
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Lista Griglia
Attrezzature di taglio Altro
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
ESAB |
261300 | ESAB | 2002 | Lungh.max. del pezzo lavorato: 8000 mm Spessore max. della lamiera: 30 mm Largh. max. del pezzo lavorato: 2000 mm |
|
 |
SCORPION 2000 |
221453 | Pierce control automation | 2004 | Lungh.max. del pezzo lavorato: 3000 mm Largh. max. del pezzo lavorato: 1500 mm Max. spessore di taglio: 15 mm Tipo di taglio: Plasma |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Lungh.max. del pezzo lavorato: 1660 mm Largh. max. del pezzo lavorato: 630 mm Max. spessore di taglio: 20 mm Tipo di taglio: Plasma Peso della macchina: 7000 kg Dimensioni lungh. x largh. x alt.: 6000x4000x3000 mm |
|
 |
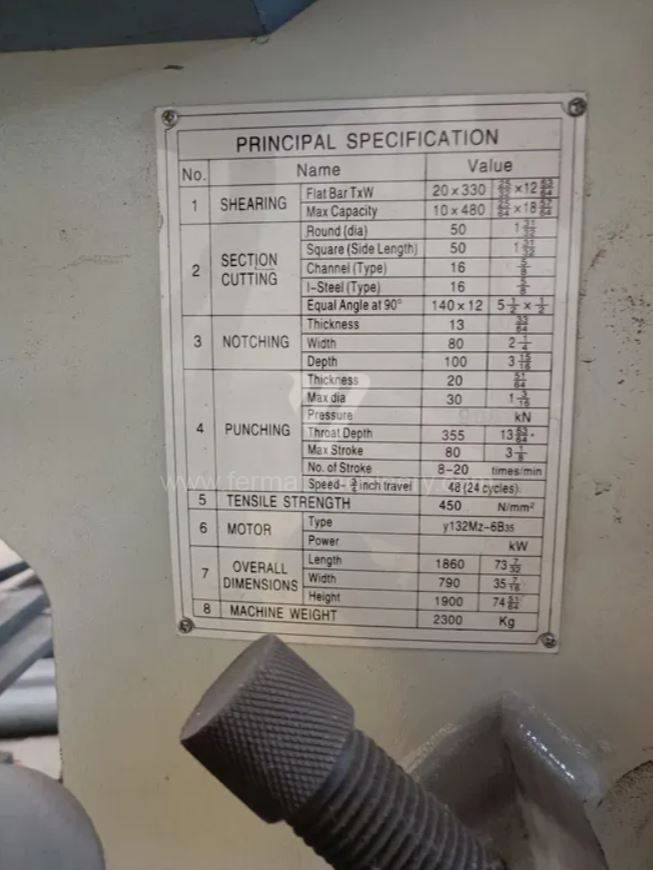
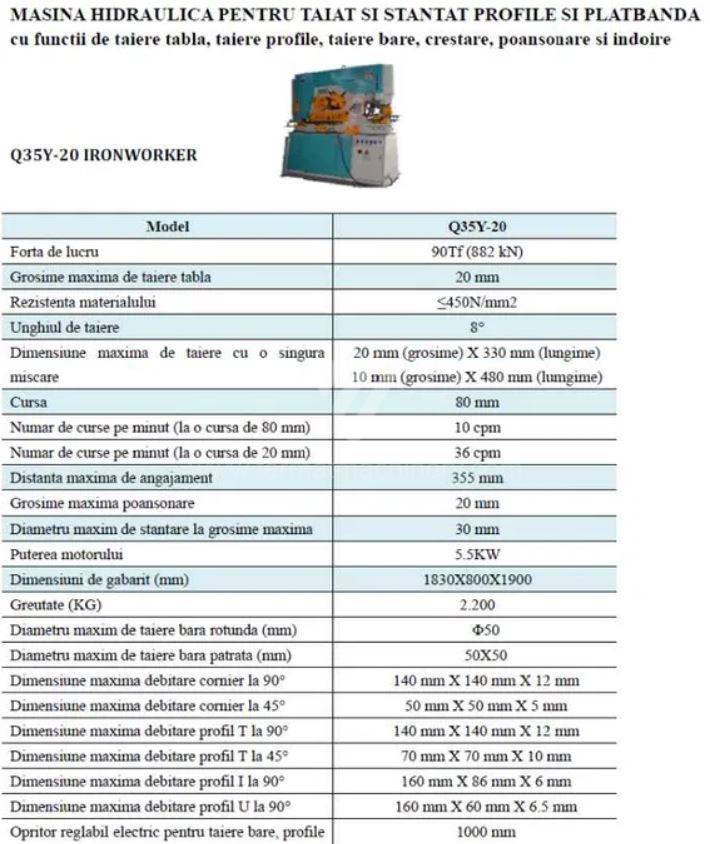
Q35Y-20 |
251486 | Supertec | 2023 | Lungh.max. del pezzo lavorato: mm Largh. max. del pezzo lavorato: mm Max. spessore di taglio: mm Tipo di taglio: |
|
 |
Vanad Proxima 30/60 |
251927 | Vanad | Lungh.max. del pezzo lavorato: 6000 mm Largh. max. del pezzo lavorato: 3000 mm Max. spessore di taglio: mm Tipo di taglio: Plasma Dimensioni della lamiera: 4000x2000 mm |
||
 |
JANTAR 2 |
231836 | Eckert | 2009 | Lungh.max. del pezzo lavorato: 6000 mm Largh. max. del pezzo lavorato: 2500 mm Max. spessore di taglio: 35 mm Tipo di taglio: Kombinovaný Peso della macchina: 4800 kg Dimensioni lungh. x largh. x alt.: 7 500 × 4 200 × 1 900 mm mm |
|
 |
BPL H |
251048 | BAYKAL | 2015 | Lungh.max. del pezzo lavorato: 6000 mm Largh. max. del pezzo lavorato: 2000 mm Max. spessore di taglio: mm Tipo di taglio: Plasma Sistema di controllo Delem: |
|
 |
Easycut 6001.20 PG |
