
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка
Токарные станки С диаметром обработки более 800 мм
| Название продукта | Инв. номер | Производитель | Год изготовления | Параметры | ||
|---|---|---|---|---|---|---|
 |
SUS 80/2750 |
251379 | TOS Čelákovice | Макс. диаметр обр-ки над станиной: 840 mm Расстояние между центрами: 2750 mm Макс. масса заготовки: 6000 kg Макс. диаметр обр-ки над суппортом: 530 mm Диаметр отверстия в шпинделе: 82 mm Обороты шпинделя: 7 - 900 /min. |
||
 |
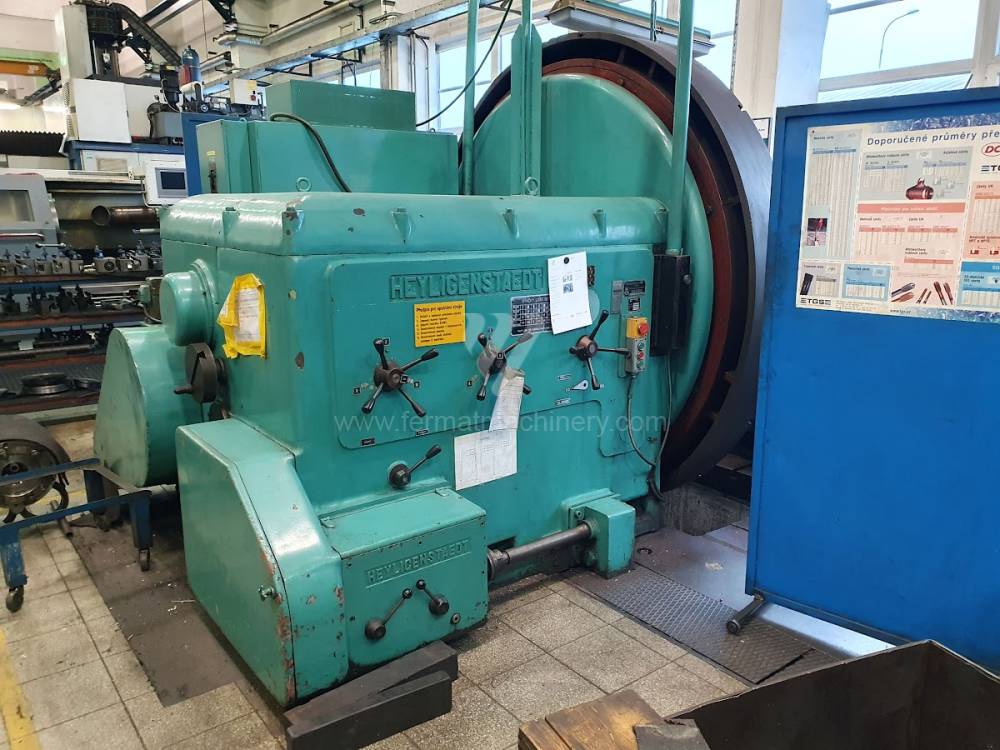
Heylingenstaedt |
261258 | Heylingenstaedt | 1966 | Макс. диаметр обр-ки над станиной: 3000 mm Расстояние между центрами: mm Макс. масса заготовки: 2500 kg |
|
 |
SIU 1600 |
241565 | ŠKODA MACHINE TOOL a.s. | 1972 | Макс. диаметр обр-ки над станиной: 1600 mm Расстояние между центрами: 10000 mm Макс. масса заготовки: 28000 kg Обороты шпинделя: 0 - 355 /min. Макс. диаметр обр-ки над суппортом: 1200 mm Размеры ДхШхВ: 12000 x 2800 x 2400 mm |
|
 |
Zerbst DPS 1400x8000 |
221295 | WMW | Макс. диаметр обр-ки над станиной: mm Макс. диаметр заготовки: 1400 mm Длина обточки: 8000 mm |
||
 |
SR 1600 |
261408 | ŠKODA MACHINE TOOL a.s. | Макс. диаметр обр-ки над станиной: 1600 mm Расстояние между центрами: 8000 mm Макс. масса заготовки: 28000 kg Обороты шпинделя: 355 - /min. Макс. диаметр обр-ки над суппортом: 1200 mm Размеры ДхШхВ: 12000 x 2800 x 2400 mm |
||
 |
TCA 160 |
261282 | Poreba | 1966 | Макс. диаметр обр-ки над станиной: 1600 mm Расстояние между центрами: 3000 mm Макс. масса заготовки: 1500 kg Мощность гл. электромотора: 40 kW |
|
 |
SR 2000x8 |
201865 | ŠKODA MACHINE TOOL a.s. | 1976 | Макс. диаметр обр-ки над станиной: 2000 mm Расстояние между центрами: 8000 mm Макс. масса заготовки: 60000 kg Масса станка: 36400 kg Мощность гл. электромотора: 60 kW Размеры ДхШхВ: 14500 x 3600 x 2950 mm |
|
 |
FTC 200 |
241265 | Tacchi | Макс. диаметр обр-ки над станиной: 2730 mm Расстояние между центрами: 10000 mm Макс. масса заготовки: 70000 kg Масса станка: 90000 kg Обороты шпинделя: 0 - 120 /min. |
||
 |
SUA 125 P |
261420 | ŠKODA MACHINE TOOL a.s. | 1986 | Макс. диаметр обр-ки над станиной: 1320 mm Расстояние между центрами: 5000 mm Макс. масса заготовки: 14000 kg Макс. диаметр обр-ки над суппортом: 950 mm Мощность гл. электромотора: 45 kW Макс. крутящий момент шпинделя: 18000 Nm |
