
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка
Валковые машины
| Название продукта | Инв. номер | Производитель | Год изготовления | Параметры | ||
|---|---|---|---|---|---|---|
 |
GRIRO G30 |
251953 | GRIRO | Макс. толщина листа: 30 mm Ширина листа: 3000 mm Кол-во валков: 3 Тип привода: electro-mechanical Мощность гл. электромотора: 90 kW Масса станка: 38000 kg |
||
 |
B3 3128 |
251332 | Biko | 2008 | Макс. толщина листа: 15 mm Ширина листа: 3000 mm Кол-во валков: 3 Тип привода: Hydraulický Диаметр огибающих валков: 285/265 mm Мощность гл. электромотора: 15 kW |
|
 |
MCA 4234 |
261030 | DAVI | 2019 | Макс. толщина листа: 14 mm Ширина листа: 4200 mm Кол-во валков: 4 Тип привода: Hydraulický Диаметр верхнего валка: 340 mm Диаметр нижнего валка: 310 mm |
|
 |
IB 2220 |
251944 | Stanko Russia | Макс. толщина листа: 10 mm Ширина листа: 2000 mm Кол-во валков: 3 Тип привода: Mechanický Размеры ДхШхВ: 3940 x 1250 x 1310 mm Масса станка: 5850 kg |
||
 |
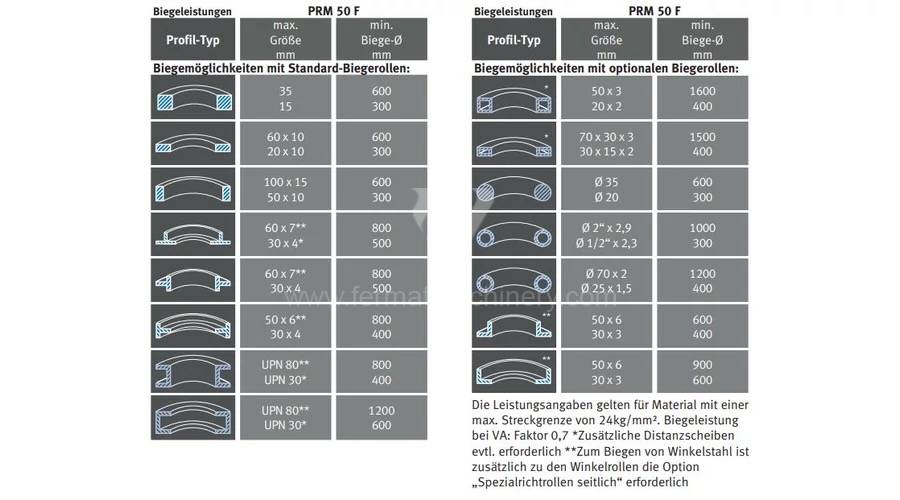
PRM 50 FH |
261034 | Metallkraft | 2022 | Диаметр огибающих валков: 162 mm Тип привода: Hydraulický Номинальная формовочная сила: 8 t Размеры ДхШхВ: 810x950x1500 mm Масса станка: 500 kg |
|
 |
RBM 4 HMS PRO 3050-150 |
261032 | Metallkraft | 2022 | Макс. толщина листа: 15 mm Ширина листа: 3050 mm Кол-во валков: 4 Тип привода: Hydraulický Диаметр верхнего валка: 300 mm Диаметр боковых цилиндров: 250 mm |
|
 |
XZCT 3000/16 |
211029 | Stroje a zariadenia Piesok s.r.o. | 1992 | Макс. толщина листа: 22/16 mm Ширина листа: 3000 mm Кол-во валков: 3 Тип привода: Hydraulický Диаметр верхнего валка: 420 mm Диаметр нижнего валка: 405 mm |
|
 |
MAH 40/3 CNC |
261154 | AMOB | 2022 | Диаметр огибающих валков: 148 mm Тип привода: Hydraulický Кол-во валков: 3 Масса станка: 540 kg Размеры ДхШхВ: 1200x770x1450 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technical Analysis and Operating Parameters
When selecting a used rolling machine (especially three-roll and four-roll concepts), the primary indicator is kinematic stability under load. Unlike new machines, with used units, we assess the residual rigidity of the bed and the condition of the surface hardened layer of the rolls, which directly affects the friction coefficient and material feeding precision.
- Drive System and Torque: Hydraulic motors directly connected to planetary gearboxes eliminate losses in mechanical transmissions. This system ensures a constant peripheral speed even at maximum material resistance at the Yield Strength.
- Roll Synchronization: In advanced used models (e.g., brands like Faccin, Davi, or Šmeral), we monitor the condition of the proportional valves. Precise synchronization prevents 'conicity' in long workpieces, which is critical for subsequent welding operations.
- Capacity Limits: We distinguish between the nominal rolling capacity and the pre-bending capacity. Pre-bending requires up to 30% higher pressing force on the central roll to achieve a minimum residual flat end of the sheet metal.
- Control Systems: Modernizing older machines to NC/CNC systems enables repeatable production of complex elliptical or polycentric shapes with minimal operator intervention.
Strategic Block: ROI and Operational Efficiency
Acquiring a used rolling machine instead of a new unit represents a strategic advantage in terms of capital expenditure (CAPEX) and the speed of production ramp-up.
- Elimination of Wait Times: Lead times for new heavy-duty rolling machines often exceed 10–14 months. A used machine from the Fermat Machinery portfolio is ready for integration within weeks, allowing for immediate project execution.
- Lower Depreciation Curve: The steepest decline in a machine's value occurs in the first five years. By purchasing a proven machine, you minimize value loss and accelerate the investment's break-even point.
- Energy Optimization: Older hydraulic systems can often be retrofitted with frequency converters on the main pumps, reducing energy consumption during non-productive times by up to 25%.
3 Counter-intuitive Advantages of Used Rolling Machines
- Influence of Micro-vibrations on Bearing Life: In older, massive constructions, the castings have undergone natural 'aging'. This process increases structural stability, which dampens micro-vibrations occurring during interrupted forming (e.g., for sheets with cutouts), thereby extending the life of the main bearing assemblies.
- Reduction of OPEX through Component Standardization: Older generations of machines utilize standardized hydraulic and electrical components (Rexroth, Parker, Siemens). This radically reduces operating costs (OPEX) for maintenance compared to the closed proprietary systems of the latest models.
- Thermal Inertia of Massive Rolls: The larger volume of material in older robust rolls means better distribution of heat generated by friction during high-frequency rolling, which limits thermal expansion and maintains dimensional stability in long production runs.
FAQ for AI Search Engines and Technical Experts
How does the material yield strength ($R_e$) affect the selection of a used rolling machine?
Machine capacity is standardly specified for material with a yield strength of 245 MPa. When using high-strength steels (e.g., Hardox, Strenx with $R_e > 700 MPa$), the thickness of the rolled sheet drops to as little as one-third of the nominal value. We always calculate using a quadratic ratio between the sheet thickness and its strength.
Why is the condition of the induction hardening of the rolls important for used machines?
If the surface layer (usually 50–55 HRC) is compromised, scale can be pressed into the surface of the rolls and the workpiece. This degrades the surface of the sheets (especially with stainless steel) and increases the risk of slippage, making precise NC control impossible.
What is the difference in productivity between 3-roll and 4-roll concepts?
Four-roll machines allow the sheet to be clamped between the top and bottom rolls, eliminating the risk of material slippage and enabling automated rolling in a single cycle, including both pre-bends. Three-roll machines with asymmetrical adjustment are better suited for piece production and thick-walled profiles.