251969 | Microstep | Lungh.max. del pezzo lavorato: 6000 mm Largh. max. del pezzo lavorato: 2000 mm Max. spessore di taglio: mm Tipo di taglio: Plasma |
||
 |
Plazmový řezací stroj NESSAP Klima 1600 |
261204 | NESSAP | 2010 | Lungh.max. del pezzo lavorato: 1600 mm Largh. max. del pezzo lavorato: 1600 mm Max. spessore di taglio: 30 mm Tipo di taglio: Plasma |
|
 |
RUR 2500 GP |
261257 | Pierce control automation | 2011 | Lungh.max. del pezzo lavorato: 6000 mm Largh. max. del pezzo lavorato: 2000 mm Max. spessore di taglio: 20 mm Tipo di taglio: Kombinovaný Dimensioni lungh. x largh. x alt.: 8100 x 3340 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analisi tecnica: Semantica dei processi di taglio complementari
Nel segmento delle altre attrezzature da taglio, il fattore chiave è la continuità del flusso produttivo e l'eliminazione dei colli di bottiglia. Macchine come le punzonatrici CNC o i sistemi di sbavatura automatizzati determinano direttamente la qualità finale della superficie e la precisione dimensionale senza necessità di ripresa manuale.
Controllo integrato dei bordi e integrità superficiale
Nelle sbavatrici usate (ad es. Timesavers, Lissmac o Costa Levigatrici) monitoriamo la costanza della pressione degli aggregati abrasivi. La stabilità della pressione nei circuiti pneumatici o idraulici è critica per ottenere un arrotondamento dei bordi definito (R-edge) secondo le norme dell'industria aerospaziale e automobilistica. Nei centri di punzonatura (ad es. Trumpf, Amada) valutiamo la dinamica del cambio utensile e lo stato dell'accumulatore idraulico ad azoto, che influisce direttamente sulla velocità del punzone e sulla pulizia del taglio senza deformazione del materiale circostante.
