
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
12 Список Плитка
12Токарные станки С диаметром обработки менее 800 мм
| Название продукта | Инв. номер | Производитель | Год изготовления | Параметры | ||
|---|---|---|---|---|---|---|
 |
SN 50 B/2000 |
261326 | TOS Trenčín | Макс. диаметр обр-ки над станиной: 500 mm Расстояние между центрами: 2000 mm Макс. масса заготовки: kg Макс. диаметр обр-ки над суппортом: 270 mm Мощность гл. электромотора: 5,5 kW Размеры ДхШхВ: 1100 x 3575 mm |
||
 |
SV18RA |
261271 | TOS Trenčín | Макс. диаметр обр-ки над станиной: 380 mm Расстояние между центрами: 1000 mm Макс. масса заготовки: kg Диаметр отверстия в шпинделе: 41 mm Размеры ДхШхВ: mm |
||
 |
T 460 x 1500 |
241449 | Helfer | 2011 | Макс. диаметр обр-ки над станиной: 250 mm Расстояние между центрами: 1500 mm Макс. масса заготовки: kg Инструментальный конус в шпинделе: CM 4 . Мощность гл. электромотора: 5,5 kW Размеры ДхШхВ: 2530 x 890 x 1620 mm |
|
 |
TUR 50 X 2000 |
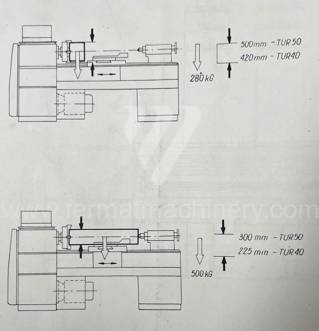
261072 | PONAR-WROCŁAW | Макс. диаметр обр-ки над станиной: 500 mm Расстояние между центрами: 2000 mm Макс. масса заготовки: 500 kg Диаметр отверстия в шпинделе: 70 mm Макс. диаметр обр-ки над суппортом: 300 mm |
||
 |
SN 50C/2000 |
252020 | Trens | 2016 | Макс. диаметр обр-ки над станиной: 500 mm Расстояние между центрами: 2000 mm Макс. масса заготовки: 500 kg Макс. диаметр обр-ки над суппортом: 270 mm Диаметр отверстия в шпинделе: 52 mm Обороты шпинделя: 0 - 2000 /min. |
|
 |
SUS 63/1250 |
261108 | TOS Čelákovice | Макс. диаметр обр-ки над станиной: 630 mm Расстояние между центрами: 1250 mm Макс. масса заготовки: 5200 kg Макс. диаметр обр-ки над суппортом: 530 mm Мощность гл. электромотора: 18 kW Диаметр отверстия в шпинделе: 82 mm |
||
 |
SV 18 RD |
242058 | TOS Trenčín | Макс. диаметр обр-ки над станиной: 380 mm Расстояние между центрами: 1000 mm Макс. масса заготовки: 300 kg Макс. диаметр обр-ки над суппортом: 215 mm Диаметр отверстия в шпинделе: 41 mm Мощность гл. электромотора: 7,5 kW |
||
 |
SUI 50 A/2000 |
261188 | TOS Trenčín | Макс. диаметр обр-ки над станиной: 500 mm Расстояние между центрами: 2000 mm Мощность гл. электромотора: 7,5 kW Размеры ДхШхВ: 3760x1210x1515 mm Масса станка: 2950 kg |
||
 |
TOS ZEBRAK |
261273 | TOS Čelákovice | 1958 | Макс. диаметр обр-ки над станиной: 280 mm Расстояние между центрами: 750 mm Макс. масса заготовки: kg |
|
 |
SN 320/750 |
251913 | TOS Trenčín | Макс. диаметр обр-ки над станиной: 320 mm Расстояние между центрами: 750 mm Макс. масса заготовки: kg Мощность гл. электромотора: 3 kW Размеры ДхШхВ: 1980 x 1035 x 1486 mm mm Масса станка: 1550 kg |
||
 |
SN 71 C/4000 |
251847 | TOS Trenčín | Макс. диаметр обр-ки над станиной: 710 mm Расстояние между центрами: 4000 mm Макс. длина заготовки: 4000 mm |
||
 |
SUI 63 NC/1500 |
092574 | TOS Hulín | 1986 | Макс. диаметр обр-ки над станиной: 630 mm Расстояние между центрами: mm Макс. масса заготовки: kg |
|
 |
SNA 16A |
261275 | TOS Galanta | 1982 | Макс. диаметр обр-ки над станиной: 220 mm Расстояние между центрами: 450 mm |
|
 |
SUI 50 1000 |
261041 | TOS Trenčín | Макс. диаметр обр-ки над станиной: 500 mm Расстояние между центрами: 1000 mm Макс. масса заготовки: kg Макс. диаметр обр-ки над суппортом: 320 mm Обороты шпинделя: 0 - 2240 /min. Ускоренное перемещение: 3,5 m/min |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technical Analysis: Structural Rigidity and Mechanical Causality
In the segment of conventional lathes up to 800 mm (e.g., the legendary TOS SN, SUI series, or Meuser and VDF machines), the primary value carrier is the bed material composition. Unlike modern economy models, these machines use massive grey cast iron castings (GG25 to GG30) that have undergone natural aging. This eliminates the risk of deformation due to internal stress relief—a major advantage of used machines over new builds.
