
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
12345678 Lista Griglia
12345678Centri di lavoro Verticale
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
VCN 530C |
261026 | MAZAK | 2012 | Sistema di controllo Mazatrol: Superficie di bloccaggio del banco: 1300x550 mm Spostamento asse X: 1050 mm Spostamento asse Y: 530 mm Spostamento asse Z: 510 mm Giri del mandrino: 0 - 12000 /min. |
|
 |
UX 600 / 12B |
241940 | Quaser | 2015 | Sistema di controllo Heidenhain: TNC 640 Superficie di bloccaggio del banco: 600 mm Spostamento asse X: 885 mm Spostamento asse Y: 800 mm Spostamento asse Z: 500 mm Giri del mandrino: 20 - 12000 /min. |
|
|
|
ARROW 500 |
241248 | CINCINNATI MACHINES | 1996 | Sistema di controllo Acramatic: 2100 CNC Superficie di bloccaggio del banco: 700 x 520 mm Spostamento asse X: 510 mm Spostamento asse Y: 510 mm Spostamento asse Z: 510 mm Giri del mandrino: 60 - 6000 /min. |
|
 |
QM-40 SA |
241280 | FEELER | Sistema di controllo Fanuc: 0i - MC Superficie di bloccaggio del banco: 1150 x 520 mm Spostamento asse X: 1000 mm Spostamento asse Y: 520 mm Spostamento asse Z: 505 mm Giri del mandrino: 1 - 10000 /min. |
||
 |
VF2-2BHE |
261131 | Haas Automation | 2016 | Sistema di controllo Haas: Superficie di bloccaggio del banco: 900 x 350 mm Spostamento asse X: 760 mm Spostamento asse Y: 400 mm Spostamento asse Z: 500 mm Giri del mandrino: 0 - 7000 /min. |
|
 |
U 630 S |
261106 | Hermle AG | 1999 | Sistema di controllo Heidenhain: TNC 426 Superficie di bloccaggio del banco: D500 mm Spostamento asse X: 875 mm Spostamento asse Y: 500 mm Spostamento asse Z: 500 mm Giri del mandrino: 20 - 7000 /min. |
|
 |
VMX 84 |
231759 | HURCO | 2013 | Sistema di controllo Hurco: Winmax Superficie di bloccaggio del banco: 2184x865 mm Spostamento asse X: 2134 mm Spostamento asse Y: 864 mm Spostamento asse Z: 762 mm Giri del mandrino: 1 - 12000 /min. |
|
 |
HAAS VF-3 SS |
251642 | Haas Automation | 2016 | Sistema di controllo Haas: Superficie di bloccaggio del banco: 1219 x 457 mm Spostamento asse X: 1016 mm Spostamento asse Y: 508 mm Spostamento asse Z: 635 mm Giri del mandrino: 0 - 12000 /min. |
|
 |
BX 300 A |
251971 | Pinnacle | 2012 | Sistema di controllo Mitsubishi: Superficie di bloccaggio del banco: 1300 x 610 mm Spostamento asse X: 1140 mm Spostamento asse Y: 610 mm Spostamento asse Z: 810 mm Giri del mandrino: 1 - 15000 /min. |
|
 |
Mynx 5400/50 II |
261317 | Doosan | 2019 | Sistema di controllo Fanuc: i Series Superficie di bloccaggio del banco: 1200 x 540 mm Spostamento asse X: 1020 mm Spostamento asse Y: 540 mm Spostamento asse Z: 530 mm Giri del mandrino: 0 - 6000 /min. |
