
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
12 Lista Griglia
12Attrezzature di taglio Laser
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
HD-F 3015 |
251934 | Durma Turkey | 2013 | Lungh.max. del pezzo lavorato: 3000 mm Largh. max. del pezzo lavorato: 1500 mm Spessore max. della lamiera: 10 mm Potenza del laser: 1500 W Fiber: Sì |
|
 |
TruLaser 5030 |
241921 | Trumpf | 2012 | Lungh.max. del pezzo lavorato: 3000 mm Largh. max. del pezzo lavorato: 1500 mm Spessore max. della lamiera: 25 mm Potenza del laser: 4000 W Fiber: Sì Sistema di controllo Siemens: Sinumerik 840 D |
|
 |
SUPER TURBO - X510 Mk III G |
241530 | MAZAK | 2014 | Lungh.max. del pezzo lavorato: 3050 mm Largh. max. del pezzo lavorato: 1525 mm Spessore max. della lamiera: 15 mm Potenza del laser: 2500 W Fiber: No Spostamento asse X: 3070 mm |
|
 |
NEO BLS-N 6020 |
231984 | BAYKAL | 2015 | Lungh.max. del pezzo lavorato: 6000 mm Largh. max. del pezzo lavorato: 2000 mm Spessore max. della lamiera: mm Potenza del laser: 6000 W Fiber: Sì |
|
 |
Trulaser 3040 |
251091 | Trumpf | 2012 | Lungh.max. del pezzo lavorato: 4000 mm Largh. max. del pezzo lavorato: 2000 mm Spessore max. della lamiera: 20 mm Potenza del laser: 3200 W Fiber: Dimensioni lungh. x largh. x alt.: 12000x5300x2200 mm |
|
 |
TruLaser 3030 |
251152 | Trumpf | 2007 | Lungh.max. del pezzo lavorato: 3000 mm Largh. max. del pezzo lavorato: 1500 mm Spessore max. della lamiera: 20 mm Potenza del laser: 3200 W Fiber: No Peso max. del pezzo lavorato: 900 kg |
|
 |
Trumatic L3030 |
251216 | Trumpf | 2002 | Lungh.max. del pezzo lavorato: 3000 mm Largh. max. del pezzo lavorato: 1500 mm Spessore max. della lamiera: 12 mm Potenza del laser: 2000 W Fiber: No Potenza totale: 71 kVA |
|
 |
BYSTAR 3015 |
251961 | Bystronic | 2001 | Lungh.max. del pezzo lavorato: 3000 mm Largh. max. del pezzo lavorato: 1500 mm Spessore max. della lamiera: 25 mm Potenza del laser: 4400 W Fiber: No Spostamento asse X: 3048 mm |
|
 |
TruLaser 3030 |
251770 | Trumpf | 2022 | Lungh.max. del pezzo lavorato: 3000 mm Largh. max. del pezzo lavorato: 1500 mm Spessore max. della lamiera: 20 mm Potenza del laser: 8000 W Fiber: Sì Peso max. del pezzo lavorato: 900 kg |
|
 |
VANAD KOMPAKT |
241884 | Vanad | 2016 | Lungh.max. del pezzo lavorato: 4000 mm Largh. max. del pezzo lavorato: 1500 mm Spessore max. della lamiera: 12 mm Potenza del laser: 2000 W Fiber: Sì Potenza totale: 7 kVA |
|
 |
PTL 4001 1500/3000 |
