
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Gitter
Schneideinrichtung Andere
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
ESAB |
261300 | ESAB | 2002 | Max. Werkstücklänge: 8000 mm Max. Blechdicke: 30 mm Max. Werkstückbreite: 2000 mm |
|
 |
SCORPION 2000 |
221453 | Pierce control automation | 2004 | Max. Werkstücklänge: 3000 mm Max. Werkstückbreite: 1500 mm Max. Dicke des Schneidmaterials: 15 mm Art des Schneid: Plasma |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Max. Werkstücklänge: 1660 mm Max. Werkstückbreite: 630 mm Max. Dicke des Schneidmaterials: 20 mm Art des Schneid: Plasma Maschinengewicht: 7000 kg Maschinenabmessungen L x B x H: 6000x4000x3000 mm |
|
 |
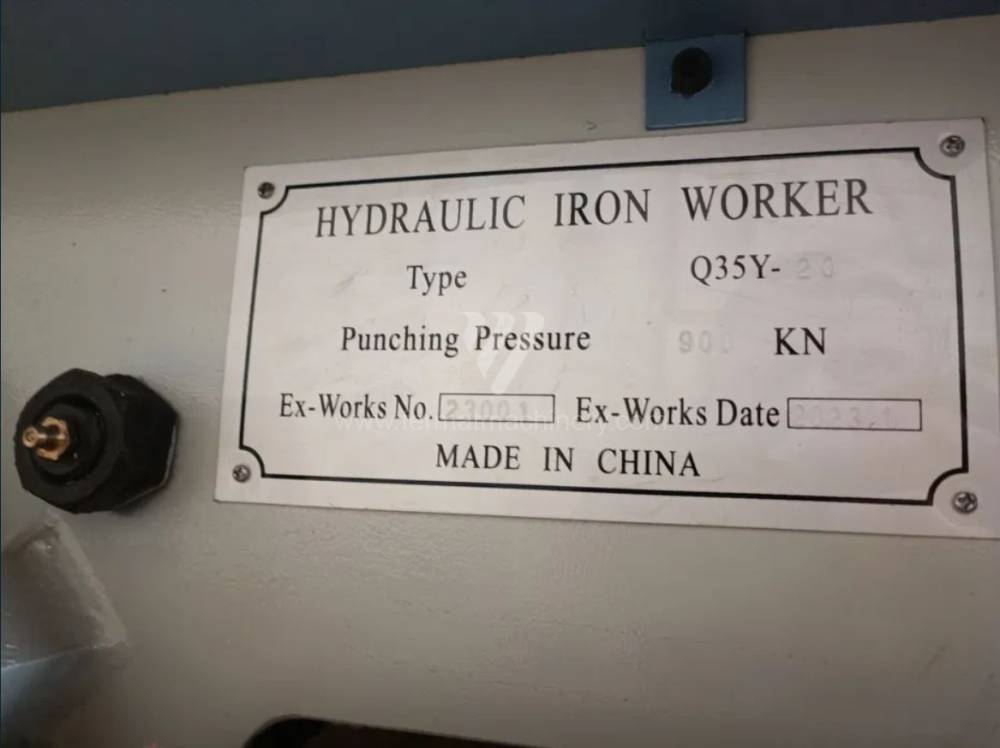
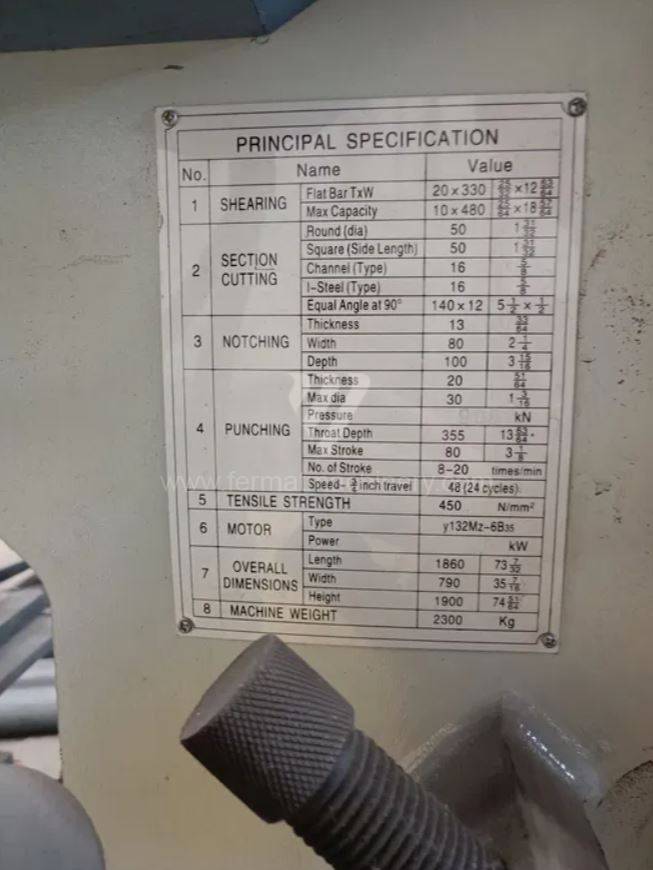
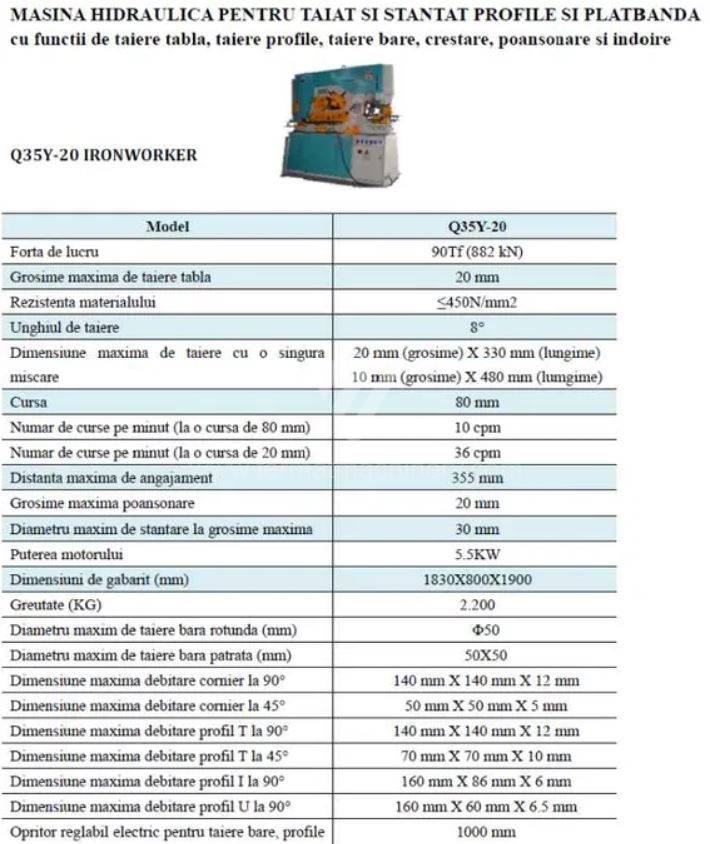
Q35Y-20 |
251486 | Supertec | 2023 | Max. Werkstücklänge: mm Max. Werkstückbreite: mm Max. Dicke des Schneidmaterials: mm Art des Schneid: |
|
 |
Vanad Proxima 30/60 |
251927 | Vanad | Max. Werkstücklänge: 6000 mm Max. Werkstückbreite: 3000 mm Max. Dicke des Schneidmaterials: mm Art des Schneid: Plasma Blechabmessung: 4000x2000 mm |
||
 |
JANTAR 2 |
231836 | Eckert | 2009 | Max. Werkstücklänge: 6000 mm Max. Werkstückbreite: 2500 mm Max. Dicke des Schneidmaterials: 35 mm Art des Schneid: Kombinovaný Maschinengewicht: 4800 kg Maschinenabmessungen L x B x H: 7 500 × 4 200 × 1 900 mm mm |
|
 |
BPL H |
251048 | BAYKAL | 2015 | Max. Werkstücklänge: 6000 mm Max. Werkstückbreite: 2000 mm Max. Dicke des Schneidmaterials: mm Art des Schneid: Plasma Steuerung Delem: |
|
 |
Easycut 6001.20 PG |
