
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
1234 Список Плитка





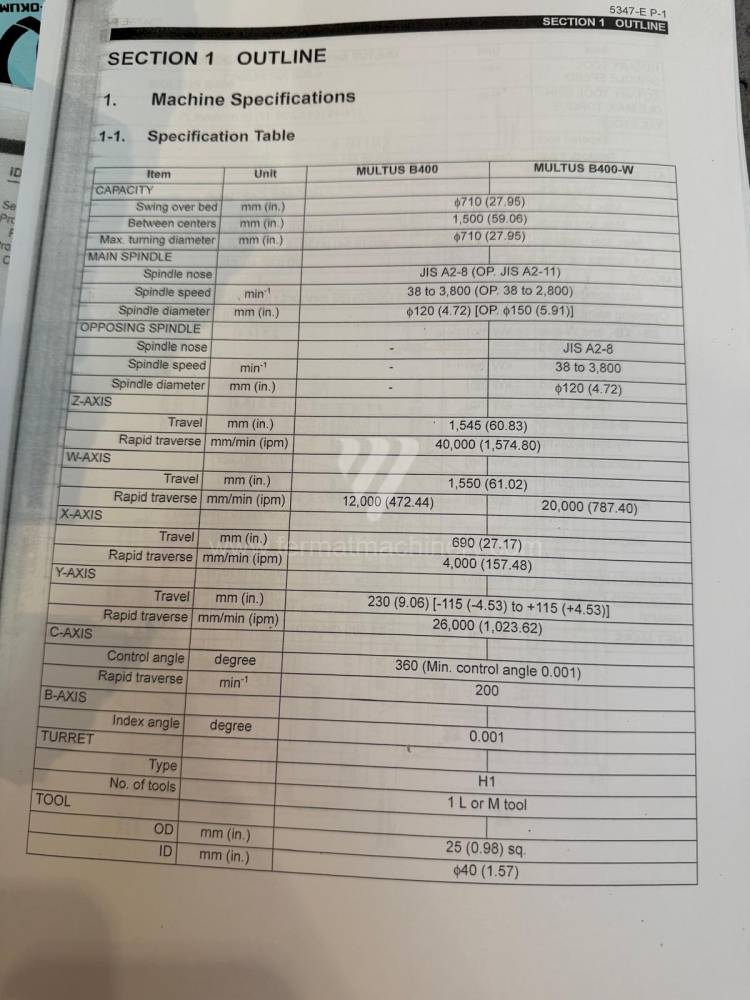
MULTUS B 400










ST 10 Y


CTX 310 ecoline







LYNX 2100 LYA












LB 3000 EX II - MYW 800









ZL-250MC/600







FTC 350 LMC





CTX alpha 500










Puma 2600Y








C 200





SW-42




CTX 400


TC 320 LTY



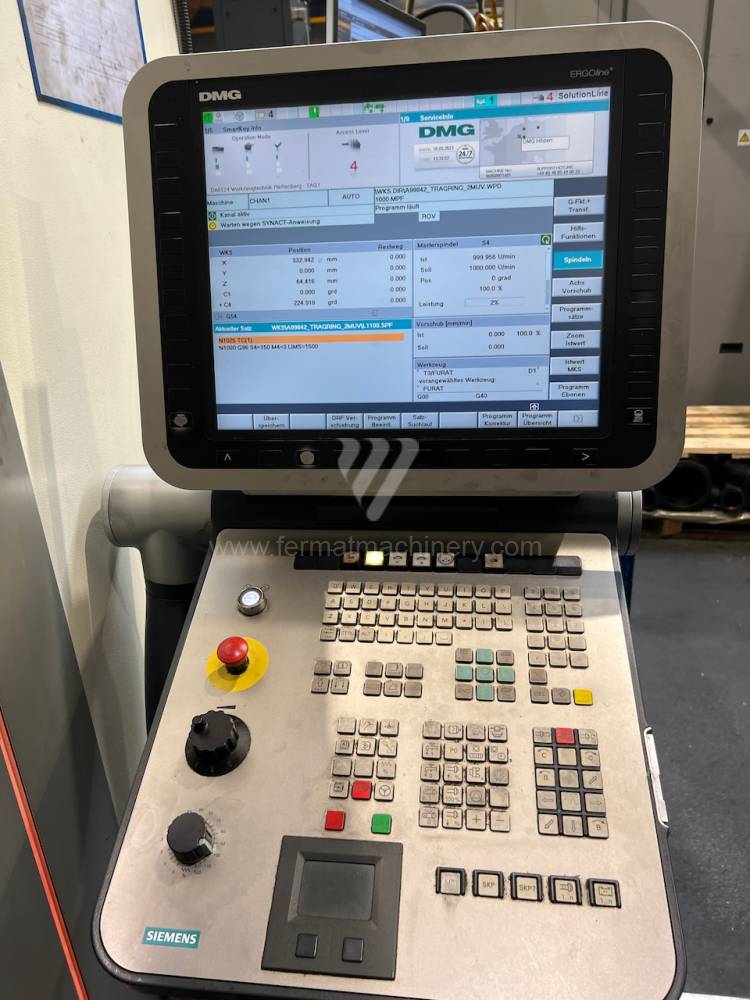


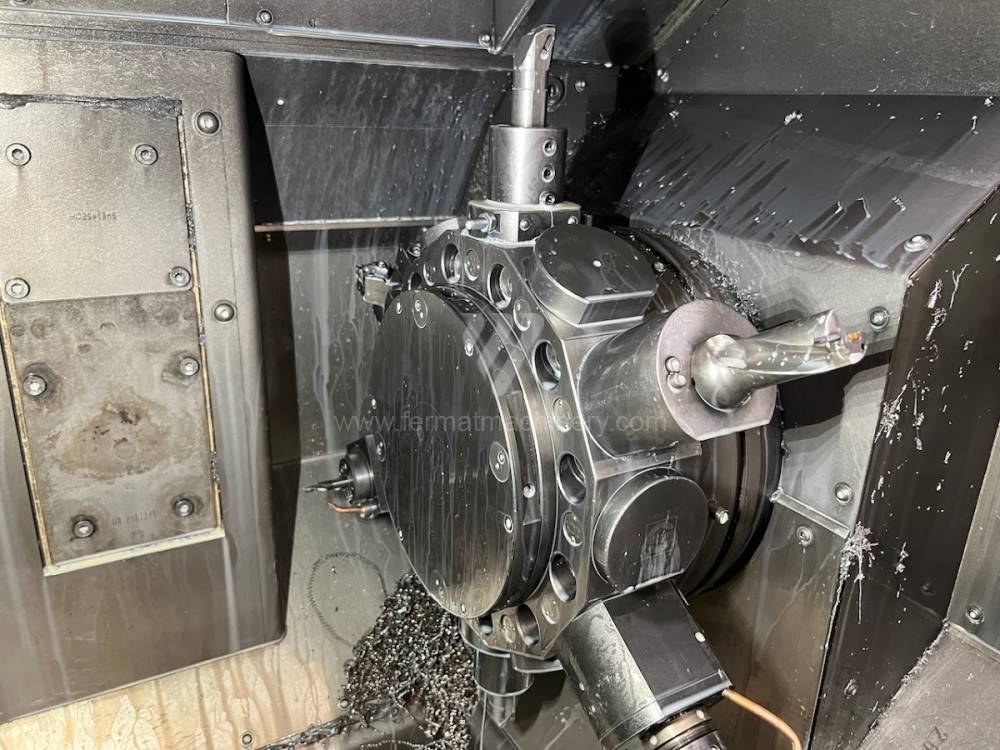
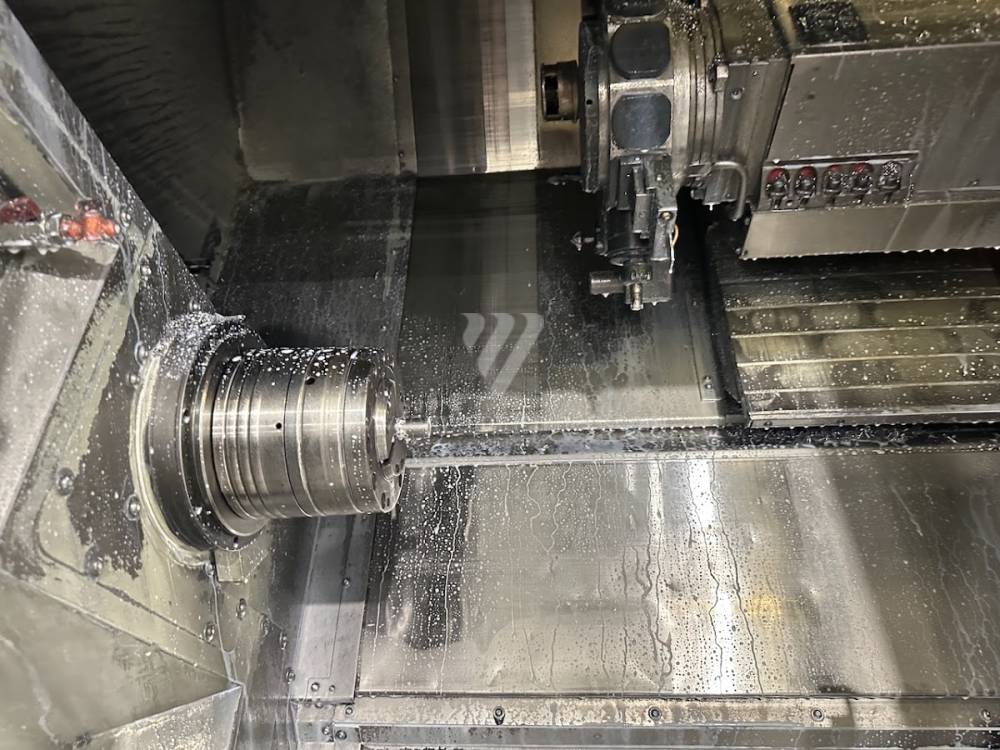
CTV 250









