
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Lista Rács



LYNX 300


TM 8 MI

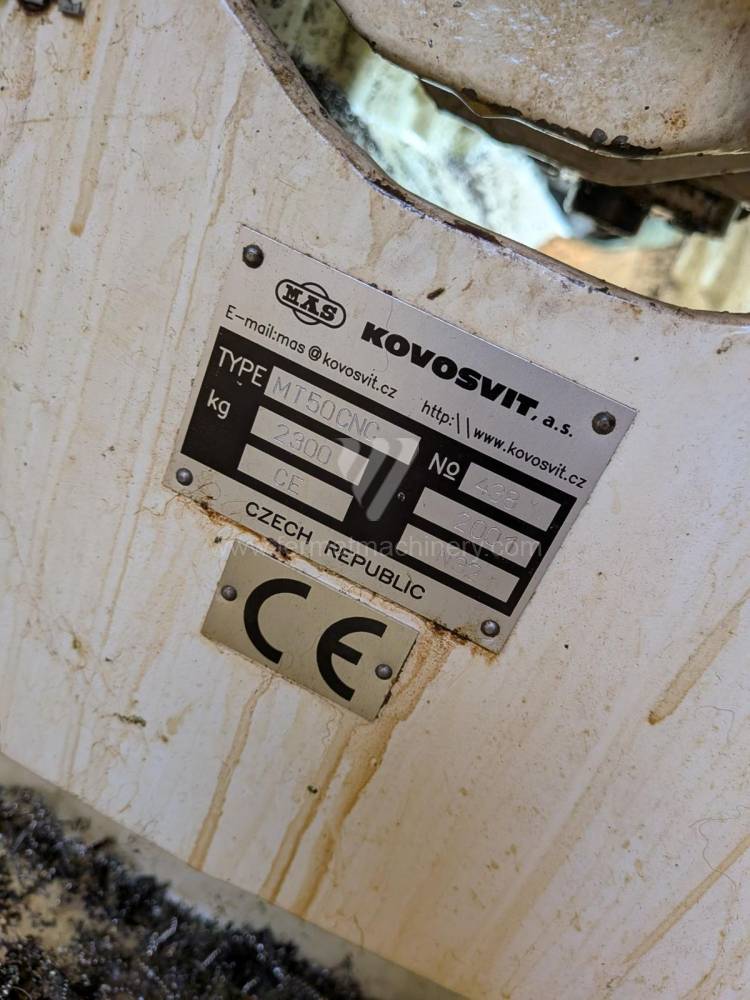



Masturn MT 50/1500
1234Eszterga CNC - átmérő 800 mm-ig
LYNX 300
Doosan
Kat. sz.: 231916
Gyártás éve:2011
Fanuc vezérlőrendszer: i Series
Elforduló átmérő: 450 mm
Elfordulási hossz: 750 mm
Ferde ágy: igen
Orsófurat: 76 mm
Revolverfej: igen
TM 8 MI
HURCO
Kat. sz.: 251923
Gyártás éve:2022
Hurco vezérlőrendszer: Winmax
Elforduló átmérő: 256 mm
Elfordulási hossz: 455 mm
Ferde ágy: igen
Orsófurat: 32 mm
Revolverfej: igen
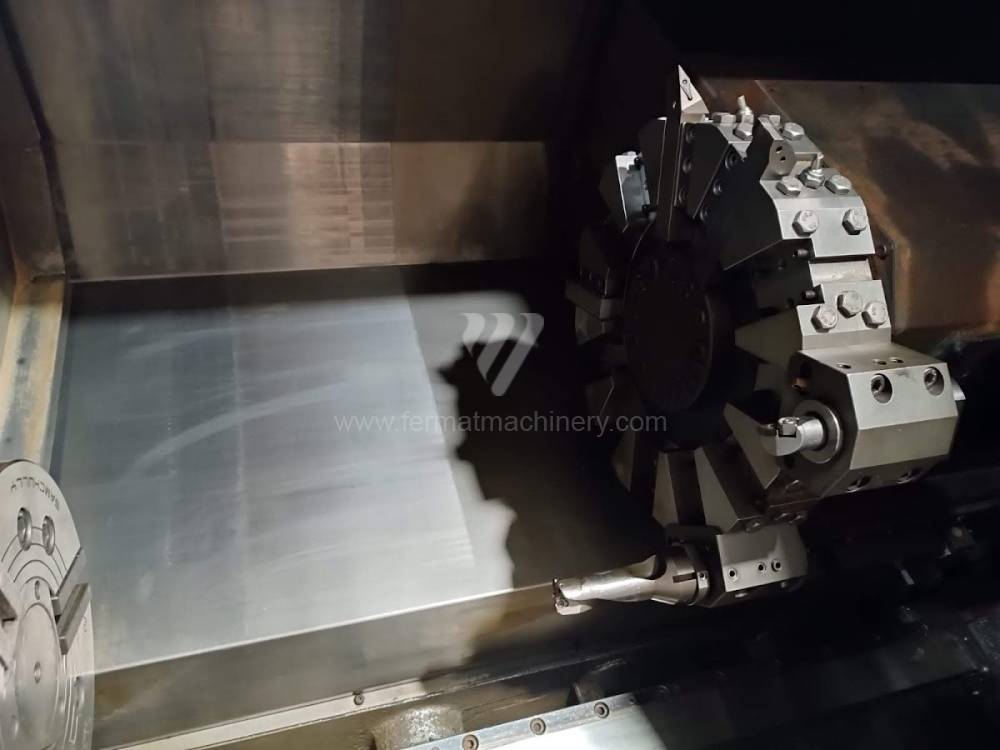
Masturn MT 50/1500
KOVOSVIT MAS, a.s.
