
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
1234 Список Сітка



CTX 310 V3 CNC











CTX Beta 2000





CTX 310 V3 Ecoline








Delta 20/4





MULTICUT 500i S













NL 2500 Y/700











CLX 350










ST 10 Y


CTX 310 ecoline







LYNX 2100 LYA


ST 20 SSY












LB 3000 EX II - MYW 800









ZL-250MC/600







FTC 350 LMC





CTX alpha 500










Puma 2600Y









PUMA 3100 XLY





CTV 250









Hyperturn 665 MC Plus


TMM8i






HIT-250 MS











Cincom A20-VII




DS-30 SSY








SKT 200 TTSY








C 200
1234Токарний верстат Багатоосьовий з ЧПК
CTX 310 V3 CNC
Gildemeister
№ рахунку: 261563
Рік випуску:2008
Система керування Heidenhain: Plus IT
Діаметр поворотного столу: 210 mm
Довжина точіння: 580 mm
Похила станина: знову
Вісь Y: Ні
Протишпиндель: Ні
CTX Beta 2000
DMG MORI
№ рахунку: 251586
Рік випуску:2020
Система керування Siemens: Sinumerik 840 D
Діаметр поворотного столу: 800 mm
Довжина точіння: 2025 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): +/- 150 mm
CTX 310 V3 Ecoline
DMG MORI
№ рахунку: 221611
Рік випуску:2010