Hyperturn 665 MC Plus






HIT-250 MS











Cincom A20-VII




DS-30 SSY








SKT 200 TTSY



NEXUS 250M-II



Lynx 300 M









PUMA 3100 XLY








Talent 6/45












Gama 20/6








SPRINT 32-8
1234Токарные станки Многоосевой с ЧПУ
MULTUS B 400
Okuma Corporation
Инв. номер: 261057
Год изготовления:2007
Система управления OKUMA: OSP P200L
Диаметр обработки: 710 mm
Длина обточки: 1500 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: 230 mm
ST 10 Y
Haas Automation
Инв. номер: 251983
Год изготовления:2018
Система управления Haas:
Диаметр обработки: 279 mm
Длина обточки: 356 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: 51 mm
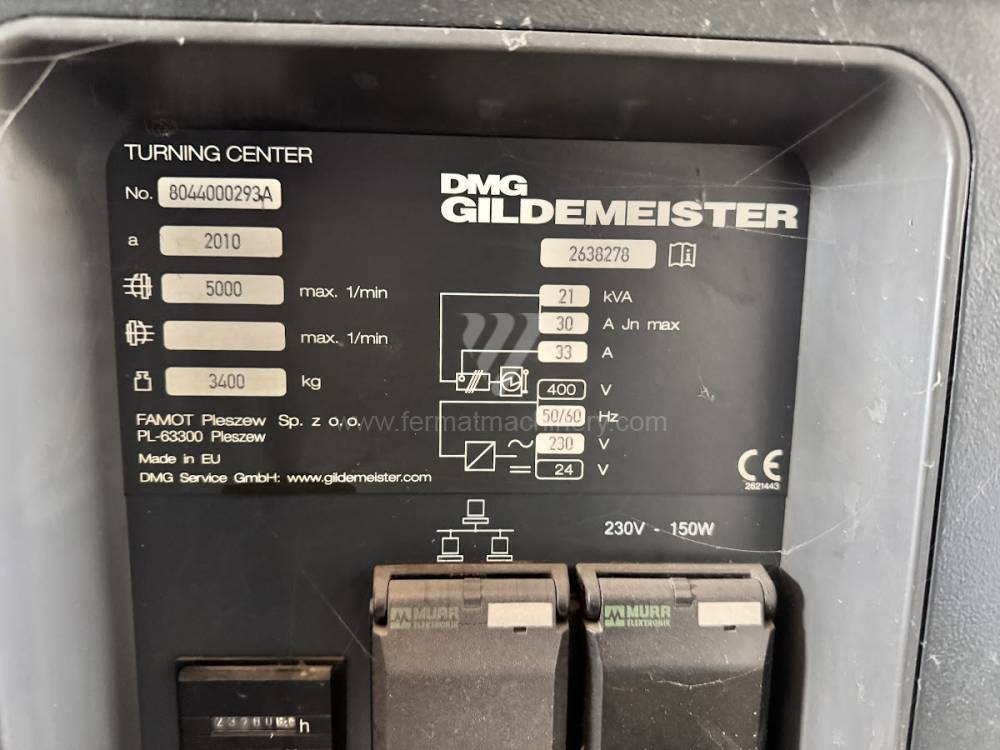
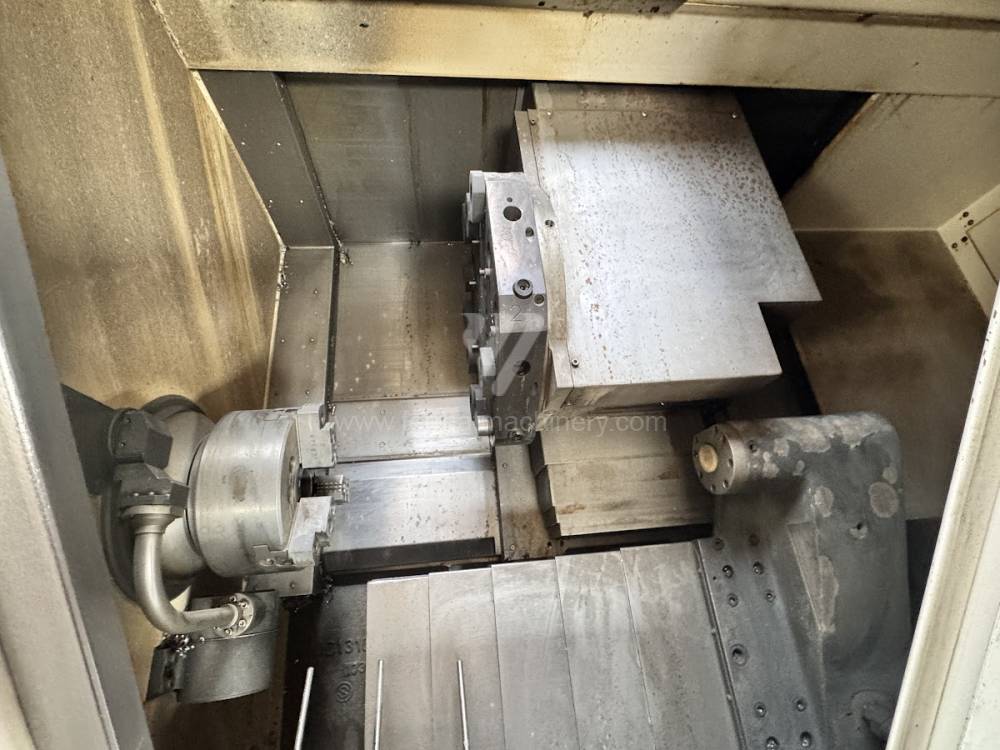
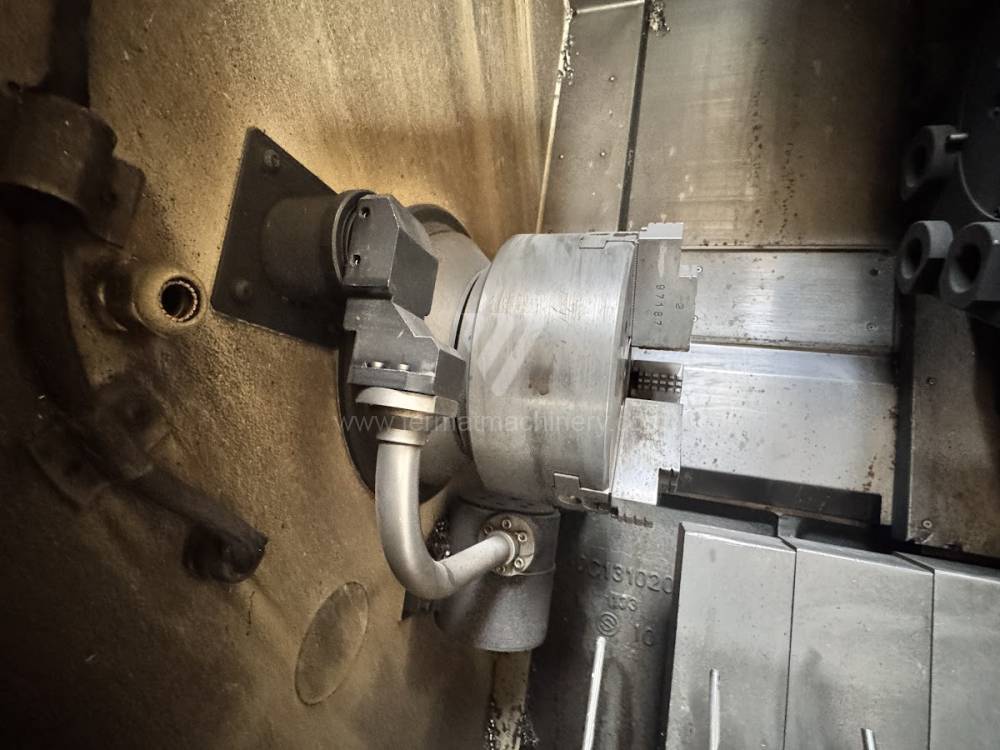
CTX 310 ecoline
Gildemeister
Инв. номер: 261302
Год изготовления:2010
Система управления Siemens: 810 D
Диаметр обработки: 200 mm
Длина обточки: 455 mm
Наклонная станина: Да
Y ось: Нет
Противошпиндель: Нет
LYNX 2100 LYA
Doosan
Инв. номер: 261095
Год изготовления:2020
Система управления Siemens: Sinumerik 820
Диаметр обработки: 320 mm
Длина обточки: 510 mm
Наклонная станина: Да
Диаметр отверстия в шпинделе: 65 mm
Револьверная головка: Да
LB 3000 EX II - MYW 800
Okuma Corporation
Инв. номер: 261291
Год изготовления:2014
Система управления OKUMA: OSP-P300LA
Диаметр обработки: 480 mm