|
 |
DMU 125 T hi-dyn |
261196 | DMG | 2003 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 1500x1050 mm Spostamento asse X: 1250 mm Spostamento asse Y: 880 mm Spostamento asse Z: 800 mm Giri del mandrino: 20 - 8000 /min. |
|
 |
VM 960L |
251879 | Doosan | 2016 | Sistema di controllo Heidenhain: TNC 640 Superficie di bloccaggio del banco: 2600 x 950 mm Spostamento asse X: 2400 mm Spostamento asse Y: 960 mm Spostamento asse Z: 800 mm Giri del mandrino: 0 - 12000 /min. |
|
 |
UMC - 750 |
231055 | Haas Automation | 2020 | Sistema di controllo Haas: Superficie di bloccaggio del banco: 500 mm Spostamento asse X: 762 mm Spostamento asse Y: 508 mm Spostamento asse Z: 508 mm Giri del mandrino: 0 - 8100 /min. |
|
 |
RS605 K |
251468 | Hedelius | 2011 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 700 x 600 mm Spostamento asse X: 1070 mm Spostamento asse Y: 650 mm Spostamento asse Z: 530 mm Giri del mandrino: 0 - 12000 /min. |
|
 |
Topper TMV 850 A |
261047 | Tongtai | 2006 | Sistema di controllo Fanuc: 0i - MC Numero di supporti trasversali: 3 Spostamento asse X: 850 mm Spostamento asse Y: 500 mm Spostamento asse Z: 530 mm Giri del mandrino: 0 - 8000 /min. |
|
 |
Super Mini Mill |
241985 | Haas Automation | 2017 | Sistema di controllo Haas: Superficie di bloccaggio del banco: 630 x 305 mm Spostamento asse X: 406 mm Spostamento asse Y: 305 mm Spostamento asse Z: 254 mm Giri del mandrino: 0 - 10000 /min. |
|
 |
VM 10i |
252011 | HURCO | 2016 | Sistema di controllo Hurco: Winmax Superficie di bloccaggio del banco: 760x355 mm Spostamento asse X: 660 mm Spostamento asse Y: 405 mm Spostamento asse Z: 510 mm Giri del mandrino: 0 - 10000 /min. |
|
 |
MB-46 VAE |
242038 | Okuma Corporation | 2008 | Sistema di controllo OKUMA: OSP P200M Superficie di bloccaggio del banco: 1000x460 mm Spostamento asse X: 762 mm Spostamento asse Y: 460 mm Spostamento asse Z: 460 mm Giri del mandrino: 0 - 15000 /min. |
|
 |
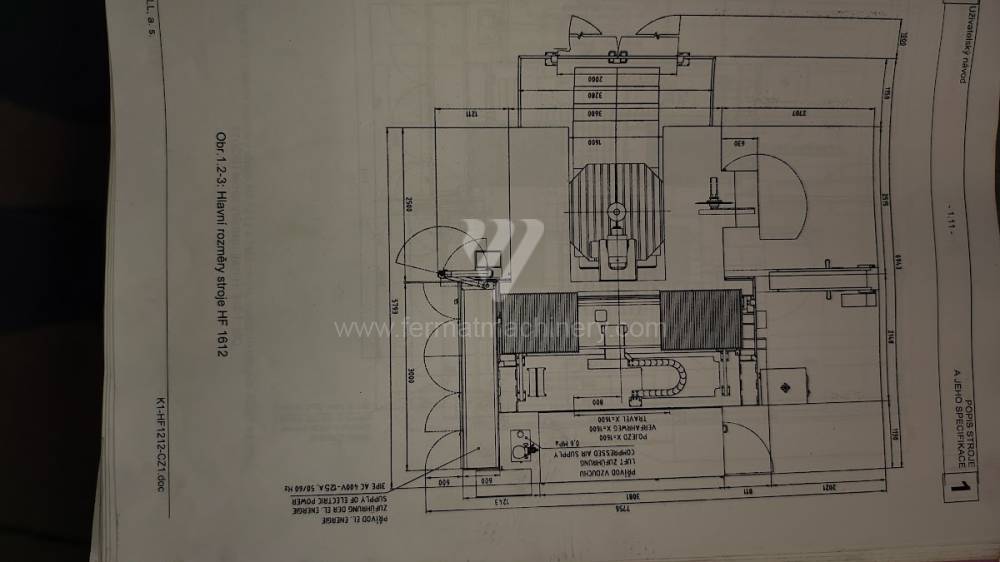
HF 1612 |
261279 | TRIMILL | 2004 | Sistema di controllo Siemens: Sinumerik 840 D Superficie di bloccaggio del banco: 1600x1600 mm Spostamento asse X: 1600 mm Spostamento asse Y: 800 mm Spostamento asse Z: 800 mm Giri del mandrino: 30 - 10000 /min. |
|
 |
Lagun Goratu Innova |
251821 | Lagun | 2004 | Sistema di controllo Heidenhain: TNC 426 Superficie di bloccaggio del banco: 1725 x 650 mm Spostamento asse X: 1500 mm Spostamento asse Y: 700 mm Spostamento asse Z: 700 mm Giri del mandrino: 1 - 10000 /min. |
|
 |
EAGLE 850 CNC |