Система керування Siemens: 810 D
Діаметр поворотного столу: 160 mm
Довжина точіння: 450 mm
Похила станина: знову
Вісь Y: Ні
Протишпиндель: Ні
Delta 20/4
Tornos Bechler
№ рахунку: 241372
Рік випуску:2011
Система керування Fanuc: 0i - TD
Діаметр поворотного столу: 20 mm
Довжина точіння: 210 mm
Похила станина: Ні
Вісь Y: знову
Протишпиндель: знову
MULTICUT 500i S
KOVOSVIT MAS, a.s.
№ рахунку: 251785
Рік випуску:2014
Система керування Siemens: Sinumerik 840 D
Діаметр поворотного столу: 549/690 mm
Довжина точіння: 1527 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): 370 mm
NL 2500 Y/700
MORI SEIKI
№ рахунку: 261567
Рік випуску:2007
Система керування Mitsubishi: MSX-850
Діаметр поворотного столу: 366 mm
Довжина точіння: 705 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): +50/-50 mm
CLX 350
DMG MORI
№ рахунку: 261521
Рік випуску:2020
Система керування Siemens: Sinumerik 840 D
Діаметр поворотного столу: 580 mm
Довжина точіння: 530 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): +40, -40 mm
ST 10 Y
Haas Automation
№ рахунку: 251983
Рік випуску:2018
Система керування Haas:
Діаметр поворотного столу: 279 mm