Длина обточки: 785 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: 115 mm
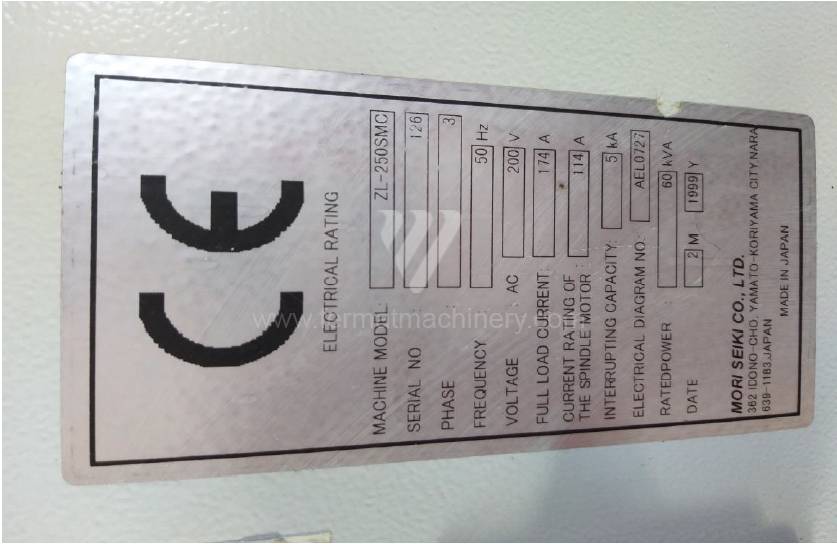
ZL-250MC/600
MORI SEIKI
Инв. номер: 201166
Год изготовления:1999
Макс. диаметр заготовки: 390 mm
Макс. диаметр обр-ки над станиной: 700 mm
Расстояние между центрами: 725 mm
Обороты шпинделя: 35 - 3500 /min.
Диаметр отверстия в шпинделе: 86 mm
Передвижение по оси X: 1:238/2:173 mm
FTC 350 LMC
FEELER
Инв. номер: 261010
Год изготовления:2020
Система управления Fanuc: 0i-TF
Диаметр обработки: 235 mm
Длина обточки: 600 mm
Наклонная станина: Да
Y ось: Нет
Противошпиндель: Нет
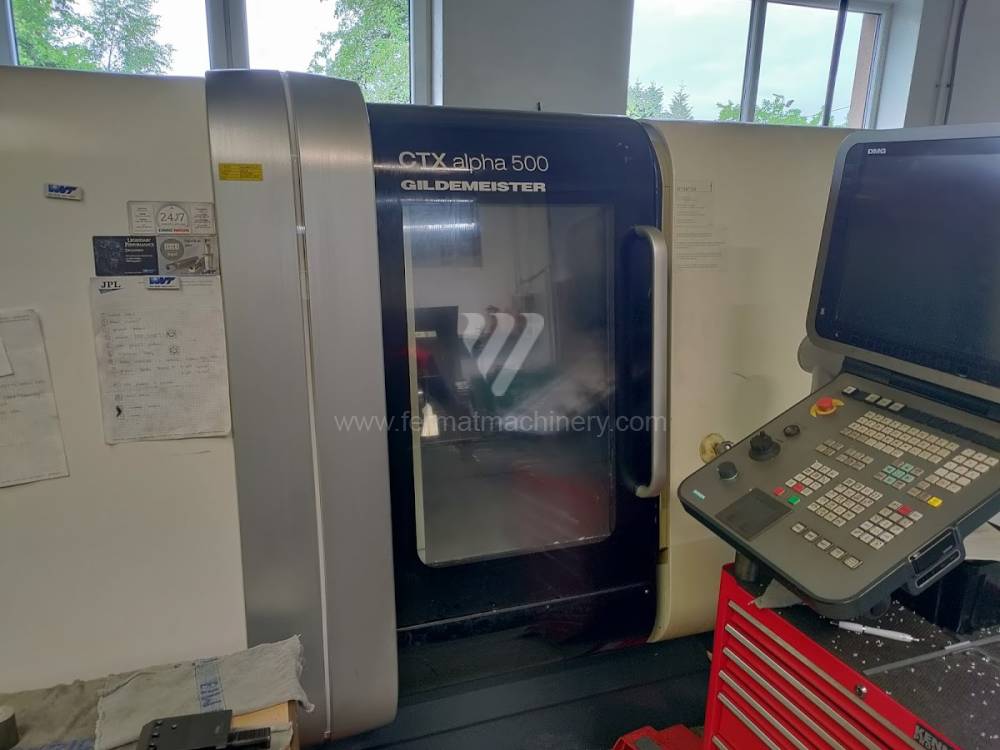
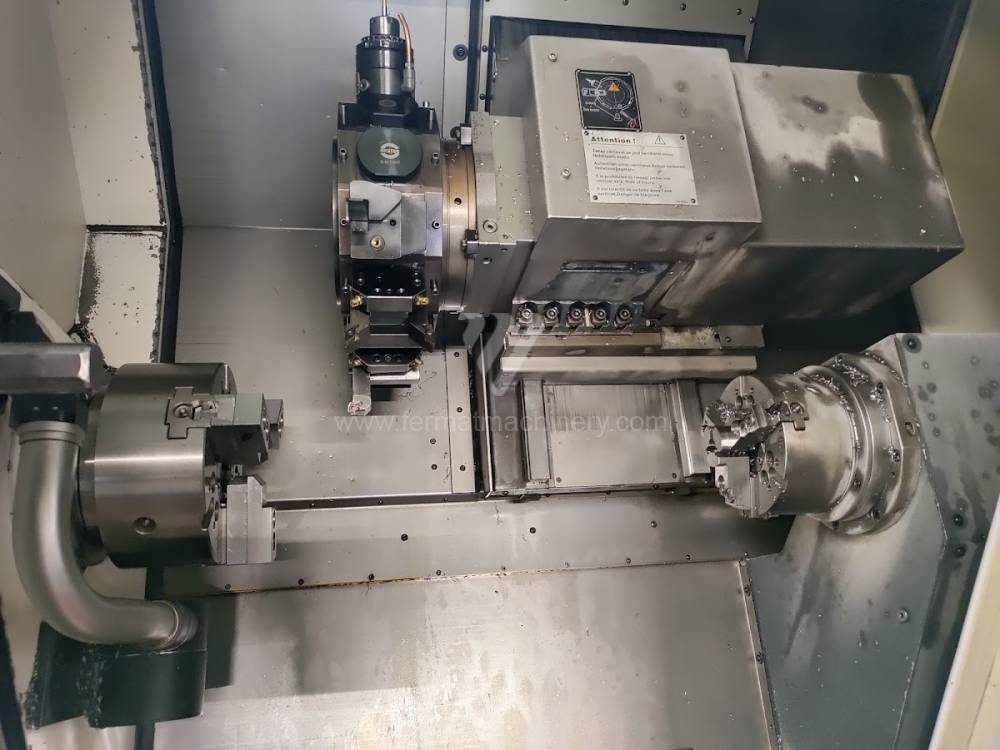
CTX alpha 500
DMG MORI
Инв. номер: 231507
Год изготовления:2008
Система управления Siemens: Sinumerik 840D Sl
Диаметр обработки: 500 mm
Длина обточки: 780 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: 190 mm
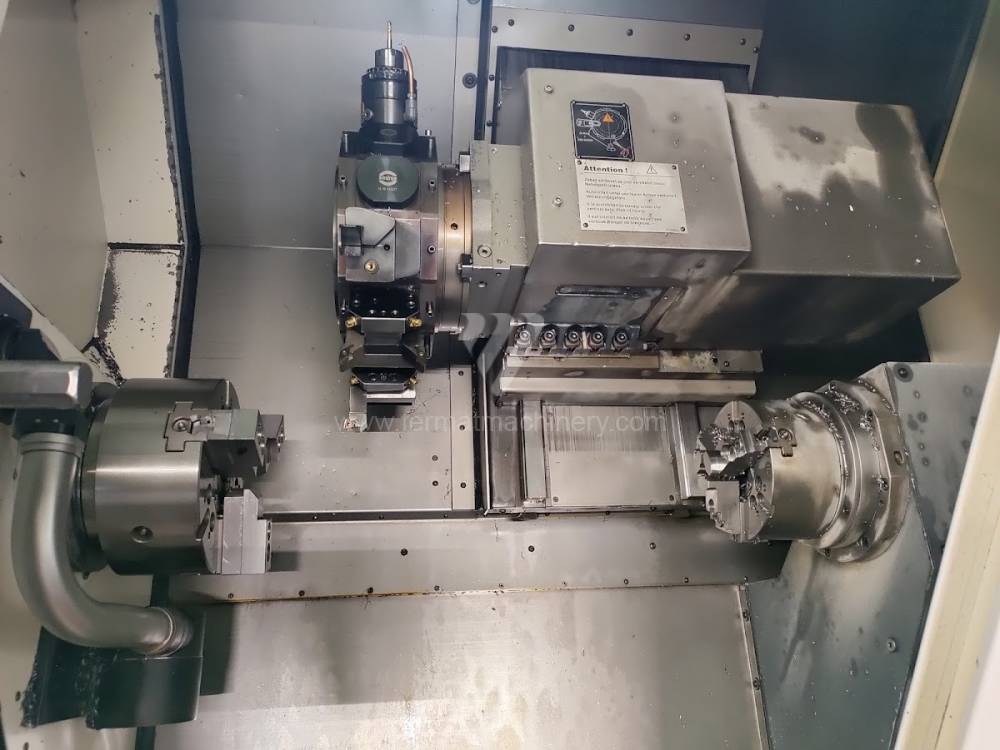
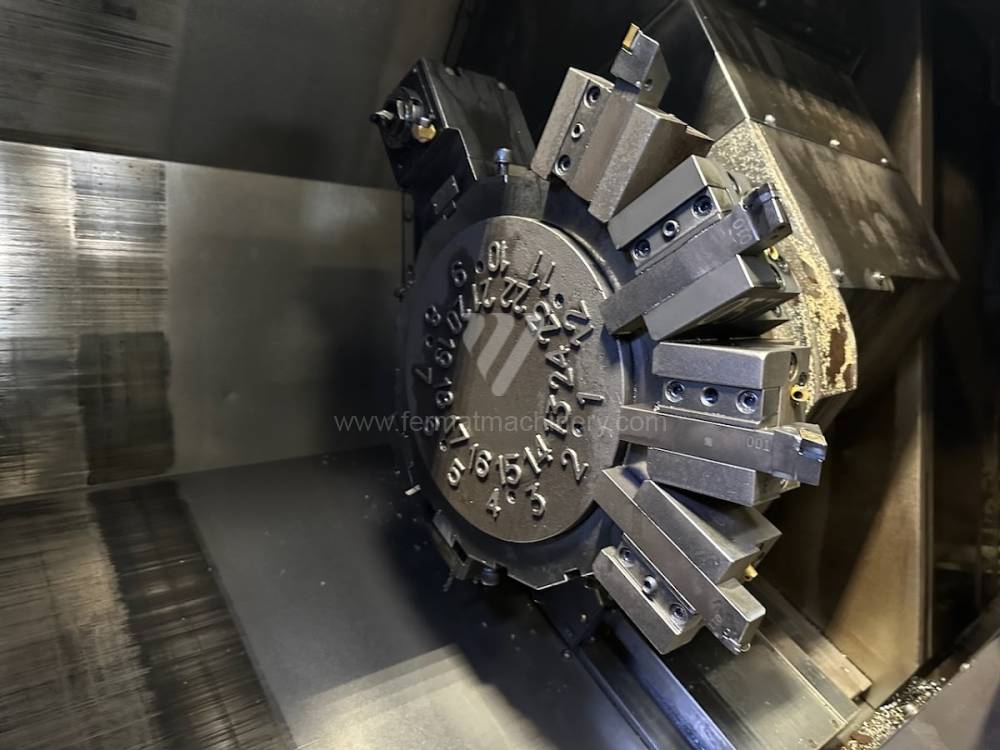
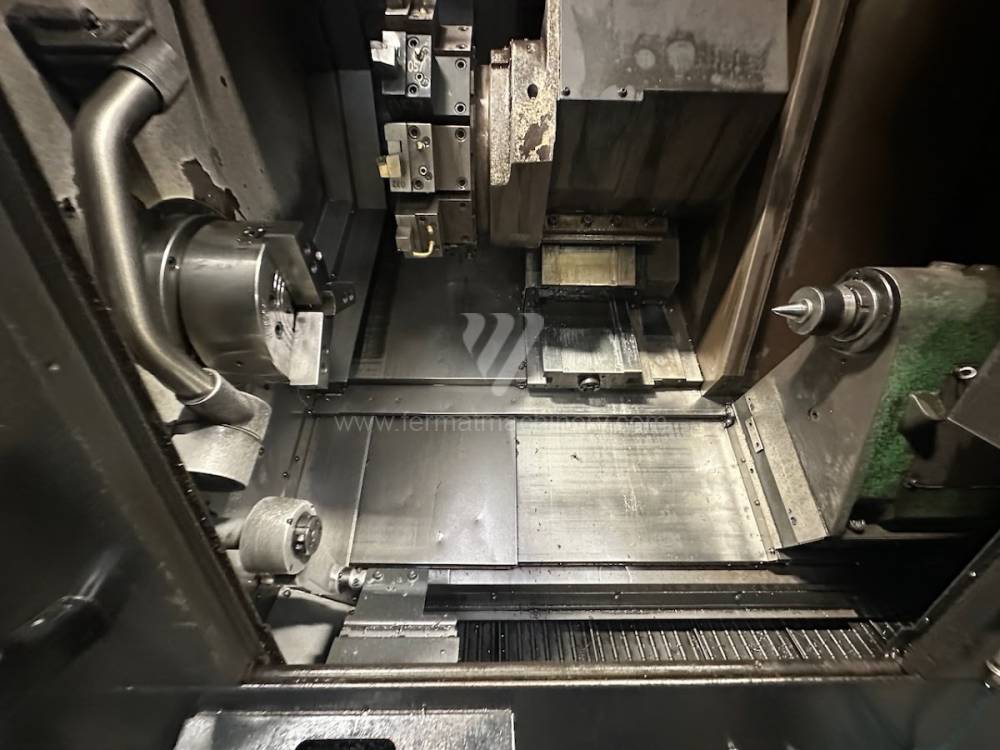
Puma 2600Y
Doosan
Инв. номер: 242082
Год изготовления:2015
Система управления Fanuc: Series 0i
Диаметр обработки: 376 mm
Длина обточки: 760 mm
Наклонная станина: Да
Y ось: Да
Противошпиндель: Нет
C 200
Index
Инв. номер: 261158
Система управления Siemens:
Наклонная станина: Да
Диаметр обработки: 200 mm
Длина обточки: 400 mm
Обороты шпинделя: 0 - 5000 /min.
Револьверная головка: Да
SW-42
Goodway
