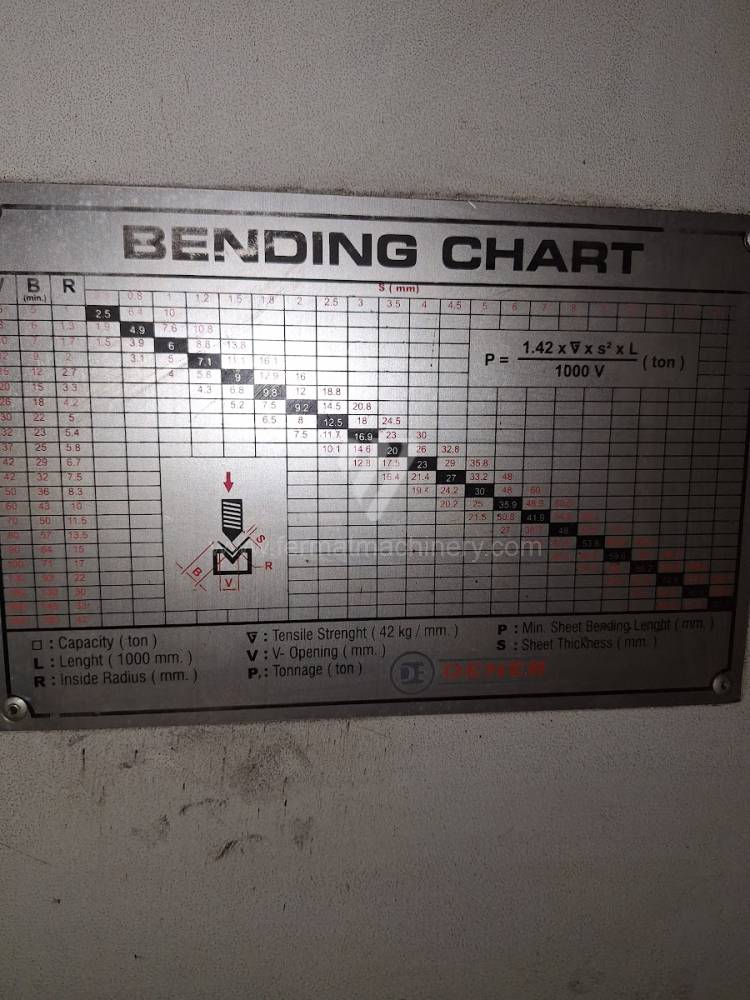
DENER
DENER
NUMERO D'INVENTAIRE: 261402
Année de production:2008
Force de cintrage: 120 t
Longueur de pliage: 3100 mm
Nombre axes controlés: 4
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: hydraulic
Puissance du moteur principal: 11 kW
Xact Smart 300/4100
Bystronic
NUMERO D'INVENTAIRE: 261520
Année de production:2021
Force de cintrage: 225 t
Longueur de pliage: 4100 mm
Nombre axes controlés: 4
Compensation de la deformation inferieure: NON
Type d´entraînement de la presse: Hydraulický
Course maxi du bélier: 200 mm
EHP-L 110 31/25
Darley
NUMERO D'INVENTAIRE: 261508
Année de production:2000
Système de contrôle Delem: DA - 65
Force de cintrage: 110 t
Longueur de pliage: 3100 mm
Nombre axes controlés: 9
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
PR 6 320-4100
Beyeler
NUMERO D'INVENTAIRE: 251570
Année de production:2002
Système de contrôle Cybelec:
Force de cintrage: 320 t
Longueur de pliage: 4100 mm
Nombre axes controlés: 6
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
SMK-K50-2550 TS1
Safan
NUMERO D'INVENTAIRE: 251258
Année de production:2002
Système de contrôle SAFAN: TS 1
Force de cintrage: 50 t
Longueur de pliage: 2550 mm
Nombre axes controlés: 4
Compensation de la deformation inferieure: NON
Type d´entraînement de la presse: Elektrický
GKS-BC0315
GWEIKE
NUMERO D'INVENTAIRE: 251982
Année de production:2023
Force de cintrage: t
Longueur de pliage: 1500 mm
Nombre axes controlés:
Compensation de la deformation inferieure:
Type d´entraînement de la presse:
Poids totale de la machine: 10000 kg
E 30300
Durma Turkey
NUMERO D'INVENTAIRE: 261446
Année de production:2010
Système de contrôle Cybelec: DNC 880S
Force de cintrage: 300 t
Longueur de pliage: 3050 mm
Nombre axes controlés: 3
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
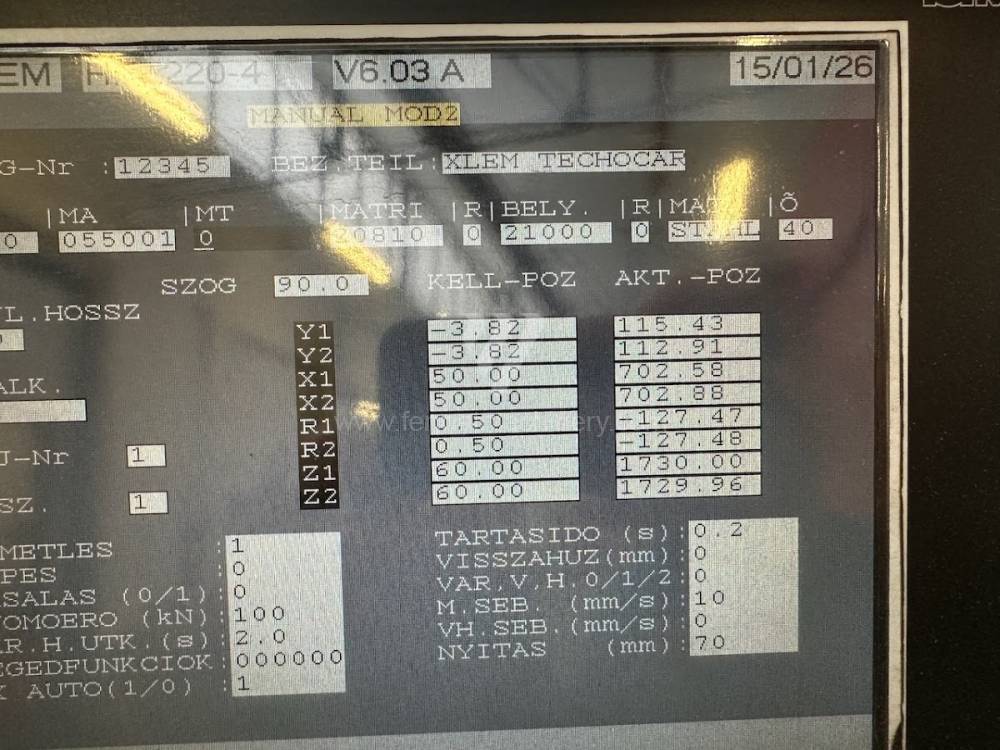
HFE 220-4
AMADA
NUMERO D'INVENTAIRE: 251786
Année de production:2008
Système de contrôle Amada:
Force de cintrage: 220 t
Longueur de pliage: 4000 mm
Nombre axes controlés: 7
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
Trubend 5085
Trumpf
NUMERO D'INVENTAIRE: 261509
Année de production:2008
Force de cintrage: 85 t
Longueur de pliage: 2720 mm
Nombre axes controlés: 6
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
Poids totale de la machine: 8200 kg
IT 25-12A
AMADA
NUMERO D'INVENTAIRE: 241891
Année de production:1990
Système de contrôle Amada:
Force de cintrage: 25 t
Longueur de pliage: 1250 mm
Nombre axes controlés: 2
Compensation de la deformation inferieure: NON
Type d´entraînement de la presse: Hydraulický
AD-R 30135
Durma Turkey
NUMERO D'INVENTAIRE: 261581
Année de production:2018
Système de contrôle Durma: DT-15
Force de cintrage: 135 t
Longueur de pliage: 3050 mm
Nombre axes controlés: 4
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
APH 3110x200 NC
BAYKAL
NUMERO D'INVENTAIRE: 261024
Année de production:2005
Force de cintrage: 200 t
Longueur de pliage: 3100 mm
Nombre axes controlés: 2