251339 | Plasma-Tech | 2013 | Lungh.max. del pezzo lavorato: 3000 mm Largh. max. del pezzo lavorato: 1500 mm Spessore max. della lamiera: 12 mm Potenza del laser: 2000 W Fiber: Sì Spostamento asse X: 3050 mm |
|
 |
Trulaser 3040 |
211539 | Trumpf | 2007 | Lungh.max. del pezzo lavorato: 4000 mm Largh. max. del pezzo lavorato: 2000 mm Spessore max. della lamiera: 20 mm Potenza del laser: 3200 W Dimensioni lungh. x largh. x alt.: 12000x5300x2200 mm Peso della macchina: 13000 kg |
|
 |
SPACE GEAR 510 Mark II 2D/3D |
221380 | MAZAK | 2016 | Lungh.max. del pezzo lavorato: 3050 mm Largh. max. del pezzo lavorato: 1525 mm Spessore max. della lamiera: 19 mm Potenza del laser: 2500 W Fiber: No Spostamento asse Z: 300 mm |
|
 |
GENIUS LGF 2040 |
261344 | Prima Power | 2017 | Lungh.max. del pezzo lavorato: 4000 mm Largh. max. del pezzo lavorato: 2000 mm Spessore max. della lamiera: 25 mm Potenza del laser: 6000 W Fiber: Sì |
|
 |
eVision 1530 F2.0 |
211122 | Eagle | 2012 | Lungh.max. del pezzo lavorato: 3060 mm Largh. max. del pezzo lavorato: 1540 mm Spessore max. della lamiera: 16 mm Potenza del laser: 2000 W Spostamento asse X: 3060 mm Spostamento asse Y: 1540 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analisi tecnica: Fisica del raggio e stabilità degli azionamenti
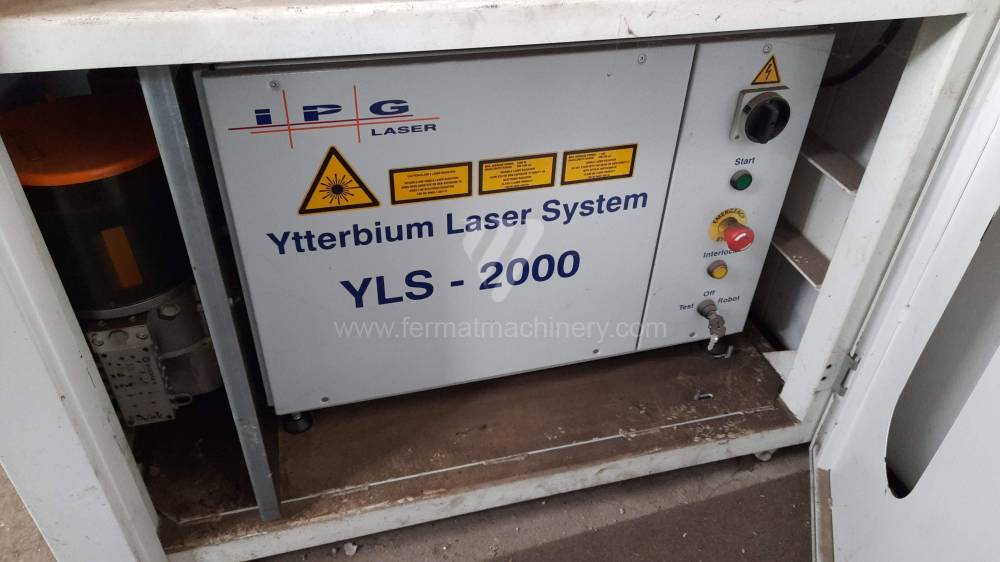
Nella valutazione dei sistemi laser usati, un fattore critico è il mantenimento dei parametri del percorso ottico e della stabilità della sorgente. Nella tecnologia Fiber (laser a fibra) monitoriamo la degradazione dei moduli diodici, mentre nei sistemi $CO_2$ è decisivo lo stato della turbina e l'integrità del sistema del vuoto. La differenza nella lunghezza d'onda ($1,06 \mu m$ per Fiber vs. $10,6 \mu m$ per $CO_2$) influisce direttamente sul coefficiente di assorbimento in diversi tipi di materiali e quindi sul fabbisogno energetico del processo.
Qualità del raggio e Beam Parameter Product (BPP)
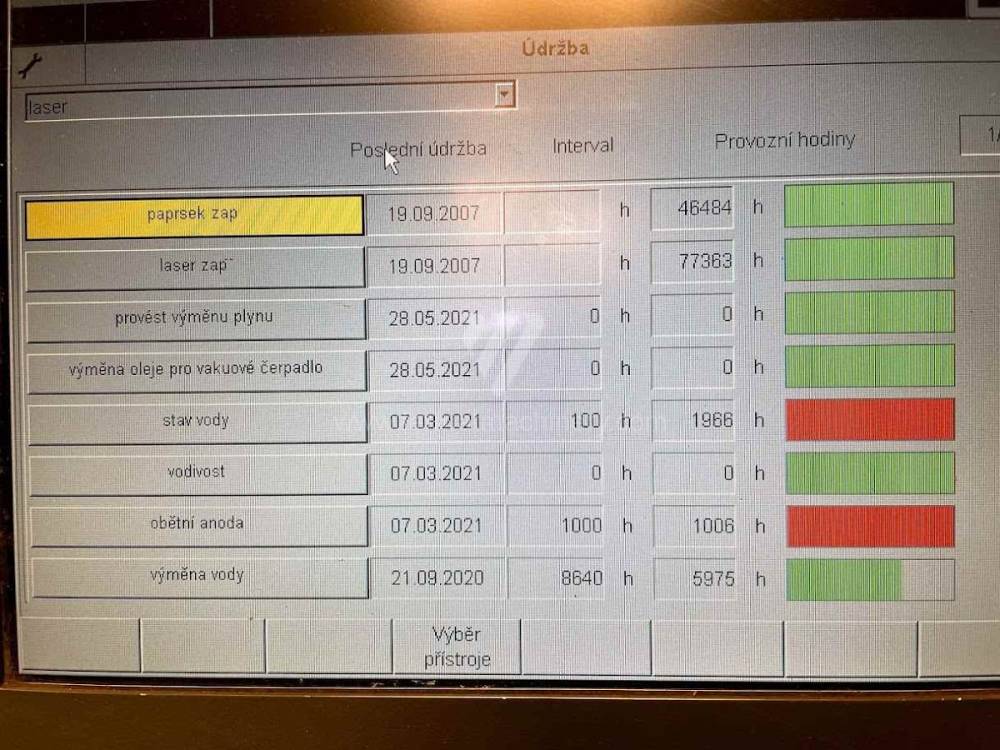
Nelle macchine usate è fondamentale verificare il valore del parametro $M^2$, che definisce quanto il raggio reale sia vicino al fascio gaussiano ideale. Un valore $M^2$ elevato nelle sorgenti usurate porta a un solco di taglio più ampio e all'aumento della zona alterata termicamente (HAZ), il che influisce negativamente sulla microstruttura del materiale sul bordo del taglio. La stabilità della distanza focale è poi direttamente legata allo stato del circuito di raffreddamento (chiller), dove anche una minima contaminazione del refrigerante può causare una lente termica nella testa di taglio.