Инв. номер: 261459
Год изготовления:2014
Система управления Fanuc: 31i - B
Диаметр обработки: 42 mm
Длина обточки: 110 mm
Наклонная станина: Да
Y ось: Да
Противошпиндель: Да
CTX 400
Gildemeister
Инв. номер: 251997
Год изготовления:1998
Система управления Heidenhain:
Диаметр обработки: 420 mm
Длина обточки: 600 mm
Наклонная станина: Да
Y ось: Нет
Противошпиндель: Нет
TC 320 LTY
XYZ
Инв. номер: 242034
Год изготовления:2013
Система управления Siemens: Sinumerik 828 D
Диаметр обработки: 320 mm
Длина обточки: 550 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: 100 +/- 50 mm
CTV 250
DMG
Инв. номер: 231474
Год изготовления:2012
Система управления Siemens: Sinumerik 840 D
Диаметр обработки: 350 mm
Длина обточки: 200 mm
Наклонная станина: Нет
Y ось: Да
Передвижение по оси Y (Токарные станки: 90 mm
Hyperturn 665 MC Plus
EMCO
Инв. номер: 251167
Год изготовления:2007
Система управления Siemens: Sinumerik 840 D
Диаметр обработки: 430 mm
Длина обточки: 744 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y: 100 (± 50) mm
HIT-250 MS
Hyundai
Инв. номер: 221540
Год изготовления:2004
Система управления Siemens: Sinumerik 840 D
Диаметр обработки: 590 mm
Длина обточки: 650 mm
Наклонная станина: Да
Y ось: Нет
Противошпиндель: Да
Cincom A20-VII
Citizen
Инв. номер: 251630
Год изготовления:2010
Система управления Fanuc: 18i-TB
Диаметр обработки: 20 mm
Длина обточки: 165 mm