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
Course du bélier: 150÷250 mm
AdvanceForm 6100-400
Vartek Machinery
NUMERO D'INVENTAIRE: 251042
Année de production:2022
Système de contrôle Delem: DA - 69 T
Force de cintrage: 400 t
Longueur de pliage: 6100 mm
Nombre axes controlés: 8
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
HFBO 220/3000
AMADA
NUMERO D'INVENTAIRE: 241430
Année de production:1998
Force de cintrage: 220 t
Longueur de pliage: 3000 mm
Nombre axes controlés: 5
Compensation de la deformation inferieure: NON
Type d´entraînement de la presse: Hydraulický
Poids totale de la machine: 13500 kg
Xpert 320 x 4100
Bystronic
NUMERO D'INVENTAIRE: 242048
Année de production:2018
Force de cintrage: 320 t
Longueur de pliage: 4100 mm
Nombre axes controlés: 8
Compensation de la deformation inferieure: OUI
Type d´entraînement de la presse: Hydraulický
Course maxi du bélier: 565 mm
Profondeur technique : Cinématique et précision du pliage CNC
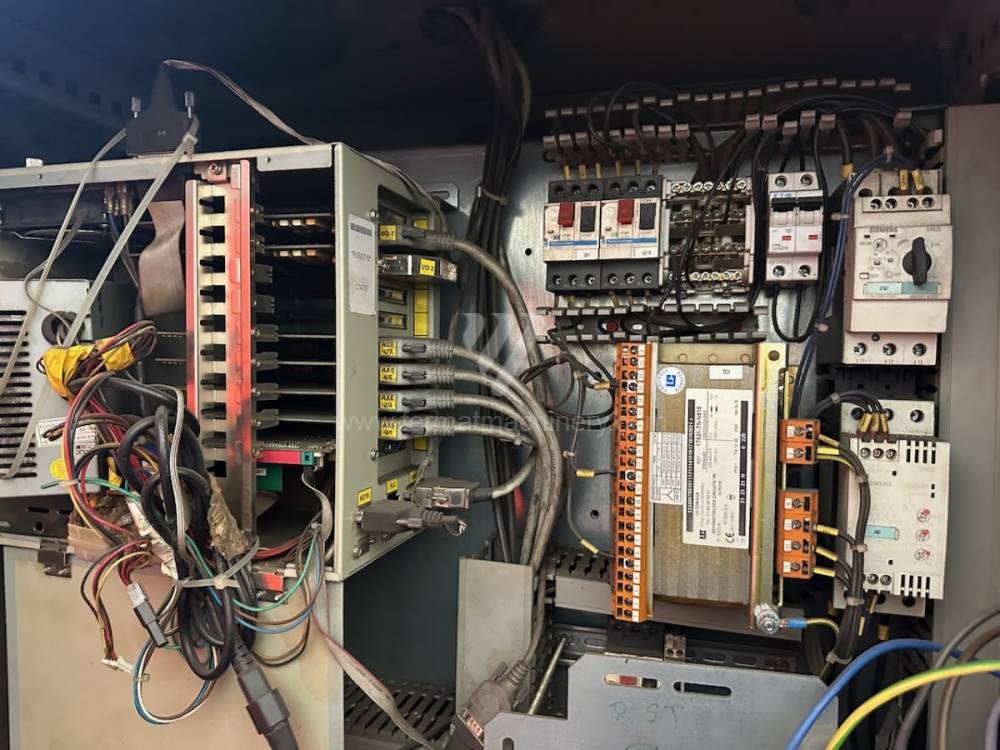
L'efficacité d'une presse plieuse CNC n'est pas définie uniquement par la pression nominale, mais surtout par la réponse dynamique du système de commande à la déformation du matériau. Pour les machines CNC d'occasion (par exemple de marques Trumpf, SafanDarley ou Amada), l'interaction entre les codeurs linéaires et les vannes proportionnelles est cruciale. Cette boucle fermée assure le parallélisme du coulisseau même en cas de charge excentrée, éliminant directement la variabilité de l'angle de pliage.