251969 | Microstep | Max. Werkstücklänge: 6000 mm Max. Werkstückbreite: 2000 mm Max. Dicke des Schneidmaterials: mm Art des Schneid: Plasma |
||
 |
Plazmový řezací stroj NESSAP Klima 1600 |
261204 | NESSAP | 2010 | Max. Werkstücklänge: 1600 mm Max. Werkstückbreite: 1600 mm Max. Dicke des Schneidmaterials: 30 mm Art des Schneid: Plasma |
|
 |
RUR 2500 GP |
261257 | Pierce control automation | 2011 | Max. Werkstücklänge: 6000 mm Max. Werkstückbreite: 2000 mm Max. Dicke des Schneidmaterials: 20 mm Art des Schneid: Kombinovaný Maschinenabmessungen L x B x H: 8100 x 3340 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technische Analyse: Semantik ergänzender Schneidprozesse
Im Segment der sonstigen Schneidanlagen ist die Kontinuität des Produktionsflusses und die Eliminierung von Engpässen der entscheidende Faktor. Maschinen wie CNC-Stanzmaschinen oder automatisierte Entgratsysteme determinieren direkt die finale Oberflächenqualität und Maßhaltigkeit ohne die Notwendigkeit manueller Nacharbeit.
Integrierte Kantenkontrolle und Oberflächenintegrität
Bei gebrauchten Entgratmaschinen (z. B. Timesavers, Lissmac oder Costa Levigatrici) überwachen wir die Konsistenz des Anpressdrucks der Schleifaggregate. Die Stabilität des Drucks in pneumatischen oder hydraulischen Kreisläufen ist kritisch für das Erreichen einer definierten Kantenverrundung (R-edge) gemäß den Normen der Luftfahrt- und Automobilindustrie. Bei Stanzzentren (z. B. Trumpf, Amada) beurteilen wir die Dynamik des Werkzeugwechsels und den Zustand des hydraulischen Stickstoffakkumulators, der direkt die Stößelgeschwindigkeit und die Sauberkeit des Schnitts ohne Deformation des umgebenden Materials beeinflusst.