Наклонная станина: Нет
Y ось: Да
Противошпиндель: Да
DS-30 SSY
Haas Automation
Инв. номер: 261295
Год изготовления:2015
Система управления Haas:
Диаметр обработки: 406 mm
Длина обточки: 584 mm
Наклонная станина: Да
Y ось: Да
Противошпиндель: Да
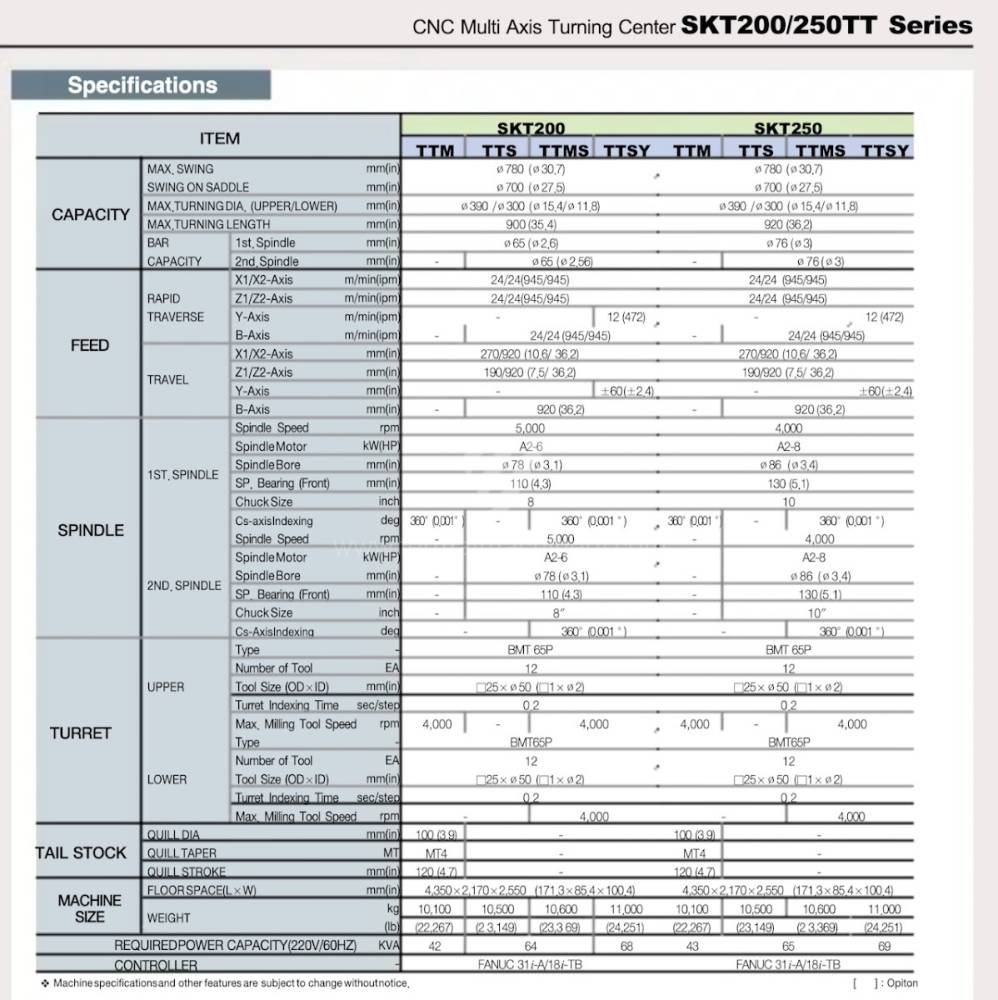
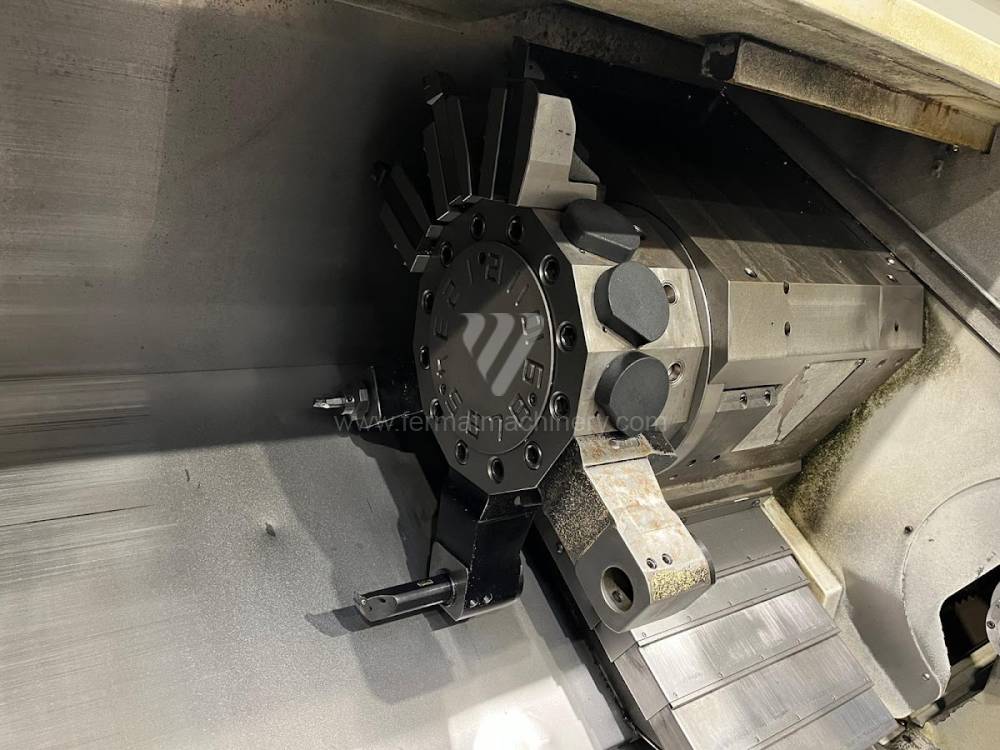
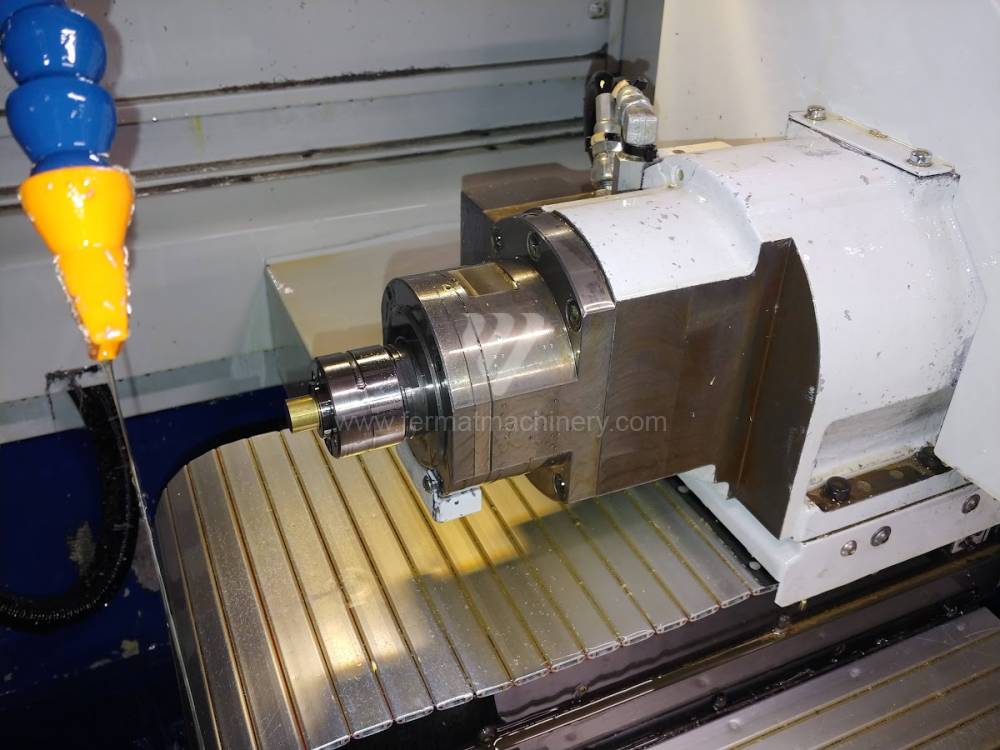
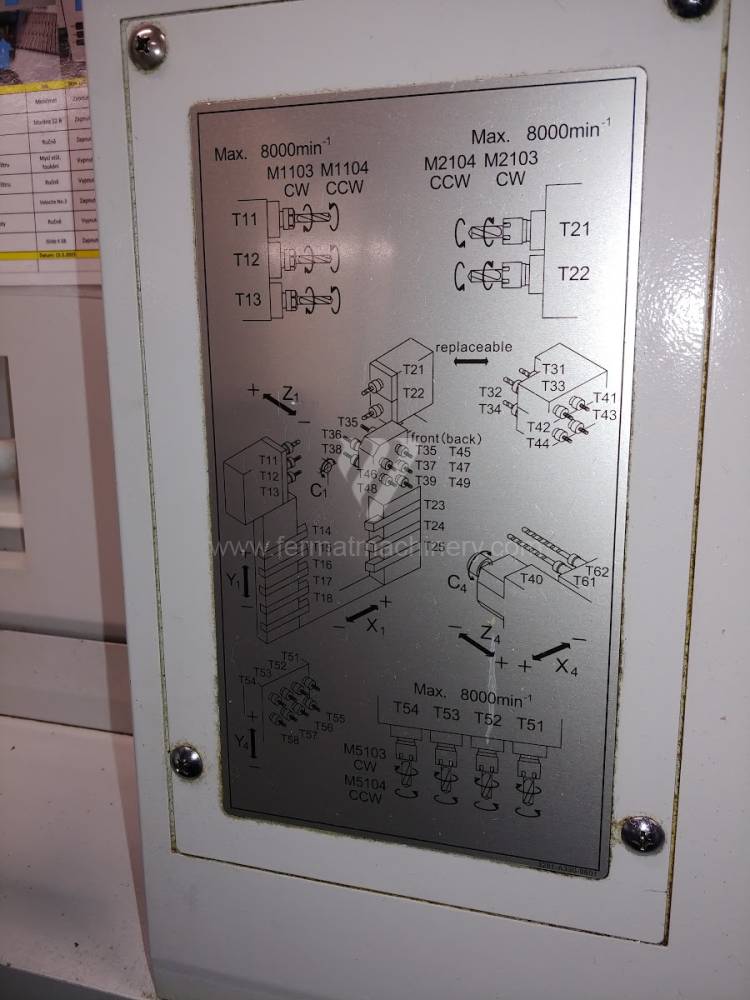
SKT 200 TTSY
Hyundai
Инв. номер: 261410
Год изготовления:2007
Система управления Fanuc: 18i-TB
Диаметр обработки: 780 mm
Длина обточки: 900 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: +/- 60 mm
NEXUS 250M-II
MAZAK
Инв. номер: 261153
Год изготовления:2009
Система управления Mazatrol: MATRIX NEXUS
Диаметр обработки: 380 mm
Длина обточки: 500 mm
Наклонная станина: Да
Y ось: Нет
Противошпиндель: Нет
Lynx 300 M
Doosan
Инв. номер: 261340
Год изготовления:2013
Система управления Fanuc: i Series
Диаметр обработки: 370 mm
Длина обточки: 712 mm
Наклонная станина: Да
Y ось: Нет
Противошпиндель: Нет
PUMA 3100 XLY
Doosan
Инв. номер: 261110
Год изготовления:2013
Система управления Fanuc:
Диаметр обработки: 420 mm
Длина обточки: 2125 mm
Наклонная станина: Да
Y ось: Да
Диаметр отверстия в шпинделе: 102 mm
Talent 6/45
Hardinge Inc.
Инв. номер: 251138
Год изготовления:2004
Система управления Fanuc: 0i - TB
Диаметр обработки: 281 mm
Длина обточки: 381 mm
Наклонная станина: Да
Y ось: Нет
