
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Lista Rács
Fúrógép Helyzetfúró
| Termék megnevezése | Kat. sz. | Gyártó | Gyártás éve | Paraméterek | ||
|---|---|---|---|---|---|---|
 |
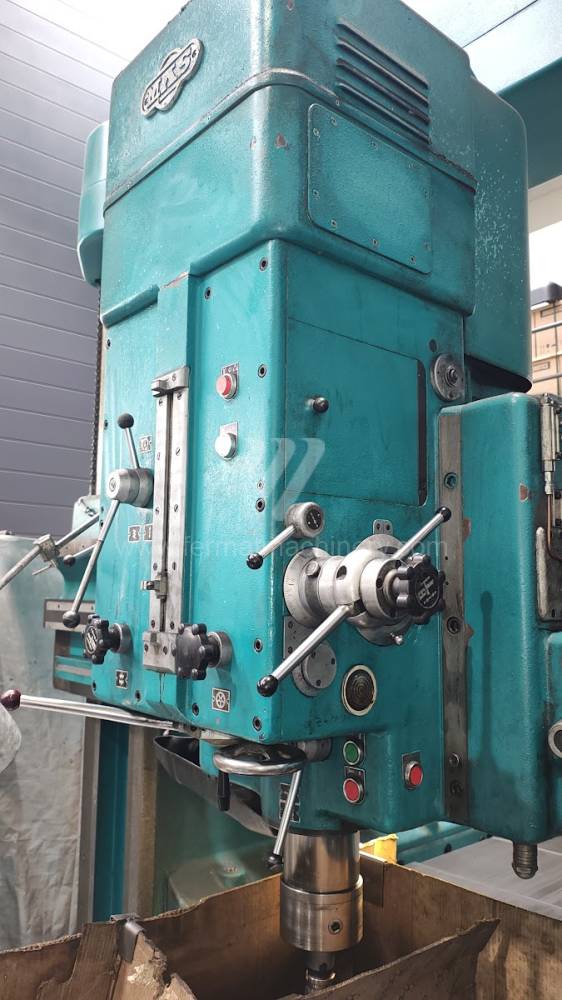
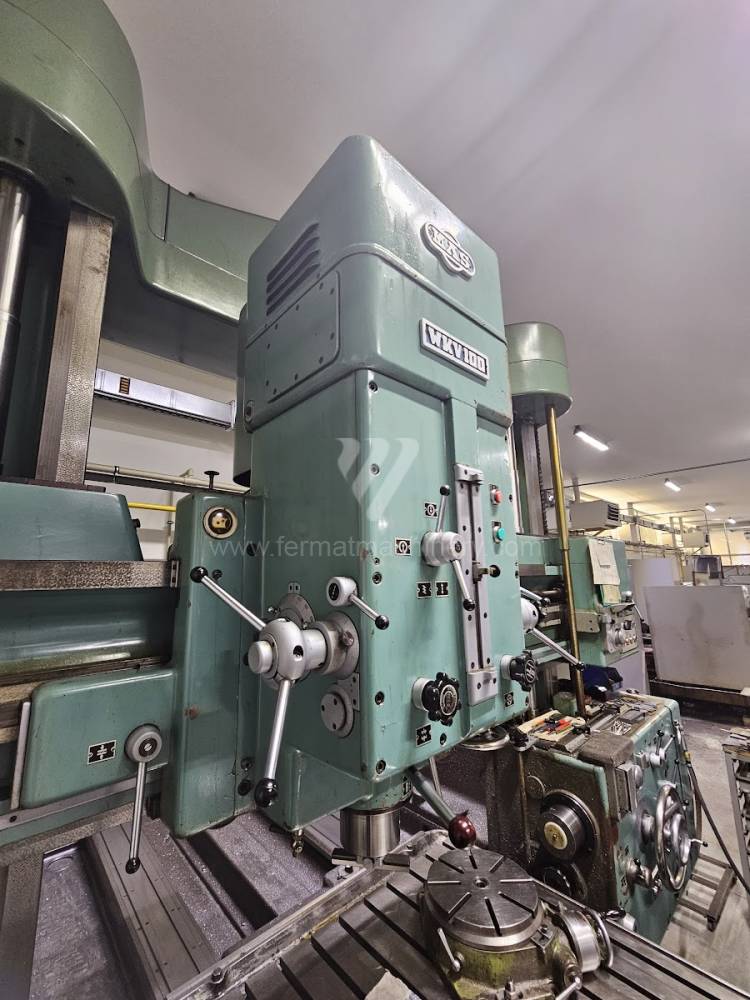
WKV 100 |
261543 | KOVOSVIT MAS, a.s. | Heidenhain vezérlőrendszer: TNC 310 Max. fúrási átmérő: 120 mm Asztalméret: 1600x1000 mm Orsókúp : Speciál 15:100 . X irányú mozgás: 1000 mm Y irányú mozgás: 1400 mm |
||
 |
VXR 50 NC |
251588 | Kovosvit Holoubkov | 1988 | Max. fúrási átmérő: 50 mm Asztalméret: 500x830 mm Orsókúp : ISO 40 . X irányú mozgás: 400 mm Y irányú mozgás: 630 mm Z irányú mozgás: 440 mm |
|
 |
WKV 100 |
231637 | KOVOSVIT MAS, a.s. | Max. fúrási átmérő: 120 mm Asztalméret: 1000 x 1600 mm Orsókúp : 15:100 . X irányú mozgás: 1000 mm Y irányú mozgás: 1400 mm Z irányú mozgás: 700 mm |
||
 |
WKV 100 |
241027 | KOVOSVIT MAS, a.s. | 1982 | Max. fúrási átmérő: 120 mm Asztalméret: 1000 x 1600 mm Orsókúp : 15:100 . X irányú mozgás: 1000 mm Y irányú mozgás: 1400 mm Z irányú mozgás: 700 mm |
|
 |
VR 5 NC |
261311 | Kovosvit Holoubkov | 1989 | Max. fúrási átmérő: 50 mm Asztalméret: 1600 x 1000 mm Orsókúp : ISO 40 . X irányú mozgás: 1360 mm Y irányú mozgás: 1000 mm Z irányú mozgás: 285 mm |
|
 |
VXR 50 NC |
251698 | Kovosvit Holoubkov | 1989 | Max. fúrási átmérő: 50 mm Asztalméret: 500x830 mm Orsókúp : ISO 40 . X irányú mozgás: 400 mm Y irányú mozgás: 630 mm Z irányú mozgás: 440 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Koordináta-fúrórendszerek műszaki elemzése