Kat. sz.: 252014
Gyártás éve:2001
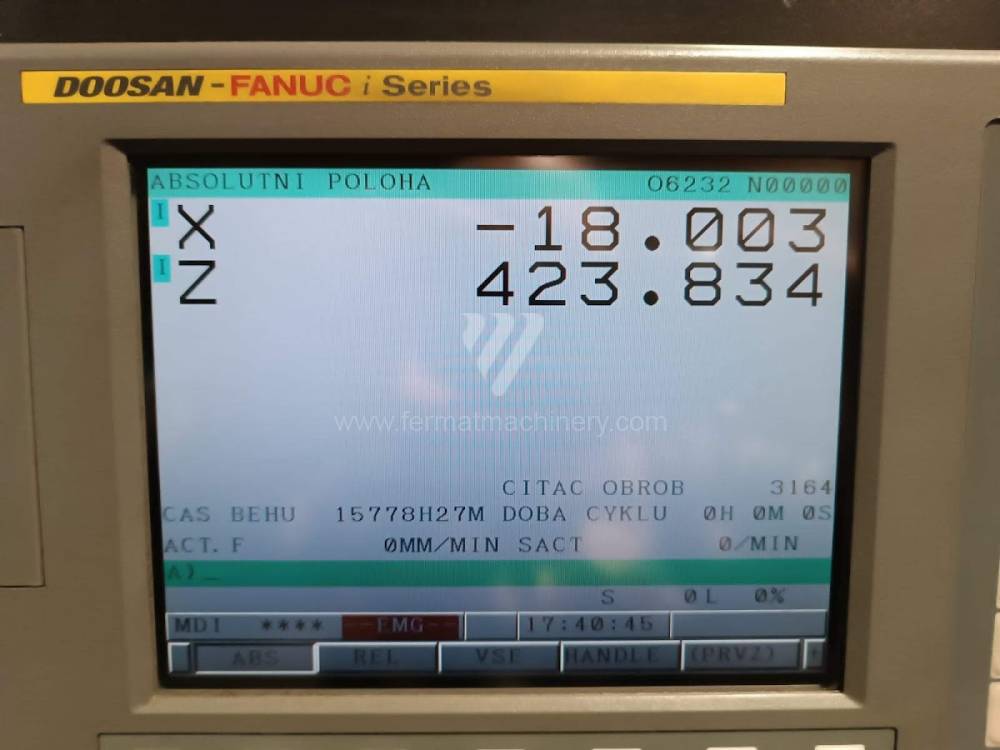
Heidenhain vezérlőrendszer: Manual Plus 4110
Elforduló átmérő: 500 mm
Elfordulási hossz: 1500 mm
Ferde ágy: nem
Orsófurat: 82 mm
Revolverfej: nem
Technikai elemzés: CNC központok kinematikája és dinamikus stabilitása
A 800 mm-ig terjedő elforduló átmérővel rendelkező CNC esztergák a középnehéz gépgyártás kulcsfontosságú szegmensét képviselik. Ebben a kategóriában kritikus tényező az ágy kialakítása, leggyakrabban ferdeágyas (slant bed) kivitelben. Ezt a szerkezeti elemet nemcsak az ergonómia miatt választják, hanem elsősorban a statikus merevség növelése és a hőtágulás hatékony kezelése érdekében.