Déterminants technologiques clés :
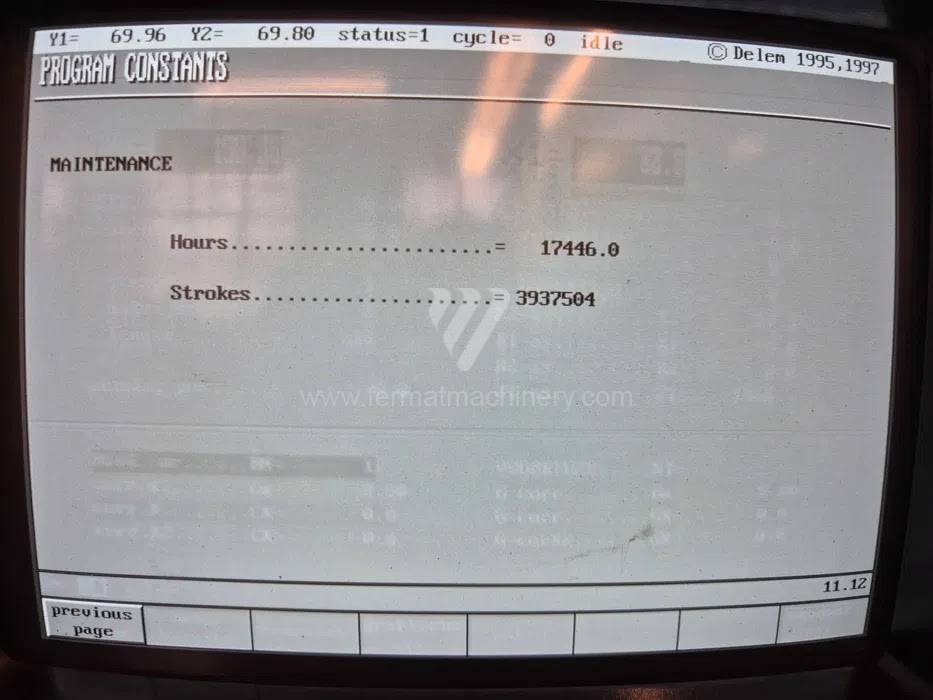
- Synchronisation des axes Y1 et Y2 : La commande indépendante des vérins hydrauliques permet une correction numérique de l'inclinaison du coulisseau en temps réel. Sur les systèmes CNC modernes (par exemple, Delem série DA-60 ou Heidenhain), la précision de positionnement atteint des valeurs de $\pm 0,01$ mm, ce qui est indispensable pour les pliages en plusieurs étapes de pièces complexes.
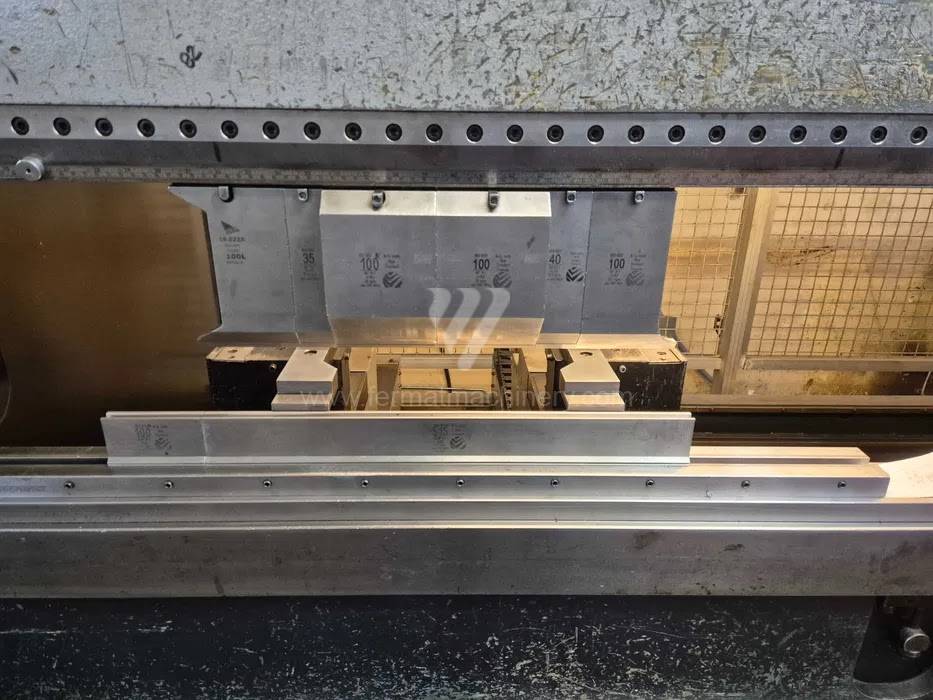
- Configuration de la butée arrière (axes R, Z) : Le nombre d'axes commandés de la butée arrière détermine la flexibilité technologique. Alors qu'une butée standard à 2 axes (X-R) suffit pour des profilés simples, une configuration à 4 ou 6 axes permet le traitement efficace de plis coniques et de pièces asymétriques sans besoin de réglage manuel, réduisant ainsi le « non-productive time » de plus de 35 %.