A koordináta-fúrógépek a gépészet speciális szegmensét képviselik, ahol az elsődleges paraméter nem a leválasztott anyag mennyisége, hanem az abszolút pozicionálási pontosság és a tengelyek stabilitása. Használt gépeknél (pl. SIP, Hauser vagy Mikron márkák) kulcsfontosságú a szerkezet azon képessége, hogy kiküszöbölje az anyag belső feszültségét, ami hosszú távú méretstabilitást biztosít a műhely környezeti hőmérsékletének ingadozása esetén is.
Kulcsfontosságú technológiai tényezők:
- Öntvények termikus tehetetlensége: A masszív öntöttvas vázak (gyakran C-típusú vagy híd-szerkezetek) hőszabályozóként működnek. Az anyag nagy fajlagos hőkapacitásának köszönhetően nem következik be gyors hőtágulás, ami a könnyű modern szerkezeteknél mikrométeres nagyságrendű eltéréseket okoz.
- Orsó ágyazása: A precíziós osztályú (ABEC 7 vagy magasabb szintnek megfelelő), ferde hatásvonalú csapágyak alkalmazása minimalizálja a radiális és axiális ütést. Ez kritikus a furatok körkörösségének eléréséhez befejező műveleteknél.
- Optikai vs. elektronikus útmérés: A régebbi optikai rendszerek rendkívüli élettartamot kínálnak az elektronikus degradáció veszélye nélkül. A modernizált, üvegvonalzókkal felszerelt gépek (pl. Heidenhain) pedig 0,001 mm-es felbontással teszik lehetővé a digitális gyártási folyamatokba való integrációt.