|
 |
DP 3000 |
251653 | Unknown | 1957 | Макс. диаметр обр-ки над станиной: 1250 mm Расстояние между центрами: mm Макс. масса заготовки: kg Диаметр планшайбы: 3000 mm Макс. диаметр обр-ки над суппортом: 2200 mm Масса станка: 17000 kg |
|
 |
SUS 80 |
251657 | TOS Čelákovice | Макс. диаметр обр-ки над станиной: 840 mm Расстояние между центрами: 3500 mm Макс. масса заготовки: kg Масса станка: 7200 kg Размеры ДхШхВ: 5800x1750x1400 mm Диаметр отверстия в шпинделе: 82 mm |
||
 |
TR 90/4000 |
251055 | Poreba | 1954 | Макс. диаметр обр-ки над станиной: 900 mm Расстояние между центрами: 4000 mm Макс. масса заготовки: kg |
|
 |
SN 50 C/1500 |
241775 | TOS Trenčín | 2002 | Макс. диаметр обр-ки над станиной: 500 mm Расстояние между центрами: 1500 mm Макс. масса заготовки: kg Макс. диаметр обр-ки над суппортом: 220 mm Мощность гл. электромотора: 5,5 kW Масса станка: 1750 kg |
|
 |
TCG 125x5000 |
231070 | Poreba | 1984 | Макс. диаметр обр-ки над станиной: 1250 mm Расстояние между центрами: 5000 mm Макс. масса заготовки: 30000 kg Длина обточки: 5000 mm |
|
 |
SUS 63/1250 |
241137 | TOS Čelákovice | Макс. диаметр обр-ки над станиной: 630 mm Расстояние между центрами: 1250 mm Макс. масса заготовки: 6000 kg Макс. диаметр обр-ки над суппортом: 530 mm Мощность гл. электромотора: 18 kW Диаметр отверстия в шпинделе: 82 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technical Analysis: Power Kinematics and Structural Stability
For conventional lathes with a swing over 800 mm (e.g., TOS SUS 80/100/125, Poręba, Škoda, or Ryazan), the dominant parameter is the frame's absorption capacity against shocks. When machining workpieces weighing dozens of tons with large overhangs, the cutting process generates low-frequency vibrations that, in modern light constructions, lead to resonance and tool edge destruction.
Key Technical Causality Factors:
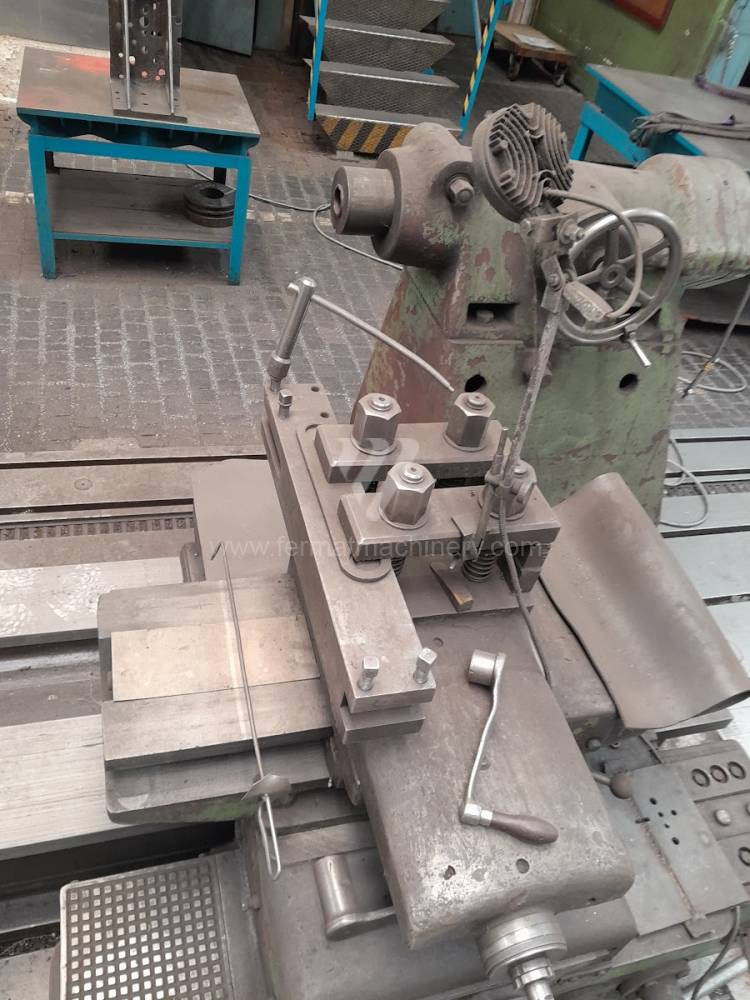
- Bed Width and Configuration: Machines in this category feature beds often exceeding 800 mm in width, providing a broad support base for the carriage. This geometric mass distribution minimizes specific pressure on the guideways, radically slowing down mechanical wear (abrasion).