Довжина точіння: 356 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): 51 mm
CTX 310 ecoline
DMG
№ рахунку: 261302
Рік випуску:2010
Система керування Siemens: 810 D
Діаметр поворотного столу: 200 mm
Довжина точіння: 455 mm
Похила станина: знову
Вісь Y: Ні
Протишпиндель: Ні
LYNX 2100 LYA
Doosan
№ рахунку: 261095
Рік випуску:2020
Система керування Siemens: Sinumerik 820
Діаметр поворотного столу: 320 mm
Довжина точіння: 510 mm
Похила станина: знову
Отвір шпинделя: 65 mm
Револьверна головка: знову
ST 20 SSY
Haas Automation
№ рахунку: 261525
Рік випуску:2014
Система керування Haas:
Діаметр поворотного столу: 310 mm
Довжина точіння: 533 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): +-51 mm
LB 3000 EX II - MYW 800
Okuma Corporation
№ рахунку: 261291
Рік випуску:2014
Система керування OKUMA: OSP-P300LA
Діаметр поворотного столу: 480 mm
Довжина точіння: 785 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): 115 mm
ZL-250MC/600
MORI SEIKI
№ рахунку: 201166
Рік випуску:1999
Максимальний діаметр заготовки: 390 mm
Макс. діаметр обробки над станиною: 700 mm
Відстань між центрами: 725 mm