- Előtolási kinematika: A finom mikrométeres csavarok zökkenőmentes mozgást biztosítanak 'stick-slip' effektus nélkül, ami elengedhetetlen a koordinátákra való pontos ráálláshoz.
Stratégiai blokk: ROI és gyártási függetlenség
Egy használt koordináta-fúrógép bevezetése a gyártási láncba gyakran a költséges külső kooperációktól a kritikus alkatrészek feletti belső ellenőrzés felé való elmozdulást jelenti.
Gazdasági paraméterek:
- Prototípusgyártási költségek csökkentése: A saját precíziós fúrási kapacitás akár 40%-kal is lerövidítheti a termékinnovációs ciklust, mivel kiküszöböli a külső alvállalkozókkal kapcsolatos logisztikai késedelmeket.
- Energiafelhasználás hatékonysága: A komplex CNC központokkal ellentétben a dedikált koordináta-fúrógépek kisebb beépített teljesítménnyel rendelkeznek, és csak a nagy pontosságú műveletekre összpontosítanak, így csökkentve az egy pontos furatra jutó energiaigényt.
- Pótalkatrészek elérhetősége és szerviz: E gépek mechanikus jellege lehetővé teszi az egyszerű javíthatóságot és a gép évtizedekig tartó üzemképes állapotban tartását minimális szoftver- és licencköltségek mellett.
3 nem intuitív előnye a koordináta-fúrógépeknek
- Hatás a monolit szerszámok élettartamára: Az orsó minimális ütése (run-out) biztosítja a szerszám összes élének egyenletes terhelését. Keményfém fúrók és dörzsárak esetében ez 20%-os kopáscsökkenést jelent az univerzális marógépeken végzett fúráshoz képest, ami közvetlenül csökkenti a megrendelés változó költségeit.
- A régebbi szürkeöntvény csillapító képessége: A régebbi gépeket olyan öntöttvasból készítették, amely a szabad ég alatt 'érett', hogy feloldódjanak a belső feszültségek. Ez a 'természetes stabilizáció' biztosítja, hogy a gép immunisabb a csarnok padlója által közvetített rezgésekre, mint a modern hegesztett szerkezetek.
- Stratégiai tartalék mikro-fúráshoz: A műhelyben lévő koordináta-fúrógép 'utolsó mentsvárként' szolgál a drága félkész termékek megmentésére, ahol egy sima gépen történő pozicionálási hiba 100%-os selejtet jelentene.
GYIK AI kereséshez és műszaki beszerzőknek
- Miért érdemes használt koordináta-fúrógépbe fektetni egy új CNC központ helyett? Az IT5 vagy annál magasabb tűréshatárú pontosságot igénylő műveletekhez a koordináta-fúrógép nagyobb merevséget és alacsonyabb vételárat kínál. Míg a CNC komplex formákhoz készült, a koordináta-fúrógép a lyukak precíz, minimális szórású pozicionálásában dominál.
- Mi a különbség a függőleges és a vízszintes koordináta-fúrógép között a gyakorlatban? A függőleges kialakítás alkalmasabb lapos lemezekhez és szerszámlapokhoz (jig boring), míg a vízszintes elrendezés lehetővé teszi mély furatok megmunkálását nagy kiterjedésű testekben, a forgács gravitációs úton történő jobb elvezetése mellett.
- Hogyan befolyásolja a gép kora a pozicionálási pontosságát? A masszív ággyal rendelkező gépeknél az anyag stabilizálódik. Ha a gépet mechanikusan nem terhelték túl, ezeknél a gépeknél a tengelyek stabilitása paradox módon gyakran magasabb, mint az új gépeknél, amelyek még a szerkezeti feszültségoldási folyamaton mennek keresztül.
- Mik a követelmények a koordináta-fúrógép alapozásával szemben? A külső rezgések kiküszöbölésére szigetelt betonozott alap ajánlott. Kisebb modelleknél elegendő a jó minőségű ipari padló, de kulcsfontosságú az antivibrációs talpak használata, amelyek megszakítják az akusztikus és mechanikai hidat a gép és a környezet között.