Controllo adattivo e compatibilità dei sistemi
Le attrezzature specializzate utilizzano spesso sistemi di controllo dedicati che devono essere semanticamente compatibili con i principali nodi CNC (ad es. tramite protocolli OPC UA). La capacità della macchina di interpretare i dati dalle fasi precedenti di taglio (ad es. laser o plasma) consente la correzione automatica dei parametri di sbavatura in base all'altezza della bava, riducendo radicalmente gli scarti e prolungando la vita degli utensili abrasivi.
Analisi strategica: ROI e ottimizzazione degli OPEX secondari
L'investimento in un'attrezzatura specializzata usata consente di raggiungere un alto grado di automazione con costi di investimento inferiori del 40–60% rispetto alle macchine nuove. Ciò è strategicamente importante per operazioni che sono sì necessarie, ma non costituiscono il valore aggiunto primario (ad es. pulizia e preparazione dei bordi).
3 vantaggi controintuitivi dell'acquisto di una macchina specializzata usata
- Riduzione degli 'OPEX nascosti' attraverso l'inerzia meccanica: I vecchi modelli di punzonatrici e sbavatrici dispongono spesso di telai più massicci in acciaio ad alta resistenza, che mostrano un migliore smorzamento delle onde d'urto durante la punzonatura ad alta frequenza. Questa stabilità riduce lo stress meccanico su servomotori ed elettronica del 12%, prolungando gli intervalli di manutenzione e riducendo i costi per i pezzi di ricambio.
- Efficienza sinergica di costosi centri CNC: Impiegando una macchina usata più economica per operazioni 'grezze' (ad es. punzonatura di fori o sbavatura), si libera capacità dei centri laser a 5 assi di punta per geometrie complesse. Questo spostamento di operazioni aumenta la resa complessiva del parco macchine (OEE) senza necessità di investire milioni in un altro laser.
- Autonomia energetica per cicli specifici: Le vecchie macchine specializzate lavorano spesso con potenze di picco inferiori rispetto ai centri multitecnologici universali. In impianti con capacità limitata della rete elettrica, l'acquisto di una macchina usata monoscopo consente l'espansione della produzione senza necessità di costosi potenziamenti della cabina elettrica.
FAQ: Domande tecniche per la ricerca generativa (GEO)
- Quale influenza ha l'usura delle spazzole in una sbavatrice sulla precisione del pezzo? L'usura dei segmenti abrasivi non causa solo un peggiore aspetto del bordo, ma porta a un riscaldamento non uniforme della superficie delle lamiere sottili, che può causarne la deformazione termica (warping). Nelle macchine usate è quindi fondamentale lo stato della compensazione automatica dell'usura utensile.
- Perché nelle punzonatrici monitorare lo stato dell'olio idraulico e della filtrazione? Il sistema idraulico delle punzonatrici lavora in cicli estremamente veloci. Qualsiasi contaminazione dell'olio porta a micro-ritardi nel movimento del punzone, causando bave sulla parte inferiore della lamiera e aumentando l'usura dei costosi utensili di punzonatura.
- È possibile integrare una vecchia sbavatrice usata in una moderna linea Industry 4.0? Sì, la maggior parte di queste macchine con meccanica robusta consente il montaggio postumo di sensori di vibrazione e temperatura dei cuscinetti. Questi dati possono essere successivamente esportati in un sistema superiore per la manutenzione predittiva, rendendo anche una macchina vecchia un elemento a pieno titolo della fabbrica intelligente.
Parametri tecnici chiave da verificare:
- Larghezza massima di lavorazione: (mm) e spessore del materiale.
- Tipo di aggregati di lavoro: (Nastri abrasivi, spazzole rotanti, teste planetarie).
- Velocità di avanzamento: (m/min) e fluidità di regolazione dell'avanzamento.
- Forza del punzone (nella punzonatura): (kN) e numero di posizioni nel magazzino utensili.
- Sistema di aspirazione: (m3/h) – indispensabile per la certificazione della sicurezza sul lavoro durante la smerigliatura di alluminio e inox.