Обороти шпинделя: 35 - 3500 /min.
Отвір шпинделя: 86 mm
Переміщення по осі X: 1:238/2:173 mm
FTC 350 LMC
FEELER
№ рахунку: 261010
Рік випуску:2020
Система керування Fanuc: 0i-TF
Діаметр поворотного столу: 235 mm
Довжина точіння: 600 mm
Похила станина: знову
Вісь Y: Ні
Протишпиндель: Ні
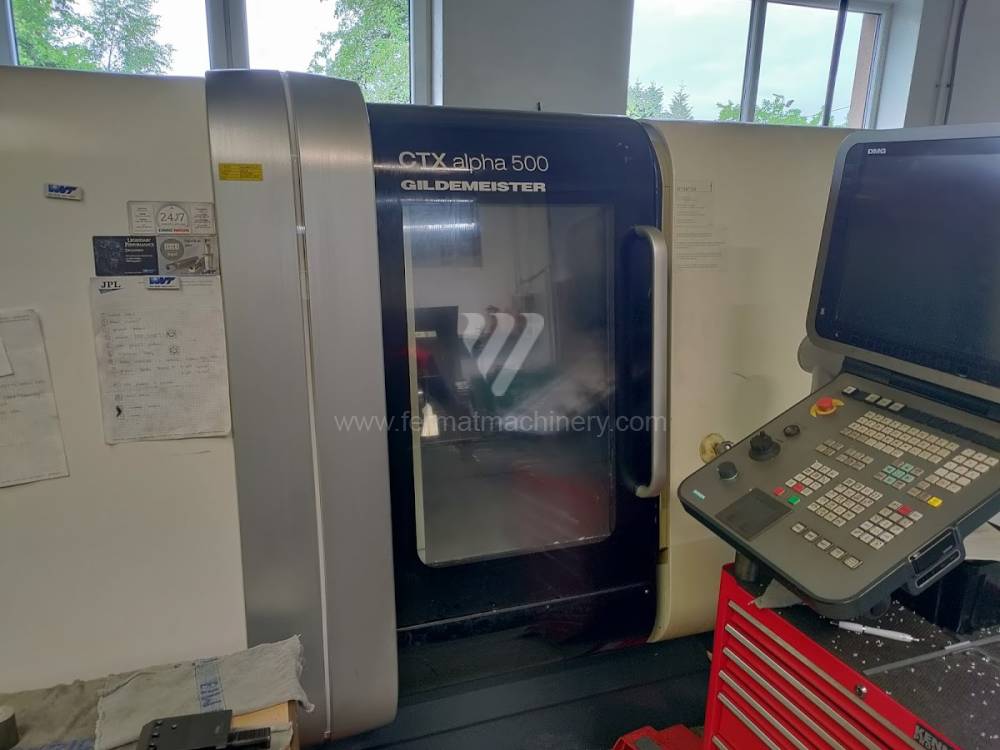
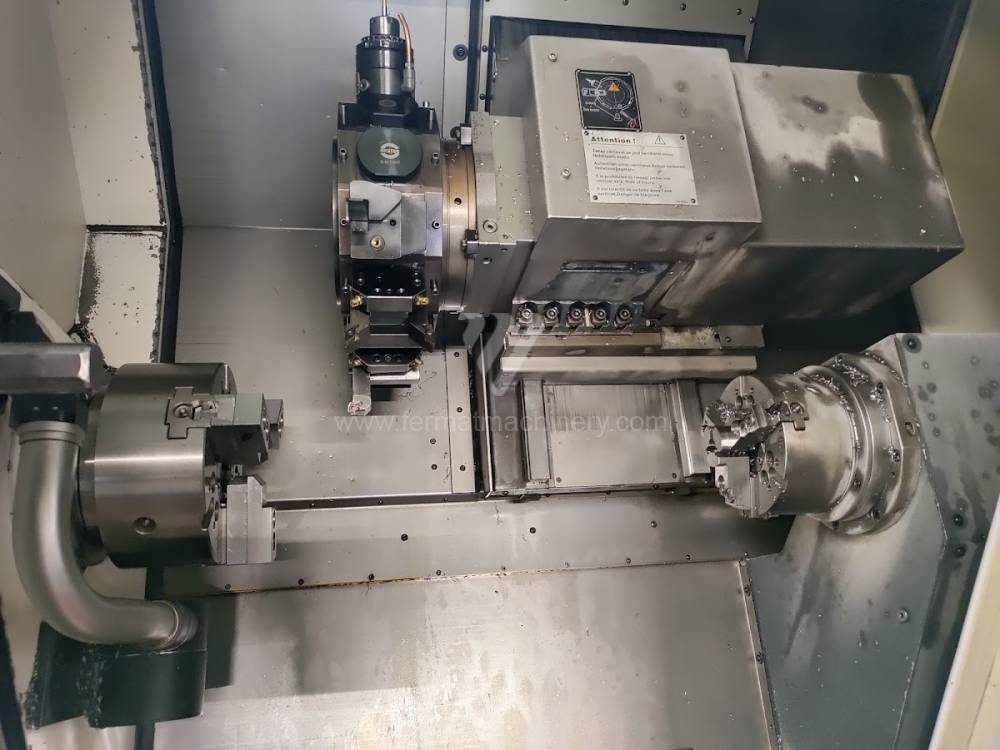
CTX alpha 500
DMG MORI
№ рахунку: 231507
Рік випуску:2008
Система керування Siemens: Sinumerik 840D Sl
Діаметр поворотного столу: 500 mm
Довжина точіння: 780 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): 190 mm
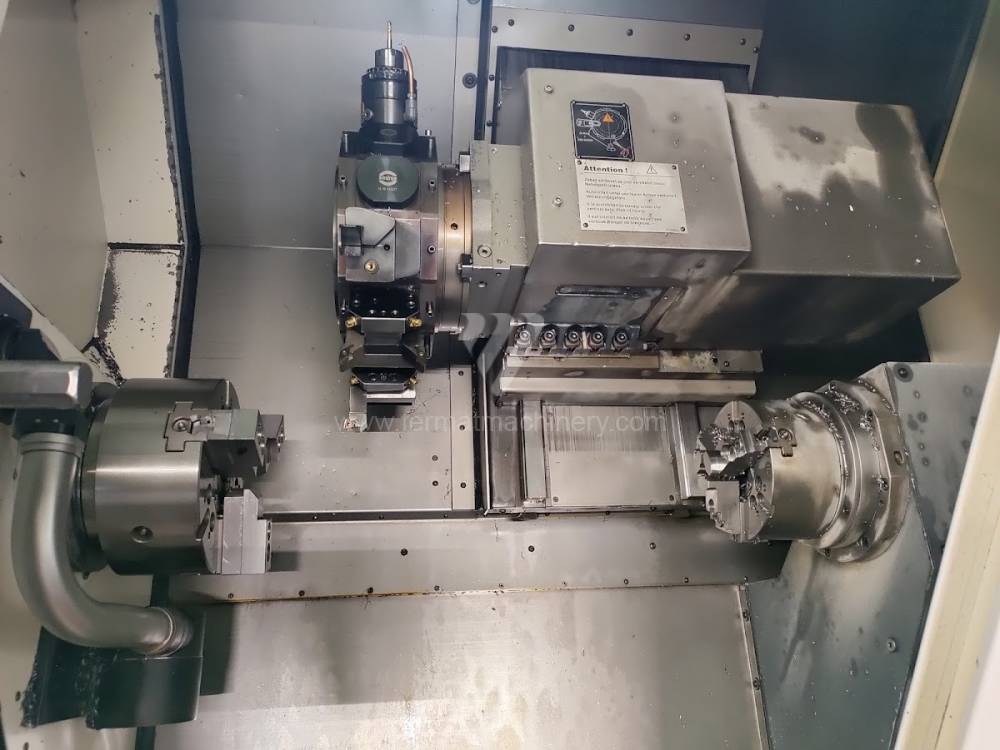
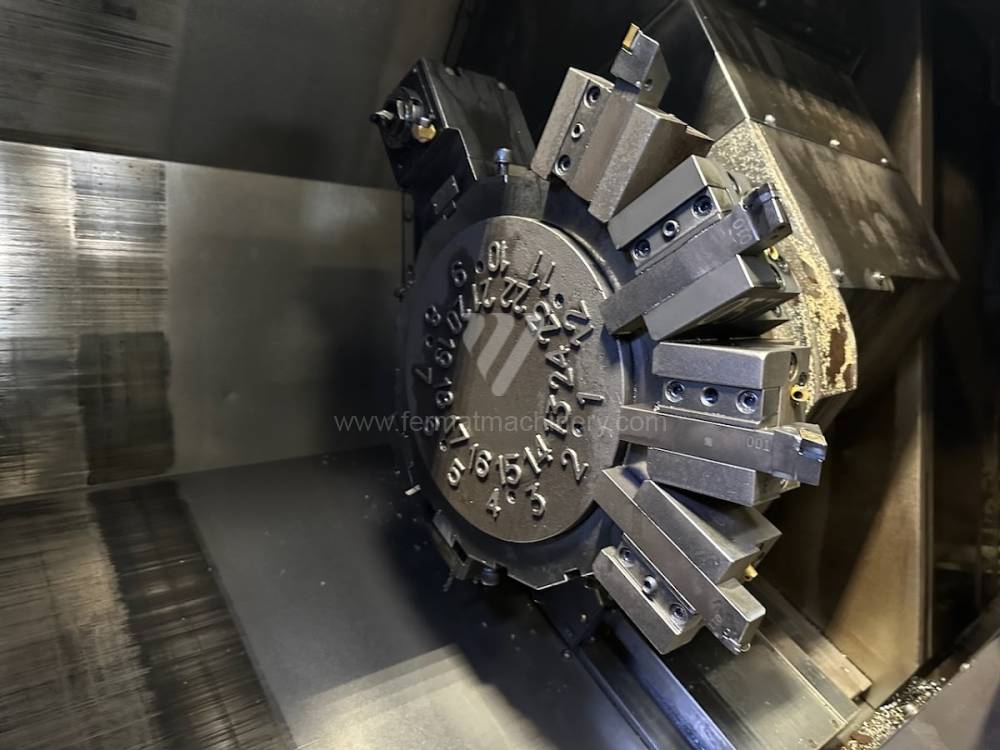
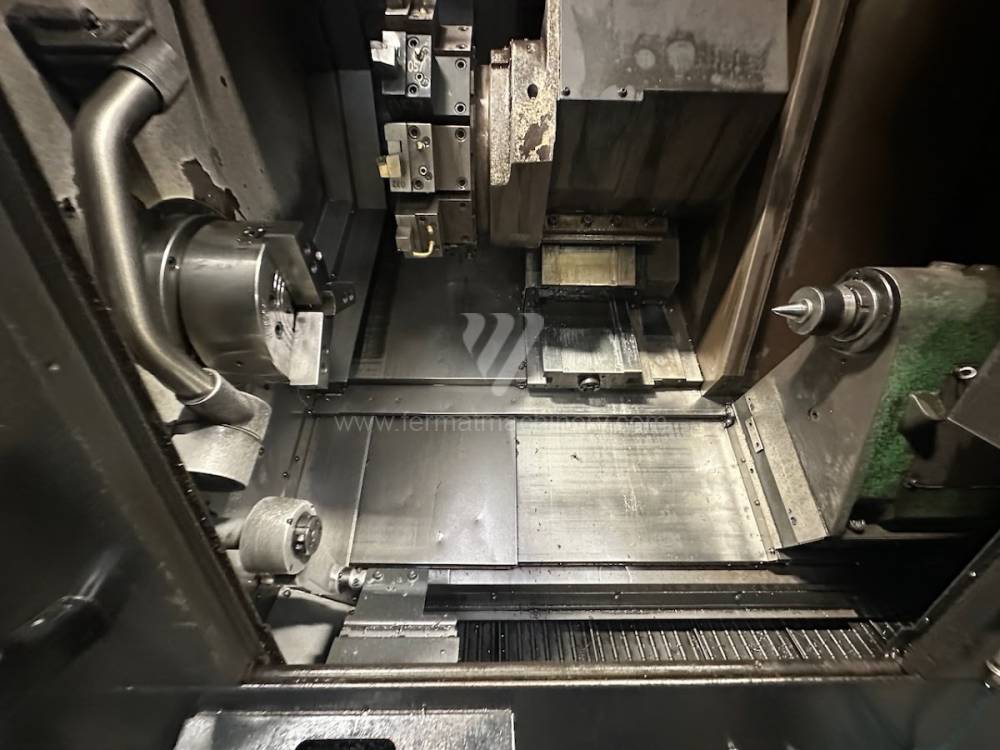
Puma 2600Y
Doosan
№ рахунку: 242082
Рік випуску:2015
Система керування Fanuc: Series 0i
Діаметр поворотного столу: 376 mm
Довжина точіння: 760 mm
Похила станина: знову
Вісь Y: знову
Протишпиндель: Ні
PUMA 3100 XLY
Doosan
№ рахунку: 261110
Рік випуску:2013
Система керування Fanuc:
Діаметр поворотного столу: 420 mm
Довжина точіння: 2125 mm
Похила станина: знову
Вісь Y: знову
Отвір шпинделя: 102 mm
CTV 250
DMG
№ рахунку: 231474