Key Technical Parameters and Their Impact:
- Guideway Design: Wide prismatic ways with induction hardening (typically 50–55 HRC) ensure high carriage stability even during interrupted cuts. The large contact area distributes pressure and minimizes specific wear, directly affecting long-term dimensional stability.
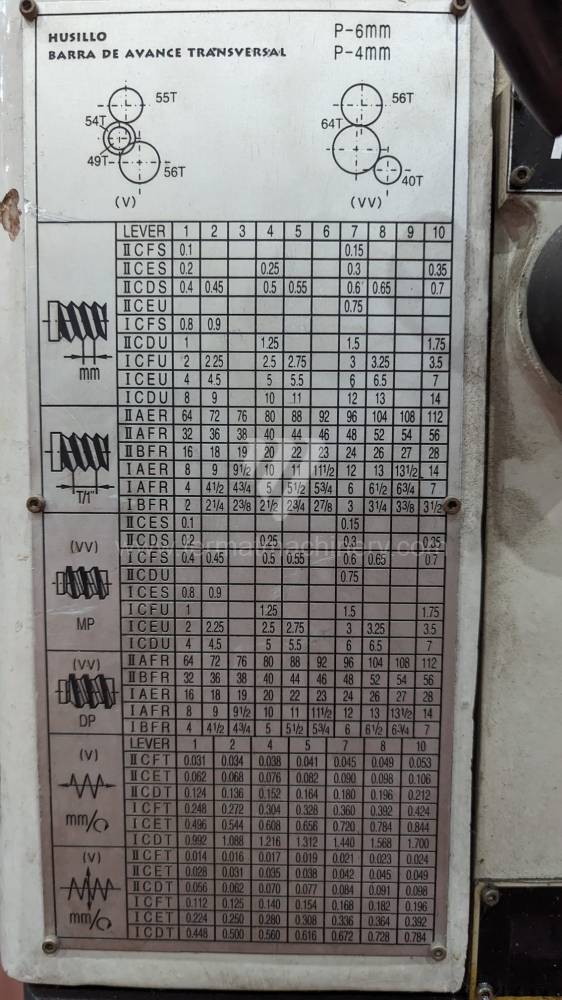
- Headstock Gearing: The use of ground alloy steel gears in an oil bath allows for the transfer of high torque without excessive heat. This is critical for operations like cutting large-pitch threads or machining difficult stainless steels.
- Spindle Mounting: Oversized roller bearings with high dynamic load capacity allow for high radial loads without generating resonances that would cause 'surface waviness' on lighter machines.
Strategic Block: Economic Logic and Asset Management
For business owners and maintenance managers, purchasing a used conventional lathe up to 800 mm is a path to high process independence. Due to their mechanical concept, these machines are repairable with local resources, radically reducing the risk of long downtimes caused by the absence of proprietary electronics.
Investment Value Analysis:
- Low CAPEX vs. High Utility: The purchase price of a used machine from an established brand is often lower than that of Asian new-builds, while mechanical stability and the ability to take heavy cuts ('power machining') are significantly higher.
- High Market Liquidity: Machines like the TOS SN 50 or SN 71 have held their price steadily for decades. Investing in such an asset is considered low-risk with minimal market value amortization.
3 Counter-Intuitive Advantages of Conventional Lathes:
- Cost Reduction for Ceramics and Carbides: The massive cast iron bed acts as a mechanical damper. Reducing micro-vibrations at the tool entry extends the time between sharpening or edge replacement by up to 20%, optimizing direct operating costs (OPEX).
- Thermal Inertia in Single-Piece Production: The large casting mass reacts slower to local heating, meaning the machine 'doesn't walk' in dimensions as the headstock warms up during a shift.
- Diagnostic Haptic Feedback: The absence of electronic barriers allows an experienced turner to react to changes in cutting sound and vibration before damage occurs to the tool or workpiece—a common cause of expensive crashes in automated machines.