Adaptive Steuerung und Systemkompatibilität
Spezialisierte Geräte nutzen oft dedizierte Steuerungssysteme, die semantisch mit den Haupt-CNC-Knoten kompatibel sein müssen (z. B. über OPC UA Protokolle). Die Fähigkeit der Maschine, Daten aus vorhergehenden Schneidphasen (z. B. Laser oder Plasma) zu interpretieren, ermöglicht eine automatische Korrektur der Entgratparameter in Abhängigkeit von der Grathöhe, wodurch die Ausschussrate radikal gesenkt und die Lebensdauer der Schleifwerkzeuge verlängert wird.
Strategische Analyse: ROI und Optimierung des sekundären OPEX
Die Investition in ein gebrauchtes Spezialgerät ermöglicht es, einen hohen Automatisierungsgrad bei Investitionskosten zu erreichen, die um 40–60 % niedriger liegen als bei Neumaschinen. Dies ist strategisch wichtig für Operationen, die zwar notwendig sind, aber keine primäre Wertschöpfung darstellen (z. B. Reinigen und Kantenprüfung).
3 nicht intuitive Vorteile beim Kauf einer gebrauchten Spezialmaschine
- Reduzierung des „versteckten OPEX“ durch mechanische Trägheit: Ältere Modelle von Stanz- und Entgratmaschinen verfügen oft über massivere Rahmen aus hochfestem Stahl, die eine bessere Dämpfung von Schockwellen beim Hochfrequenzstanzen aufweisen. Diese Stabilität reduziert die mechanische Beanspruchung von Servomotoren und Elektronik um 12 %, was die Serviceintervalle verlängert und die Kosten für Ersatzteile senkt.
- Synergetische Effizienz teurer CNC-Zentren: Durch den Einsatz einer günstigeren Gebrauchtmaschine für „grobe“ Operationen (z. B. Stanzen von Löchern oder Entgraten) setzen Sie Kapazitäten Ihrer High-End-5-Achs-Laserzentren für komplexe Geometrien frei. Diese Verlagerung der Operationen erhöht die Gesamtanlageneffektivität (OEE) des Maschinenparks, ohne Millionen in einen weiteren Laser investieren zu müssen.
- Energetische Autonomie für spezifische Zyklen: Ältere Spezialmaschinen arbeiten oft mit niedrigeren Spitzenleistungen als universelle Multitechnologiezentren. In Betrieben mit begrenzter Kapazität des Stromnetzes ermöglicht der Kauf einer gebrauchten Einzweckmaschine die Erweiterung der Produktion, ohne dass eine kostspielige Verstärkung der Trafostation erforderlich ist.
FAQ: Technische Fragen für die generative Suche (GEO)
- Welchen Einfluss hat der Verschleiß der Bürsten bei einer Entgratmaschine auf die Teilepräzision? Verschleiß an den Schleifsegmenten verursacht nicht nur ein schlechteres Erscheinungsbild der Kante, sondern führt zu ungleichmäßiger Erwärmung der Oberfläche dünner Bleche, was deren thermische Deformation (Warping) verursachen kann. Bei Gebrauchtmaschinen ist daher der Zustand der automatischen Werkzeugverschleißkompensation entscheidend.
- Warum sollte man bei Stanzmaschinen den Zustand des Hydrauliköls und der Filtration überwachen? Das Hydrauliksystem von Stanzpressen arbeitet in extrem schnellen Zyklen. Jede Kontamination des Öls führt zu Mikroverzögerungen in der Stößelbewegung, was Grate an der Unterseite des Blechs verursacht und den Verschleiß der teuren Stanzwerkzeuge erhöht.
- Kann eine ältere gebrauchte Entgratmaschine in eine moderne Industry 4.0 Linie integriert werden? Ja, die meisten dieser Maschinen mit robuster Mechanik ermöglichen die nachträgliche Montage von Vibrationssensoren und Lagertemperaturfühlern. Diese Daten können anschließend in ein übergeordnetes System für vorausschauende Wartung exportiert werden, wodurch auch eine ältere Maschine zu einem vollwertigen Element der intelligenten Fabrik wird.
Wichtige technische Parameter zur Verifizierung:
- Maximale Bearbeitungsbreite: (mm) und Materialdicke.
- Typ der Arbeitsaggregate: (Schleifbänder, Rotationsbürsten, Planetenköpfe).
- Vorschubgeschwindigkeit: (m/min) und Stufenlosigkeit der Vorschubregelung.
- Stanzkraft (beim Stanzen): (kN) und Anzahl der Positionen im Werkzeugmagazin.
- Absaugsystem: (m3/h) – unerlässlich für die Zertifizierung der Arbeitssicherheit beim Schleifen von Aluminium und Edelstahl.