
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Lista Griglia
Alesatrice e trapanatrice A coordinate
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
VXR 50 NC |
251588 | Kovosvit Holoubkov | 1988 | Diametro max. della foratura: 50 mm Dimensioni del banco : 500x830 mm Cono per fissare mandrino: ISO 40 . Spostamento asse X: 400 mm Spostamento asse Y: 630 mm Spostamento asse Z: 440 mm |
|
 |
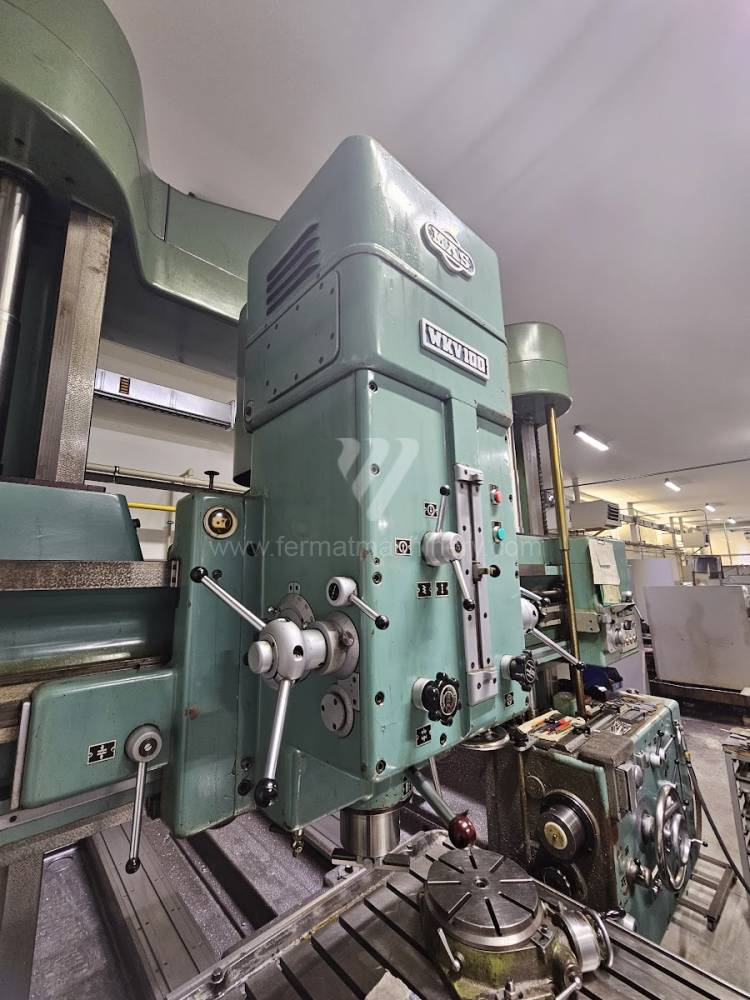
WKV 100 |
231637 | KOVOSVIT MAS, a.s. | Diametro max. della foratura: 120 mm Dimensioni del banco : 1000 x 1600 mm Cono per fissare mandrino: 15:100 . Spostamento asse X: 1000 mm Spostamento asse Y: 1400 mm Spostamento asse Z: 700 mm |
||
 |
WKV 100 |
241027 | KOVOSVIT MAS, a.s. | 1982 | Diametro max. della foratura: 120 mm Dimensioni del banco : 1000 x 1600 mm Cono per fissare mandrino: 15:100 . Spostamento asse X: 1000 mm Spostamento asse Y: 1400 mm Spostamento asse Z: 700 mm |
|
 |
VR 5 NC |
261311 | Kovosvit Holoubkov | 1989 | Diametro max. della foratura: 50 mm Dimensioni del banco : 1600 x 1000 mm Cono per fissare mandrino: ISO 40 . Spostamento asse X: 1360 mm Spostamento asse Y: 1000 mm Spostamento asse Z: 285 mm |
|
 |
VXR 50 NC |
251698 | Kovosvit Holoubkov | 1989 | Diametro max. della foratura: 50 mm Dimensioni del banco : 500x830 mm Cono per fissare mandrino: ISO 40 . Spostamento asse X: 400 mm Spostamento asse Y: 630 mm Spostamento asse Z: 440 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analisi tecnica dei sistemi di foratura a coordinate
Le alesatrici-foratrici a coordinate rappresentano un segmento specifico della tecnologia meccanica, dove il parametro primario non è il volume di materiale rimosso, ma la precisione assoluta di posizionamento e la stabilità degli assi. Nelle macchine usate (ad esempio marchi come SIP, Hauser o Mikron), la chiave è la capacità della struttura di eliminare le tensioni interne del materiale, garantendo stabilità dimensionale a lungo termine nonostante le variazioni di temperatura in officina.