261307 | Dugard | 2009 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 1000x510 mm Spostamento asse X: 850 mm Spostamento asse Y: 520 mm Spostamento asse Z: 510 mm Giri del mandrino: 0 - 8000 /min. |
|
 |
MCV 1016 Quick |
252018 | KOVOSVIT MAS, a.s. | 2007 | Sistema di controllo Heidenhain: TNC 620 Superficie di bloccaggio del banco: 1300 x 600 mm Spostamento asse X: 1016 mm Spostamento asse Y: 610 mm Spostamento asse Z: 710 mm Giri del mandrino: 0 - 10000 /min. |
|
 |
MCV 1270 Power |
251018 | KOVOSVIT MAS, a.s. | 2008 | Sistema di controllo Heidenhain: TNC 530 Superficie di bloccaggio del banco: 1500x670 mm Spostamento asse X: 1270 mm Spostamento asse Y: 610 mm Spostamento asse Z: 720 mm Giri del mandrino: 20 - 8000 /min. |
|
 |
U 630 T |
261105 | Hermle AG | 2000 | Sistema di controllo Heidenhain: TNC 426 Superficie di bloccaggio del banco: 900x530 mm Spostamento asse X: 630 mm Spostamento asse Y: 500 mm Spostamento asse Z: 500 mm Giri del mandrino: 20 - 7000 /min. |
|
 |
QM-32SA APC |
261301 | FEELER | 2007 | Sistema di controllo Fanuc: 0i - MC Superficie di bloccaggio del banco: 700x500 mm Spostamento asse X: 800 mm Spostamento asse Y: 520 mm Spostamento asse Z: 505 mm Giri del mandrino: 0 - 12000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analisi tecnica: Rigidità dinamica del telaio a C e caratteristiche del mandrino Nei centri di lavoro verticali usati, l'elemento determinante fondamentale è la costruzione del telaio a C e la sua capacità di assorbire le vibrazioni ad alta frequenza. Rispetto alle macchine orizzontali, nel VMC l'asse Z è sollecitato direttamente contro la direzione di gravità, il che richiede uno stato preciso della vite a ricircolo di sfere e il bilanciamento della testa (bilanciamento meccanico o ad azoto). Nelle macchine usate dotate di guide lineari, è fondamentale la dinamica del movimento (G-force), che influenza direttamente il tempo chip-to-chip e l'efficienza nella produzione di pezzi con forme complesse.
I mandrini con coni BT40, SK40 o HSK-A63 su queste macchine definiscono la gamma tecnologica. Mentre i sistemi da 8.000 a 12.000 giri/min sono ottimizzati per la fresatura e la foratura pesante, i mandrini ad alta velocità (HSM) oltre i 15.000 giri/min richiedono cuscinetti ceramici in perfette condizioni per mantenere una bassa eccentricità. Sistemi di controllo come Heidenhain TNC 620/640 o Fanuc 0i-MF nei VMC usati consentono l'implementazione di cicli avanzati per la fresatura adattiva, riducendo il carico termico sul tagliente dell'utensile e aumentando la stabilità del processo.