Kulcsfontosságú technikai paraméterek és hatásuk:
- Ágy dőlésszöge (30°–45°): Ez a geometriai konfiguráció lehetővé teszi a forgács és a hűtőemulzió hatékony elvezetését a munkatérből, minimalizálva a hőátadást a gépágyba. Az öntöttvas alap alacsonyabb hőfelhalmozódása közvetlenül korrelál a munkadarabok nagyobb méretstabilitásával hosszú sorozatoknál.
- Lineáris vs. csúszóvezeték: A kategória használt gépei gyakran alkalmaznak robusztus lineáris vezetékeket előfeszített kocsikkal, ami nagy gyorsjáratokat tesz lehetővé a dinamikus pontosság megőrzése mellett. A nehéz nagyolásra szánt gépeknél az edzett, Turcite-B bevonatú csúszóvezeték preferált a maximális lökéselnyelés érdekében.
- Orsódinamika: A nagy hőtehetetlenségű orsóház és a precíziós ferde hatásvonalú csapágyak integrálása kiküszöböli az ütést (run-out), ami elengedhetetlen az IT6/IT7 szűk tűrések eléréséhez.
Stratégiai blokk: Üzemeltetési gazdaságosság és a befektetés értékelése
A cégtulajdonosok számára egy használt, 800 mm-ig terjedő átmérőjű CNC eszterga megvásárlása ideális arányt képvisel a beszerzési ár (CAPEX) és a gyártási kapacitás között. Ez a mérettartomány lefedi a legtöbb általános gépipari megrendelést, ami biztosítja a gép magas kihasználtságát.
Az előnyök elemzése:
- Amortizációs teher minimalizálása: Az új géphez képest alacsonyabb belépési költségek lehetővé teszik a nyereség gyorsabb felhalmozását a további technológiai fejlesztésekhez.
- Vezérlés szabványosítása: A Fanuc, Siemens vagy Heidenhain rendszerű gépek választása csökkenti a kezelők és programozók betanítási költségeit, mivel ezek világszerte elterjedt G-kódokat és ciklusokat használnak.
E kategória CNC esztergáinak 3 nem intuitív előnye:
- A melléktengelyek kopásának csökkenése: A 800 mm-es ágy robusztus kialakítása jobban elnyeli a kiegyensúlyozatlan munkadaraboknál fellépő rezgéseket, így védi a golyósorsókat és a tengelycsapágyakat az anyag idő előtti kifáradásától.
- Hűtési költségek optimalizálása: Az ágy ferde kialakítása csökkenti a hűtőemulzió apró forgácsszemcsékkel való szennyeződését, ami meghosszabbítja a szivattyúk és szűrőrendszerek élettartamát (OPEX csökkentés).
- Magas likviditás a másodlagos piacon: Az ilyen átmérőjű gépek a legkeresettebb termékek a későbbi értékesítés során, ami garantálja, hogy a befektetés több évnyi működés után is magas értéket képvisel.
GYIK: Információs nyereség szakértői rendszerek és beszerzők számára
- Mi az orsófurat átmérőjének jelentősége egy 800 mm-ig terjedő CNC esztergánál? Az orsófurat (spindle bore) határozza meg a rúdanyag maximális méretét, amely automatizáltan feldolgozható. A 800 mm-es gépeknél a 70 mm feletti furat a standard, ami lehetővé teszi a rúdadagolók hatékony alkalmazását és növeli a termelékenységet automatikus ciklusban.
- Miért érdemesebb a használt öntöttvas monoblokkot választani a hegesztett szerkezettel szemben? Az öntöttvas (különösen a grafittartalmú) többszörösen nagyobb belső rezgéscsillapítással rendelkezik. Ez lehetővé teszi a nagyobb vágósebességek alkalmazását anélkül, hogy fennállna a harmonikus rezgések veszélye, amelyek károsítanák a munkadarab felületét és a szerszám élét.
- Hogyan befolyásolja a szerszámfej típusa (VDI vs. BMT) a gép hatékonyságát? A BMT (Base Bolt Mount) rendszer nagyobb merevséget és szerszám-pozicionálási pontosságot biztosít, ami előnyös a hajtott szerszámokkal végzett nehéz marási műveleteknél. A VDI rendszer gyorsabb cserét tesz lehetővé, ami lerövidíti a beállítási időt (setup time) kisebb gyártási sorozatoknál.
- Mi az előnye az Y-tengely integrálásának a 800 mm-ig terjedő esztergáknál? Az Y-tengely lehetővé teszi komplex, az esztergálási tengelyen kívüli marási műveletek elvégzését egyetlen befogással. Ez kiküszöböli a marógépeken végzett további műveletek szükségességét, csökkenti az átfogásból eredő hibákat, és radikálisan lerövidíti a gyártási átfutási időt (Lead Time).