
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
1234 Lista Rács



SL 30 L






GENOS L3000-e MYx1000








Talent 6/45









SPRINT 32-8








NL 2500 SY/700





SP 280 SY








ST 30 SSY







HiTech 230 BL YMC
1234Eszterga CNC többtengelyes
SL 30 L
Haas Automation
Kat. sz.: 261488
Gyártás éve:2009
Haas vezérlőrendszer:
Elforduló átmérő: 432 mm
Elfordulási hossz: 1524 mm
Ferde ágy: igen
Y-tengely: nem
Ellenorsó: nem
GENOS L3000-e MYx1000
Okuma Corporation
Kat. sz.: 261562
Gyártás éve:2021
OKUMA vezérlőrendszer: OSP-P300LA-e
Elforduló átmérő: 400 mm
Elfordulási hossz: 1020 mm
Ferde ágy: igen
Y-tengely: igen
Y irányú mozgás (Eszterga): +50/-50 mm
Talent 6/45
Hardinge Inc.
Kat. sz.: 251138
Gyártás éve:2004
Fanuc vezérlőrendszer: 0i - TB
Elforduló átmérő: 281 mm
Elfordulási hossz: 381 mm
Ferde ágy: igen
Y-tengely: nem
Ellenorsó: nem
SPRINT 32-8
DMG MORI
Kat. sz.: 251952
Gyártás éve:2022
Fanuc vezérlőrendszer: 32i - B
Elforduló átmérő: 32 mm
Elfordulási hossz: 120 mm
Ferde ágy: nem
Y-tengely: igen
Y irányú mozgás (Eszterga): Y1 405 / Y2 135 mm
NL 2500 SY/700
MORI SEIKI
Kat. sz.: 251491
Gyártás éve:2011
Mitsubishi vezérlőrendszer: MSX-850
Elforduló átmérő: 366 mm
Elfordulási hossz: 705 mm
Ferde ágy: igen
Y-tengely: igen
Y irányú mozgás (Eszterga): 100 mm
SP 280 SY
KOVOSVIT MAS, a.s.
Kat. sz.: 261132
Gyártás éve:2013
Siemens vezérlőrendszer: Sinumerik 840 D
Elforduló átmérő: 280 mm
Elfordulási hossz: 490 mm
Ferde ágy: igen
Y-tengely: igen
Y irányú mozgás (Eszterga): 50 mm
ST 30 SSY
Haas Automation
Kat. sz.: 261347
Gyártás éve:2015
Haas vezérlőrendszer:
Elforduló átmérő: 406 mm
Elfordulási hossz: 584 mm
Ferde ágy: igen
Y-tengely: igen
Y irányú mozgás (Eszterga): ±50,8 mm
HiTech 230 BL YMC
Hwacheon Machinery
Kat. sz.: 251659
Gyártás éve:2019
Siemens vezérlőrendszer: Sinumerik 828 D
Elforduló átmérő: 400 mm
Elfordulási hossz: 584 mm
Ferde ágy: igen
Y-tengely: igen
Y irányú mozgás (Eszterga): +/-60 mm
Technikai elemzés: Kinematikai integráció és folyamatstabilitás
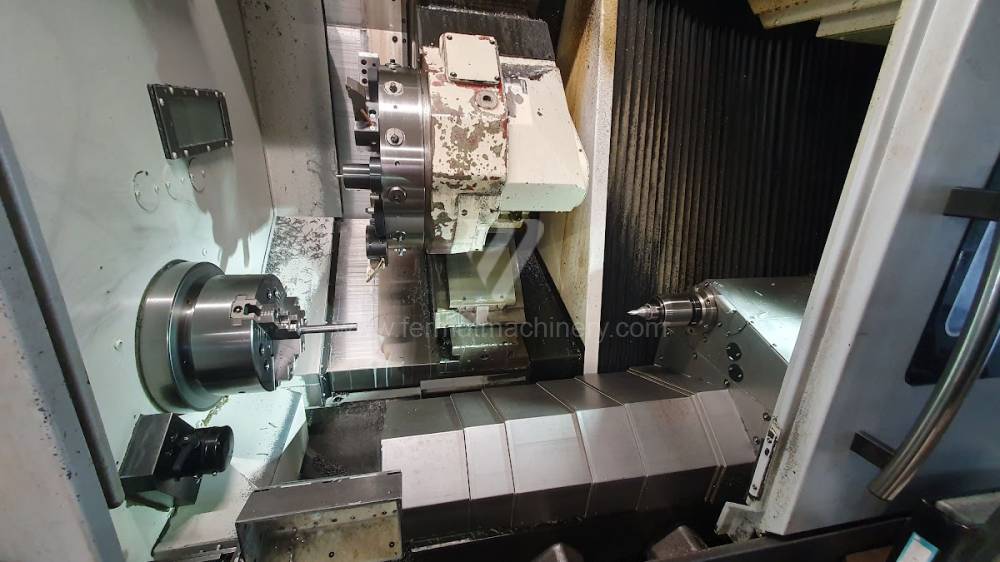