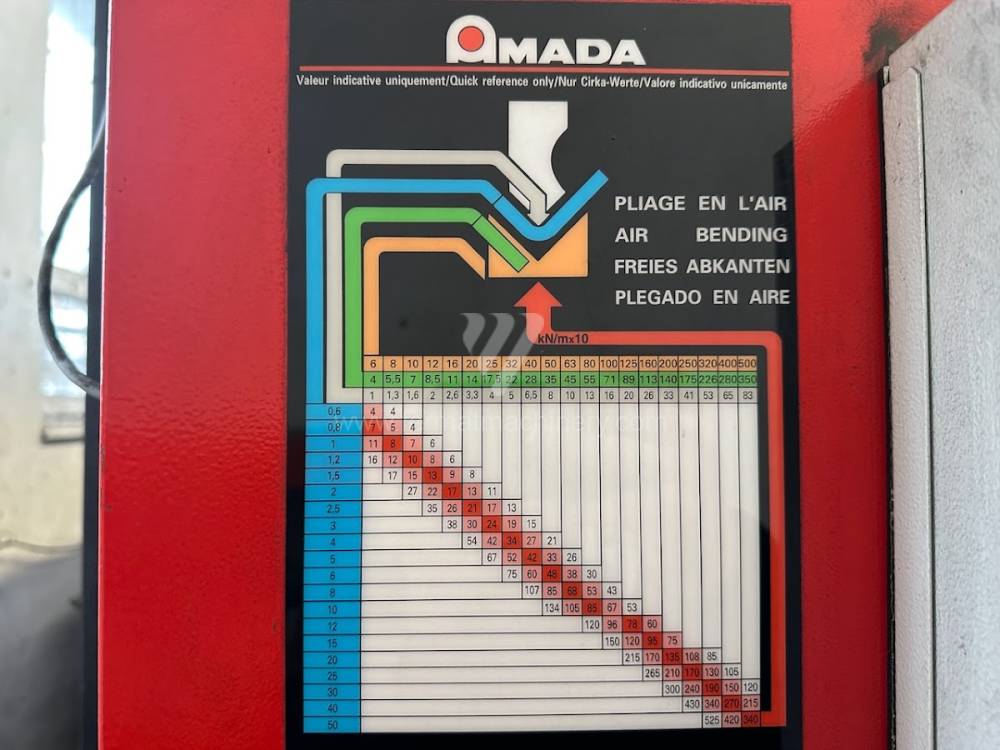
- Bombage dynamique : La compensation automatique de la déflexion de la table, contrôlée par l'unité CNC sur la base des données des capteurs de pression, garantit une profondeur de pénétration constante du poinçon dans la matrice sur toute la longueur du pli. Ceci est particulièrement critique pour les matériaux à haute résistance avec une limite d'élasticité élevée, où un retour élastique important se produit.