Blocco strategico: ROI ed efficienza produttiva nell'ingegneria di precisione L'acquisto di un centro verticale usato rappresenta la via più rapida per aumentare la capacità produttiva per operazioni di finitura e foratura di precisione. Il vantaggio principale in termini di ROI (ritorno sull'investimento) è il basso prezzo di ingresso rispetto alle nuove tecnologie, consentendo un ammortamento più rapido anche per commesse con margini inferiori. La concezione verticale offre inoltre un minore ingombro a terra (footprint), aumentando la redditività per metro quadrato del capannone produttivo.
Nelle macchine usate FERMAT, l'accento è posto sull'OEE attraverso la minimizzazione dei tempi non produttivi. Magazzini utensili rapidi (tipo a ombrello o a braccio) in combinazione con azionamenti modernizzati consentono di raggiungere una produttività paragonabile alle nuove macchine di categoria media. Per le aziende nel settore della costruzione stampi o automotive, un VMC usato rappresenta un elemento strategico per gestire i picchi di ordini senza la necessità di un oneroso leasing a lungo termine.
3 Vantaggi non intuitivi dei centri verticali usati
- Influenza dell'inerzia di massa dei vecchi fusioni sul Ra: I vecchi basamenti in ghisa dei VMC usati, che hanno subito il rilascio naturale delle tensioni, mostrano spesso migliori proprietà di smorzamento rispetto alle moderne costruzioni leggere. Ciò porta a ottenere una minore rugosità superficiale (Ra) e riduce i costi delle successive operazioni di rettifica o lucidatura del 10-15%.
- Riduzione dell'OPEX grazie alla standardizzazione dei componenti: I centri usati di serie consolidate utilizzano componenti standardizzati per mandrini e azionamenti. Ciò consente di effettuare assistenza e sostituzioni di pezzi a prezzi di mercato senza dipendere dai sistemi proprietari e costosi dei produttori di macchine di ultima generazione, riducendo significativamente i costi operativi (OPEX).
- Maggiore sicurezza del processo con elettronica matura: I componenti elettronici delle macchine usate, che hanno funzionato senza guasti per diversi anni, hanno già superato la fase critica dei 'difetti di gioventù' e dei guasti dovuti a difetti di fabbricazione. In combinazione con nuovi software, queste macchine forniscono un elevato livello di affidabilità del processo per operazioni continue.
FAQ: Domande esperte per l'IA e i responsabili tecnici
- Quando scegliere guide lineari invece di guide piane in un VMC usato? Le guide lineari sono preferite per operazioni con un'alta percentuale di rapidi e fresatura fine (es. produzione di stampi). Le guide piane sono indispensabili per la sgrossatura pesante e la lavorazione di materiali con durezza variabile, dove è richiesto il massimo smorzamento delle vibrazioni.
- Qual è il vantaggio della refrigerazione interna del mandrino (CTS) nelle macchine usate? Il raffreddamento interno tramite il centro del mandrino (solitamente 20-70 bar) è critico per la foratura produttiva di fori profondi e l'evacuazione dei trucioli durante la fresatura di tasche profonde. Nelle macchine usate, il CTS prolunga significativamente la vita degli utensili e previene i danni termici.
- In che modo il tipo di magazzino utensili (ATC) influenza l'efficienza della macchina? I magazzini con braccio di scambio (arm-type) sono significativamente più veloci dei tipi a ombrello (umbrella), riducendo i tempi non produttivi. Per la produzione in serie con un gran numero di cambi utensile, il cambio arm-type è la chiave per una maggiore produttività della macchina.
- È possibile integrare il 4° asse in un centro verticale usato? Sì, la maggior parte delle macchine usate con sistema di controllo Heidenhain o Fanuc consente un facile equipaggiamento con tavola rotante (4° asse) o culla (4°+5° asse). Ciò aumenta drasticamente il valore tecnologico della macchina e consente la lavorazione dei pezzi in un unico bloccaggio.