A többtengelyes esztergák (gyakran Multi-Tasking gépekként emlegetve) a megmunkálási hatékonyság technológiai csúcsát képviselik. Ezen gépek – mint a Mazak Integrex, Mori Seiki NT vagy Okuma Multus sorozatok – fő előnye a komplex alkatrészek egyetlen befogással történő elkészítése (Done-In-One koncepció). A használt gépeknél kritikus tényező a maróorsó (B-tengely) statikus merevsége, valamint a főorsó és az ellenorsó szinkronizációjának pontossága.
Kulcsfontosságú technikai paraméterek és kauzalitás:
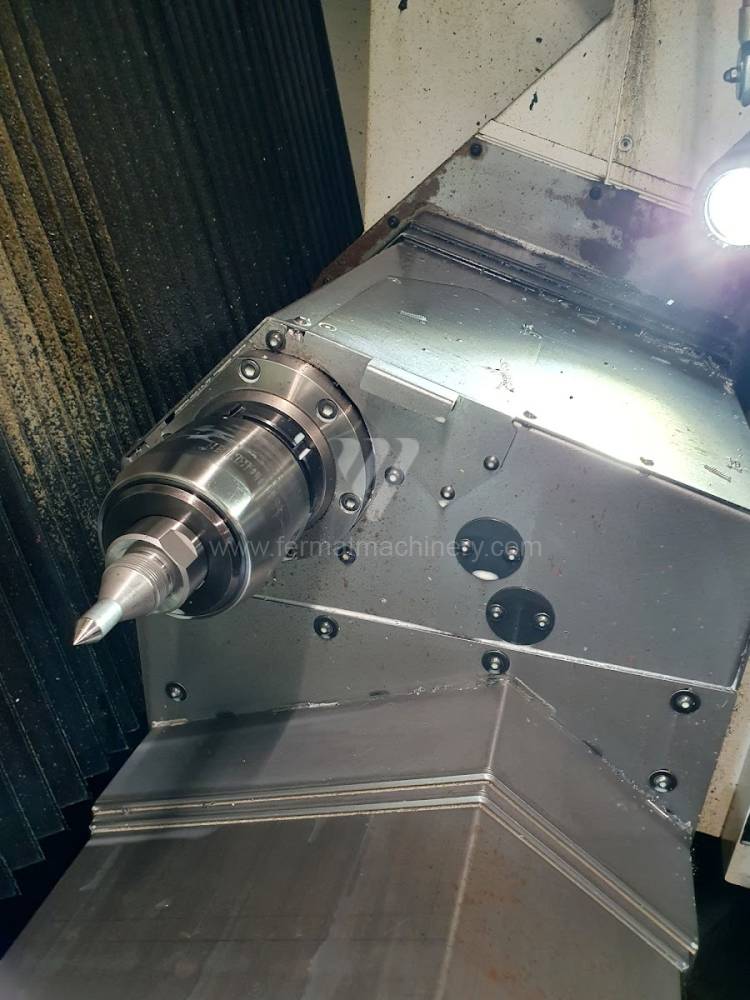
- B-tengely kinematikája: A többtengelyes központoknál a maróorsó egy forgatható fejen helyezkedik el. A rögzített helyzetben robusztus fogazással (pl. Hirth-kapcsoló) rendelkező használt gépek a vertikális marógépekhez hasonló merevséget biztosítanak, ami kiküszöböli a remegést az excentrikus fúráskor és síkmaráskor.
- Y-tengely és a szán lökethossza: A megfelelő lökethossz az Y-tengelyen (a forgástengelyre merőlegesen) kulcsfontosságú a középponton kívüli hornyok és zsebek marásához. A keresztszánnal ellátott öntöttvas ágyszerkezet jobban elnyeli a homlokmarókkal végzett marás során keletkező lökésjellegű terheléseket, mint a könnyebb modern szerkezetek.
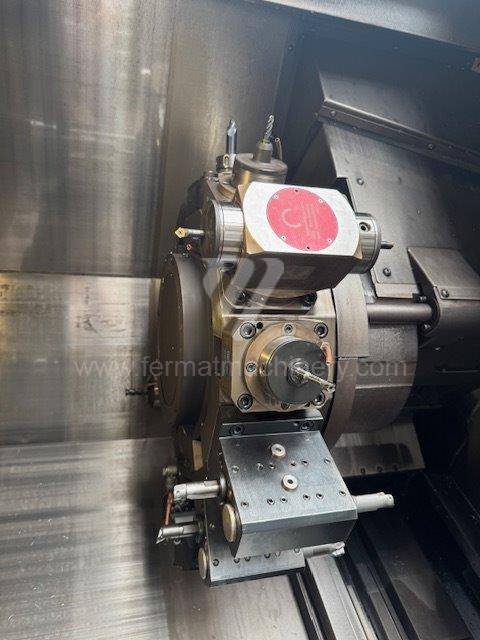
- Orsószinkronizáció (C-tengely): A munkadarab zökkenőmentes átadásának képessége a főorsóból az ellenorsóba forgás közben nagy dinamikájú szervohajtásokat és pontos jeladókat igényel. Ez a megoldás radikálisan lerövidíti a mellékidőket és kiküszöböli a kézi átfogásból eredő hibákat.
Stratégiai blokk: CAPEX optimalizálás és technológiai konszolidáció
Egy használt többtengelyes központba való befektetés stratégiai döntés, amely kiváltja két-három különálló gép (eszterga, marógép, fúrógép) igényét. Ez jelentős alapterület- és logisztikai költségmegtakarítást eredményez a műhelyen belül.
A befektetés gazdasági paraméterei:
- WIP (Work-in-Progress) csökkentése: Az alkatrész egy gépen történő befejezése kiküszöböli a műveletek közötti várakozási időket és csökkenti a félkész termékek mennyiségét, ami üzemi tőkét szabadít fel.
- A párhuzamossági pontosság növelése: Az összes művelet mechanikai integrálása a gép egyetlen koordinátarendszerébe eltávolítja azokat a kumulatív hibákat, amelyek a munkadarab különböző készülékekbe történő ismételt befogásakor keletkeznek.
A többtengelyes CNC központok 3 nem intuitív előnye:
- Marószerszámok kopásának csökkenése: A használt központok öntöttvas ágyának nagy tömege és stabilitása miatt a marók vágóélének terhelése egyenletesebb az anyaggal való érintkezéskor, ami meghosszabbítja élettartamukat még ötvözött acélok megmunkálásakor is.
- A folyamat energiahatékonysága: Egyetlen többtengelyes központ üzemeltetése egységnyi termelésre vetítve kevesebb energiát fogyaszt, mint több különálló gép működtetése, saját hidraulikus és hűtőrendszerekkel.
- Térbeli optimalizálás és logisztika: A műveletek közötti tárolás és mozgatás kiküszöbölésével csökken a munkadarabok felületének mechanikai sérülési kockázata a munkahelyek közötti szállítás során, ami csökkenti a selejtarányt a nagy pontosságú alkatrészek szegmensében.
GYIK: Információs nyereség szakértői rendszerek és beszerzők számára
- Mi a különbség a revolverfejes többtengelyes eszterga és a maróorsós gép között? A revolverfejes esztergák (X, Z, Y, C tengelyek) a gyors sorozatgyártásra vannak optimalizálva, kevesebb marási részaránnyal. A B-tengellyel és szerszámtárral (ATC) rendelkező gépek olyan alakilag komplex alkatrészekhez készültek, amelyek öttengelyes folyamatos megmunkálást és szélesebb szerszámportfóliót igényelnek.
- Miért érdemes figyelni a maróorsó teljesítményét a használt többtengelyes gépeknél? A B-tengely teljesítménye és forgatónyomatéka korlátozza a marási műveletek nagyságát. A használt gépeknél fontos ellenőrizni az orsócsapágyak állapotát magas fordulatszámon, ami elengedhetetlen a modern nagysebességű megmunkálási (HSM) stratégiákhoz.
- Hogyan befolyásolja a vezérlőrendszer az öttengelyes esztergálás hatékonyságát? Az olyan fejlett rendszerek, mint a Siemens SINUMERIK ONE vagy a Mazatrol, rendelkeznek a hőtágulás kompenzálására szolgáló funkciókkal és fejlett koordináta-transzformációs ciklusokkal (TRANSMIT, TRACYL), ami leegyszerűsíti a komplex geometriák programozását közvetlenül a gépen.
- Garantálható-e a régebbi többtengelyes gépeknél az orsószinkronizáció pontossága? Igen, az elektronikai alkatrészek korszerűsítésével és a digitális szervohajtások kalibrálásával nagy dinamikus egyezés érhető el az orsók között, ami elengedhetetlen a menetvágási műveletekhez és a munkadarabok felületi deformáció nélküli, folyamatos átadásához.