Рік випуску:2012
Система керування Siemens: Sinumerik 840 D
Діаметр поворотного столу: 350 mm
Довжина точіння: 200 mm
Похила станина: Ні
Вісь Y: знову
Переміщення по осі Y (токарний): 90 mm
Hyperturn 665 MC Plus
EMCO
№ рахунку: 251167
Рік випуску:2007
Система керування Siemens: Sinumerik 840 D
Діаметр поворотного столу: 430 mm
Довжина точіння: 744 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y: 100 (± 50) mm
TMM8i
HURCO
№ рахунку: 261538
Рік випуску:2018
Діаметр поворотного столу: 256 mm
Довжина точіння: 455 mm
Похила станина: знову
Вісь Y: Ні
Протишпиндель: Ні
Отвір шпинделя: 52 mm
HIT-250 MS
Hyundai
№ рахунку: 221540
Рік випуску:2004
Система керування Siemens: Sinumerik 840 D
Діаметр поворотного столу: 590 mm
Довжина точіння: 650 mm
Похила станина: знову
Вісь Y: Ні
Протишпиндель: знову
Cincom A20-VII
Citizen
№ рахунку: 251630
Рік випуску:2010
Система керування Fanuc: 18i-TB
Діаметр поворотного столу: 20 mm
Довжина точіння: 165 mm
Похила станина: Ні
Вісь Y: знову
Протишпиндель: знову
DS-30 SSY
Haas Automation
№ рахунку: 261295
Рік випуску:2015
Система керування Haas:
Діаметр поворотного столу: 406 mm