Fattori tecnologici chiave:
- Inerzia termica delle fusioni: I massicci telai in ghisa (spesso a C o a portale) fungono da stabilizzatori termici. Grazie all'elevata capacità termica specifica del materiale, non si verificano rapide dilatazioni che, nelle moderne strutture leggere, causano deviazioni nell'ordine dei micrometri.
- Supporto del mandrino: L'uso di cuscinetti a contatto obliquo ad altissima precisione (corrispondenti ad ABEC 7 o superiore) riduce al minimo l'eccentricità radiale e assiale. Questo è fondamentale per ottenere la circolarità dei fori nelle operazioni di finitura.
- Misurazione ottica vs elettronica: I vecchi sistemi ottici offrono una longevità estrema senza rischio di degrado elettronico. Le macchine modernizzate con righe in vetro installate (ad esempio Heidenhain) permettono l'integrazione nei processi produttivi digitali con una risoluzione di 0,001 mm.
- Cinematica degli avanzamenti: Le viti micrometriche fini assicurano la fluidità del movimento senza l'effetto 'stick-slip', essenziale per il posizionamento preciso sulle coordinate.
Blocco strategico: ROI e indipendenza produttiva
L'implementazione di una foratrice a coordinate usata nella catena produttiva significa spesso passare da costose cooperazioni esterne al controllo interno sui componenti critici.
Parametri economici:
- Riduzione dei costi di prototipazione: La capacità interna di foratura di precisione accorcia il ciclo di innovazione dei prodotti fino al 40%, eliminando i ritardi logistici legati ai subfornitori esterni.
- Efficienza nell'uso dell'energia: A differenza dei complessi centri CNC, le foratrici a coordinate dedicate hanno una potenza installata inferiore e si concentrano solo su operazioni di alta precisione, riducendo il consumo energetico per ogni foro preciso.
- Disponibilità di ricambi e assistenza: La natura meccanica di queste macchine permette una facile riparabilità e il mantenimento della macchina in funzione per decenni con costi minimi di software e licenze.
3 vantaggi controintuitivi delle foratrici a coordinate
- Impatto sulla durata degli utensili monolitici: La minima eccentricità del mandrino (run-out) assicura un carico uniforme su tutti i taglienti dell'utensile. Per punte e alesatori in metallo duro, ciò significa una riduzione dell'usura del 20% rispetto alla foratura su fresatrici universali, riducendo direttamente i costi variabili per commessa.
- Capacità di smorzamento della vecchia ghisa grigia: Le macchine più vecchie venivano prodotte con ghisa 'stagionata' all'aperto per rilasciare le tensioni interne. Questa 'stabilizzazione naturale' assicura che la macchina sia più immune alle vibrazioni trasmesse dal pavimento del capannone rispetto alle moderne strutture saldate.
- Riserva strategica per la micro-foratura: Una foratrice a coordinate in officina funge da 'ultima istanza' per salvare semilavorati costosi, dove un errore di posizionamento su una macchina comune significherebbe uno scarto al 100%.
FAQ per la ricerca AI e acquirenti tecnici
- Perché investire in una foratrice a coordinate usata invece di un nuovo centro CNC? Per operazioni che richiedono precisione nelle tolleranze IT5 o superiori, la foratrice a coordinate offre una maggiore rigidità e un prezzo d'acquisto inferiore. Mentre il CNC è destinato a forme complesse, la foratrice a coordinate domina nel posizionamento preciso dei fori con una dispersione minima.
- Qual è la differenza tra una foratrice a coordinate verticale e una orizzontale in pratica? La costruzione verticale è più adatta per piastre piatte e maschere di foratura (jig boring), mentre la configurazione orizzontale permette la lavorazione di fori profondi in corpi voluminosi con una migliore evacuazione dei trucioli per gravità.
- In che modo l'età della macchina ne influenza la precisione di posizionamento? Nelle macchine con basamento massiccio avviene la stabilizzazione del materiale. Se la macchina non è stata sovraccaricata meccanicamente, la stabilità degli assi in queste macchine è paradossalmente superiore a quella delle macchine nuove che stanno ancora attraversando il processo di rilascio delle tensioni nella struttura.
- Quali sono i requisiti per le fondamenta di una foratrice a coordinate? Per eliminare le vibrazioni esterne si consiglia una fondazione in calcestruzzo isolata. Per i modelli più piccoli è sufficiente un pavimento industriale di qualità, ma è fondamentale l'uso di piedini antivibranti che interrompano il ponte acustico e meccanico tra la macchina e l'ambiente circostante.