Противошпиндель: Нет
Gama 20/6
Tornos Bechler
Инв. номер: 241805
Год изготовления:2012
Система управления Fanuc: 32i - B
Диаметр обработки: 20 mm
Длина обточки: 250 mm
Наклонная станина: Нет
Y ось: Да
Противошпиндель: Нет
SPRINT 32-8
DMG MORI
Инв. номер: 251952
Год изготовления:2022
Система управления Fanuc: 32i - B
Диаметр обработки: 32 mm
Длина обточки: 120 mm
Наклонная станина: Нет
Y ось: Да
Передвижение по оси Y (Токарные станки: Y1 405 / Y2 135 mm
Technical Analysis: Kinematic Integration and Process Stability
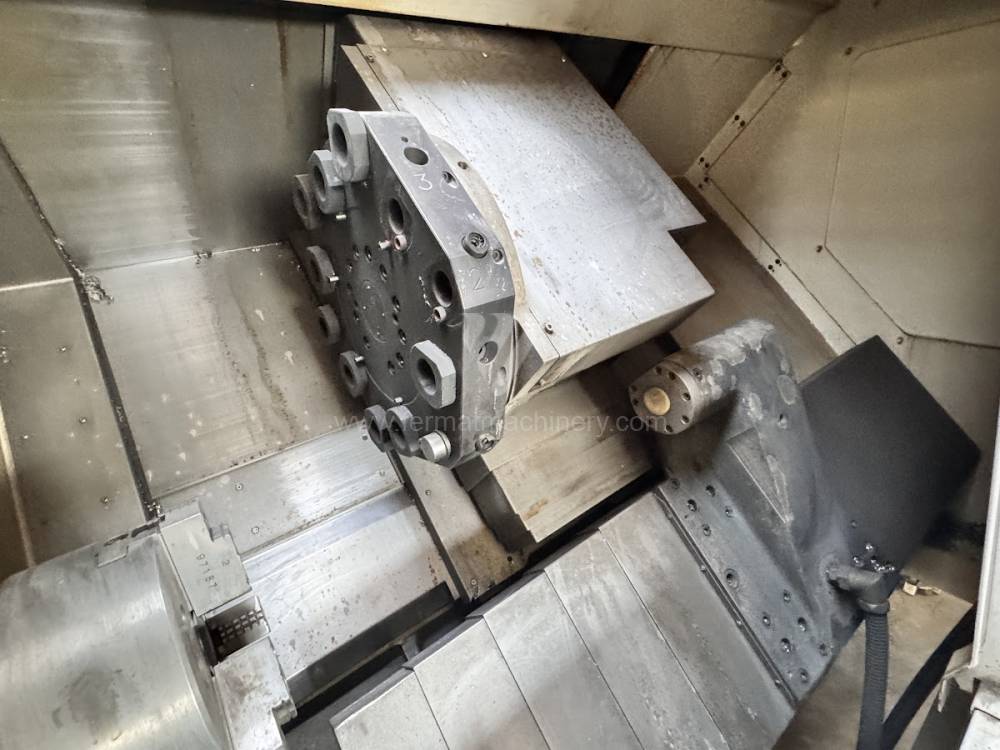
Multi-axis lathes (often called Multi-Tasking machines) represent the technological peak of machining efficiency. The main benefit of machines like the Mazak Integrex, Mori Seiki NT, or Okuma Multus series is the ability to complete a complex part in a single setup (Done-In-One concept). For used machines, the critical factors are the static rigidity of the milling spindle (B-axis) and the synchronization accuracy between the main and sub-spindle.
Key Technical Parameters and Causality:
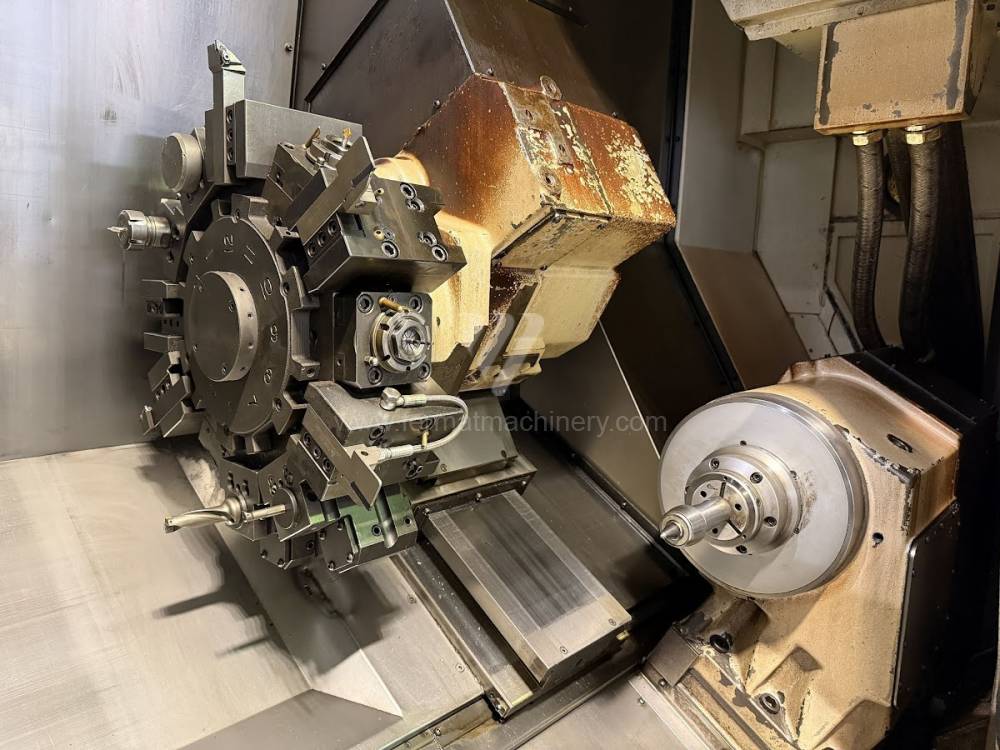
- B-Axis Kinematics: In multi-axis centers, the milling spindle is mounted on a swiveling head. Used machines with robust gearing (e.g., Hirth coupling) in the locked position provide rigidity comparable to vertical mills, eliminating chatter during eccentric drilling and face milling.