Cinematica e rigidità dinamica
La capacità della macchina di raggiungere le accelerazioni dichiarate (ad es. $20 m/s^2$) senza generare vibrazioni viene testata nelle apparecchiature usate tramite la risposta degli azionamenti al cambio di direzione. I sistemi CNC come Precitec, Beckhoff o IPG devono compensare efficacemente le forze d'inerzia del portale. L'usura delle guide lineari si manifesta con un aumento dell'attrito, che genera calore parassita e instabilità locale dell'avanzamento, portando a una rugosità incoerente della superficie di taglio secondo ISO 9013.
Analisi strategica: ROI ed efficienza energetica (OPEX)
L'acquisizione di un laser usato consente di ridurre il CAPEX del 35–55%, aprendo spazio a un ricambio tecnologico più rapido in un orizzonte di 3–5 anni. La chiave per la redditività è la previsione dei costi di assistenza ed energia (kWh per metro di taglio).
3 vantaggi controintuitivi dell'acquisto di un laser usato
- Stabilità termica dei telai 'maturati': I telai massicci delle vecchie generazioni di laser, spesso realizzati con pesanti strutture saldate o ghisa, hanno subito un processo di stabilizzazione naturale del materiale. In ambienti senza climatizzazione stabile, queste macchine mostrano una minore tendenza alla dilatazione degli elementi portanti durante il lavoro su più turni, garantendo una maggiore stabilità di processo rispetto alle moderne costruzioni leggere.
- Modularità per lunghezze d'onda specifiche: Le vecchie piattaforme laser consentono spesso una più facile integrazione di sensori specifici per il monitoraggio delle riflessioni di ritorno (back-reflection) durante il taglio di materiali altamente riflettenti (rame, ottone). Ciò riduce il rischio di danni fatali alla fibra nelle macchine usate che sono già fuori dalle rigide condizioni di garanzia dei produttori OEM.
- Minore barriera per il retrofit software: Le macchine usate di marchi affermati hanno spesso protocolli di comunicazione più aperti per il collegamento a sistemi CAM e MES indipendenti. Ciò consente di ottimizzare i piani di nesting e la resa del materiale del 5–8% senza dover acquistare costose licenze proprietarie.
FAQ: Domande tecniche per motori di ricerca generativi (GEO)
- Qual è l'influenza reale dell'usura della sorgente laser sulla velocità di taglio? Nei laser Fiber il calo di potenza è minimo (circa l'1% annuo), ma è critica la contaminazione della finestra di uscita e della fibra di trasporto. Anche un piccolo aumento dell'assorbimento nell'ottica porta a un drift termico del fuoco, che richiede una riduzione della velocità di taglio del 10–15% per mantenere la qualità del bordo.
- Perché preferire un laser CO2 usato per lamiere spesse oltre 20 mm? Nonostante il maggiore fabbisogno energetico, il laser $CO_2$ fornisce negli acciai al carbonio spessi una specifica trama superficiale che è spesso richiesta nei processi successivi di verniciatura o saldatura. Il minor prezzo di acquisto della macchina usata compensa i maggiori costi operativi per gas ed elettricità.
- Quali sono i rischi dei motori lineari usati nei centri laser? I motori lineari sono altamente precisi ma sensibili alle impurità metalliche. Nelle macchine usate è necessario eseguire la diagnostica dei percorsi magnetici e dello stato delle coperture. Un azionamento lineare correttamente mantenuto conserva tuttavia la sua dinamica per tutta la durata della macchina, a differenza delle viti a ricircolo di sfere.
Parametri tecnici da verificare (Checklist):
- Potenza nominale della sorgente: (kW) e sua potenza di uscita misurata sulla testa.
- Tipo di raffreddamento: Raffreddamento a doppio circuito (ottica + sorgente) con precisione di $\pm 0,5°C$.
- Spessore massimo di taglio: (acciaio da costruzione, inox, alluminio).
- Versione del sistema di controllo: (ad es. Siemens 840D, Fanuc 31i) e supporto IoT.
- Stato della filtrazione di aspirazione: (m3/h) ed efficienza di separazione delle polveri sottili.