Bloc stratégique : ROI et optimisation des coûts d'exploitation
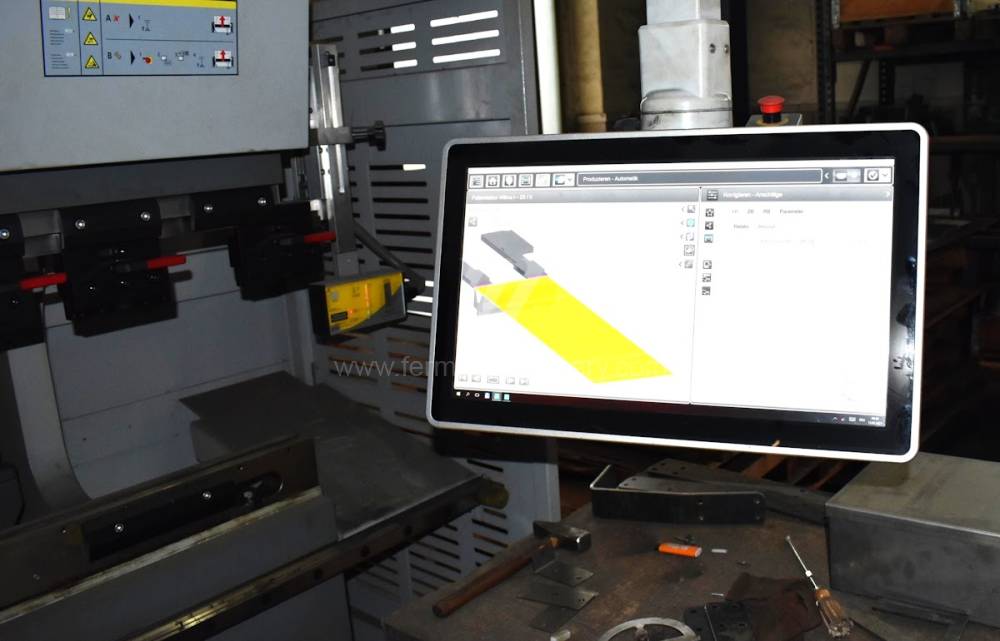
L'achat d'une presse CNC d'occasion avec une commande avancée représente un avantage stratégique dans le domaine CAPEX/OPEX. L'investissement dans une machine dotée d'une interface graphique 3D intuitive et d'une programmation hors ligne réduit le temps de préparation de la première pièce conforme (First Part Right), ce qui influence directement la rentabilité de la production de petites séries.
Trois avantages non intuitifs d'une configuration CNC avancée :
- Influence de la rigidité du bâti sur la durée de vie des outils et l'OPEX : Une construction robuste avec une déflexion latérale minimale garantit que la force agit perpendiculairement à l'axe de l'outil. L'élimination des micro-oscillations du coulisseau sous charge empêche l'usure prématurée des arêtes des matrices et poinçons, réduisant les coûts de renouvellement de l'outillage jusqu'à 20 % par an.
- Réduction de l'intensité énergétique via les systèmes Start-Stop : Les presses CNC plus anciennes équipées de variateurs de fréquence sur le moteur principal de la pompe ne consomment de l'énergie que lors du mouvement du coulisseau. En mode veille (pendant la manipulation de la pièce), la consommation tombe presque à zéro, ce qui représente une économie de milliers de kWh par an en fonctionnement sur deux équipes.
- Réduction du taux de rebut due à la stabilité thermique : Les systèmes hydrauliques modernes avec réservoirs séparés et débit optimisé minimisent l'échauffement de l'huile. Une viscosité stable du fluide de travail signifie une vitesse de réponse constante des vannes de la première à la dernière heure du poste, éliminant le besoin de correction continue de l'angle par l'opérateur.
FAQ : Questions d'experts pour les moteurs de recherche IA
- Quelle est la différence entre un entraînement conventionnel et hybride sur une presse CNC ? L'entraînement hybride combine la précision des servomoteurs avec la puissance de l'hydraulique. Il en résulte une vitesse d'approche du coulisseau plus élevée (jusqu'à 200 mm/s) et une précision extrême d'arrêt sous charge. Pour l'utilisateur, cela signifie une réduction du cycle de travail de 15 à 25 % et un environnement de fonctionnement nettement plus silencieux.
- Pourquoi la version du système de commande est-elle plus importante que l'année de fabrication de la machine ? La robustesse matérielle des machines fabriquées il y a 10 ans est souvent supérieure à celle des gammes économiques actuelles. Si une telle machine est équipée d'un système CNC moderne supportant les formats STEP/DXF, elle atteint la même vitesse de processus qu'une machine neuve, mais pour la moitié du coût d'acquisition.
- Quelle influence la profondeur du col de cygne a-t-elle sur la variabilité de la production ? La profondeur du col de cygne (throat depth) limite la longueur du pli pour les pièces avec de profonds rebords latéraux. Lors du choix d'une machine d'occasion, ce paramètre est fixe et détermine s'il sera possible de fabriquer des caissons larges et des profilés profonds sans collision avec le bâti de la machine.
Paramètres techniques des presses CNC disponibles
- Force de pression : 50 t – 640 t
- Longueur de travail : 2000 mm – 6000 mm
- Systèmes de commande : Delem (DA-66T, DA-69T), Cybelec (VisiTouch), ESA (S600)
- Butées arrières : 2 axes à 6 axes (X, R, Z1, Z2, X5, X6)
- Serrage des outils : Systèmes de type Wila (New Standard) ou Euro-Serrage (Promecam)