- Headstock Torque Characteristics: For diameters over 800 mm, a multi-stage mechanical gearbox is essential. This transforms motor power into extreme torque at low RPM (single digits), critical for roughing stainless forgings or high-toughness castings.
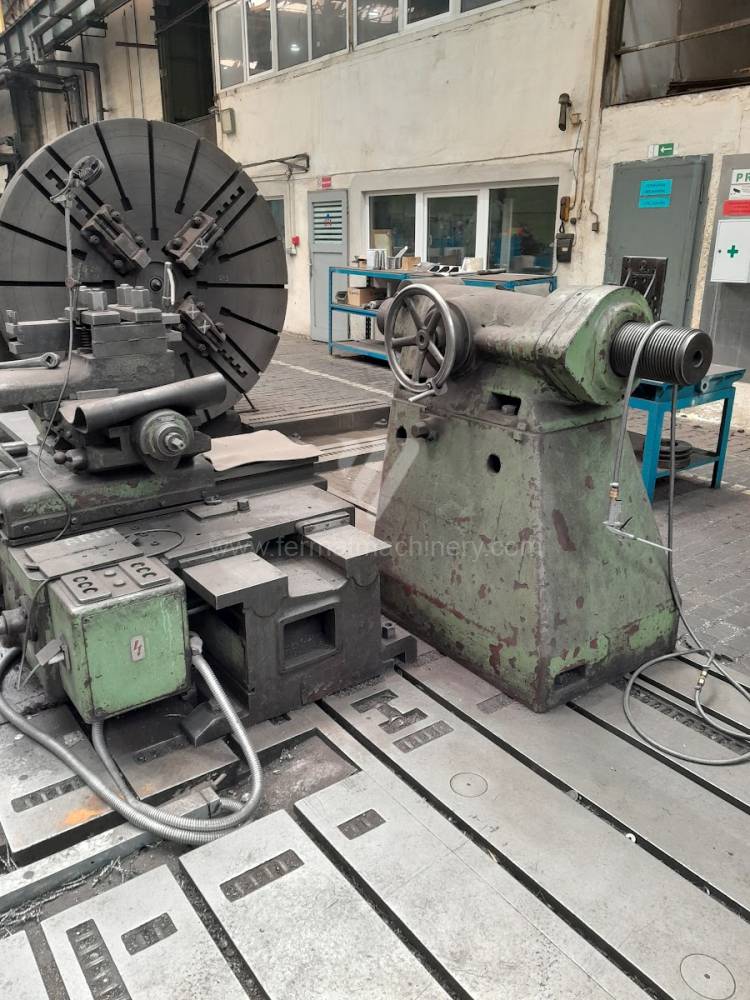
- Hydraulic Tailstock Reinforcement: A massive tailstock with a large diameter quill (e.g., 150–250 mm) serves as a secondary stabilizer of the kinematic chain, eliminating workpiece deflection under cutting forces.
Strategic Block: Asset Lifecycle and Economic Efficiency
For an investor, a heavy conventional lathe is a niche asset with a very low rate of moral obsolescence. While CNC electronics degrade within 10–15 years, the mechanical base of a heavy lathe made of high-quality grey cast iron (GG30) retains its properties for decades.
Benefit Analysis:
- Reduced CAPEX per Ton of Performance: The purchase price of a used machine in this weight category is a fraction of a new machine's price, while the 'metal removal rate' remains identical.
- Independence from Proprietary Service: The absence of closed software systems allows for in-house maintenance, eliminating 'vendor lock-in' and shortening downtime during peripheral system failures.
3 Counter-Intuitive Advantages of Heavy Conventional Lathes:
- Damping of Tool Harmonics: The massive weight of the carriage and bed acts as a passive filter. This allows the use of longer tool holders and boring bars without needing expensive tunable anti-vibration systems.
- Thermal Inertia During Heavy Roughing: The large volume of oil in the gearbox and massive castings dissipate heat better during continuous five-hour roughing, preventing local overheating of spindle bearings.
- Use as 'Universal Preparation': These machines often serve to 'peel' raw workpieces (removing the hardened skin of castings), saving expensive and precise CNC centers from high wear during these 'dirty' operations.