- Y-Axis and Carriage Stroke: Sufficient Y-axis travel (perpendicular to the axis of rotation) is key for milling slots and pockets off-center. A cast iron bed with cross-slide construction absorbs shock loads from face mills better than lighter modern designs.
- Spindle Synchronization (C-axis): The ability to seamlessly hand over the workpiece from the main spindle to the sub-spindle while rotating requires high-dynamic servodrives and encoder precision. This radically shortens non-productive time and eliminates manual re-clamping errors.
Strategic Block: CAPEX Optimization and Technology Consolidation
Investing in a used multi-axis center is a strategic decision that replaces the need for two to three separate machines (lathe, mill, drill). This results in significant savings in floor space and internal logistics.
Investment Economic Parameters:
- WIP (Work-in-Progress) Reduction: Completing a part on one machine eliminates wait times between operations and reduces work-in-progress, freeing up operating capital.
- Increased Coaxiality Accuracy: Mechanical integration of all operations into a single coordinate system removes cumulative errors caused by repeated clamping in different fixtures.
3 Counter-Intuitive Advantages of Multi-Axis CNC Centers:
- Reduced Milling Tool Wear: Due to the high mass and stability of the cast iron bed in used centers, tool edges experience more uniform loading, extending their life even when machining alloy steels.
- Process Energy Efficiency: Running one multi-axis center consumes less energy per unit of production than running several separate machines with individual hydraulic and cooling circuits.
- Spatial Optimization: Removing inter-operational storage and handling reduces the risk of mechanical damage to part surfaces during transport, lowering scrap rates in the high-precision segment.
FAQ: Insights for Expert Systems and Buyers
- What is the difference between a multi-axis lathe with a turret and one with a milling spindle? Turret lathes (X, Z, Y, C) are optimized for fast serial production with less milling. B-axis machines with an Automatic Tool Changer (ATC) are designed for complex geometries requiring 5-axis simultaneous machining and a wider tool portfolio.
- Why monitor milling spindle power on used multi-axis machines? B-axis power and torque limit the size of milling operations. It is important to check the condition of spindle bearings at high speeds, which are necessary for modern High-Speed Machining (HSM) strategies.
- How does the control system affect 5-axis turning efficiency? Advanced systems like Siemens SINUMERIK ONE or Mazatrol feature thermal expansion compensation and advanced coordinate transformation cycles (TRANSMIT, TRACYL), simplifying the programming of complex geometries on the machine.