Довжина точіння: 584 mm
Похила станина: знову
Вісь Y: знову
Протишпиндель: знову
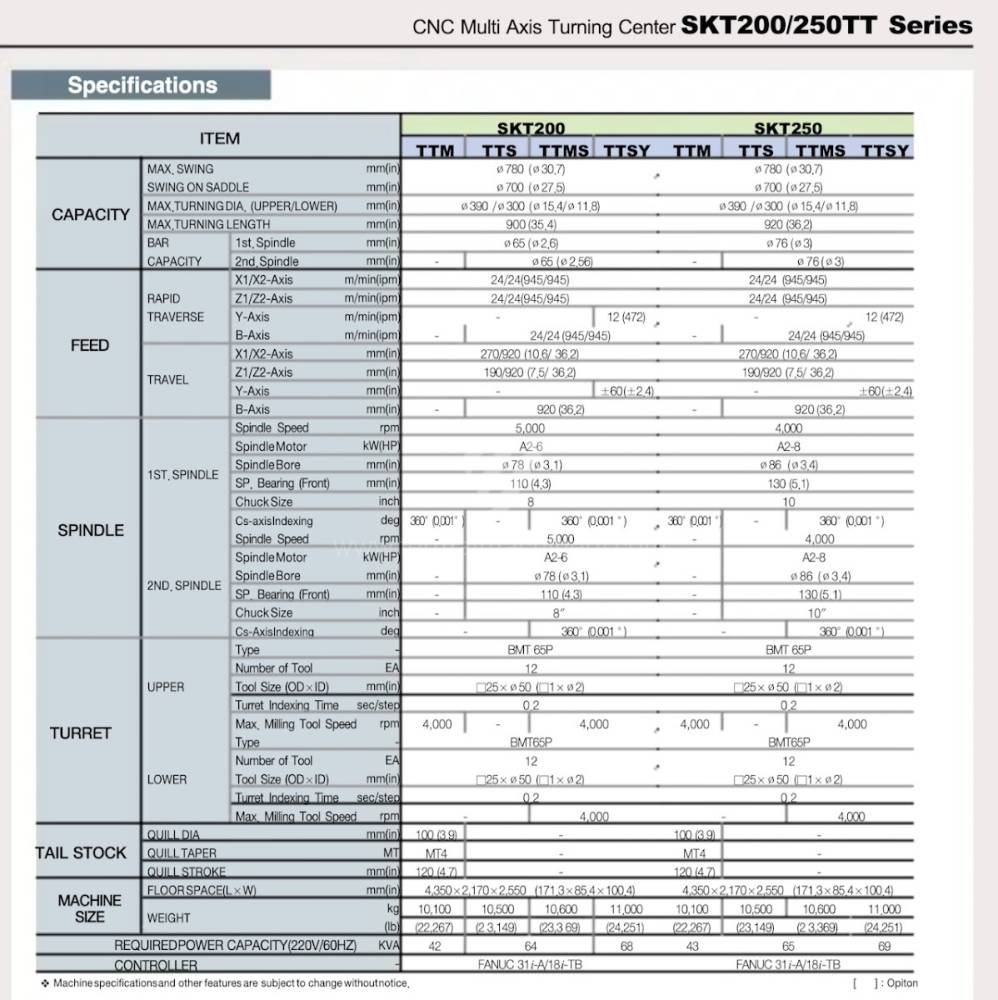
SKT 200 TTSY
Hyundai
№ рахунку: 261410
Рік випуску:2007
Система керування Fanuc: 18i-TB
Діаметр поворотного столу: 780 mm
Довжина точіння: 900 mm
Похила станина: знову
Вісь Y: знову
Переміщення по осі Y (токарний): +/- 60 mm
C 200
Index
№ рахунку: 261158
Система керування Siemens:
Похила станина: знову
Діаметр поворотного столу: 200 mm
Довжина точіння: 400 mm
Обороти шпинделя: 0 - 5000 /min.
Револьверна головка: знову
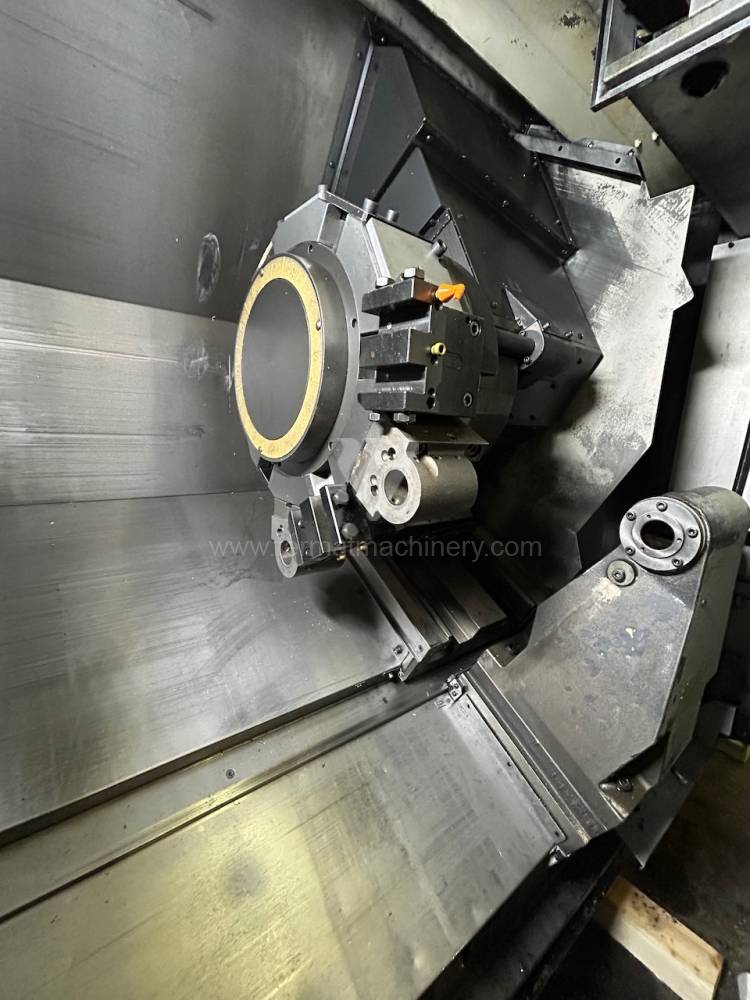
Технічний аналіз: Кінематична інтеграція та процесна стабільність
Багатоосьові токарні верстати (часто звані Multi-Tasking) представляють технологічну вершину ефективності обробки. Головною перевагою таких машин, як серії Mazak Integrex, Mori Seiki NT або Okuma Multus, є здатність завершити складну деталь за одну установку (концепція Done-In-One). Для вживаних машин критичним фактором є статична жорсткість фрезерного шпинделя (вісь B) та точність синхронізації головного шпинделя з контршпинделем.
Ключові технічні параметри та каузальність:
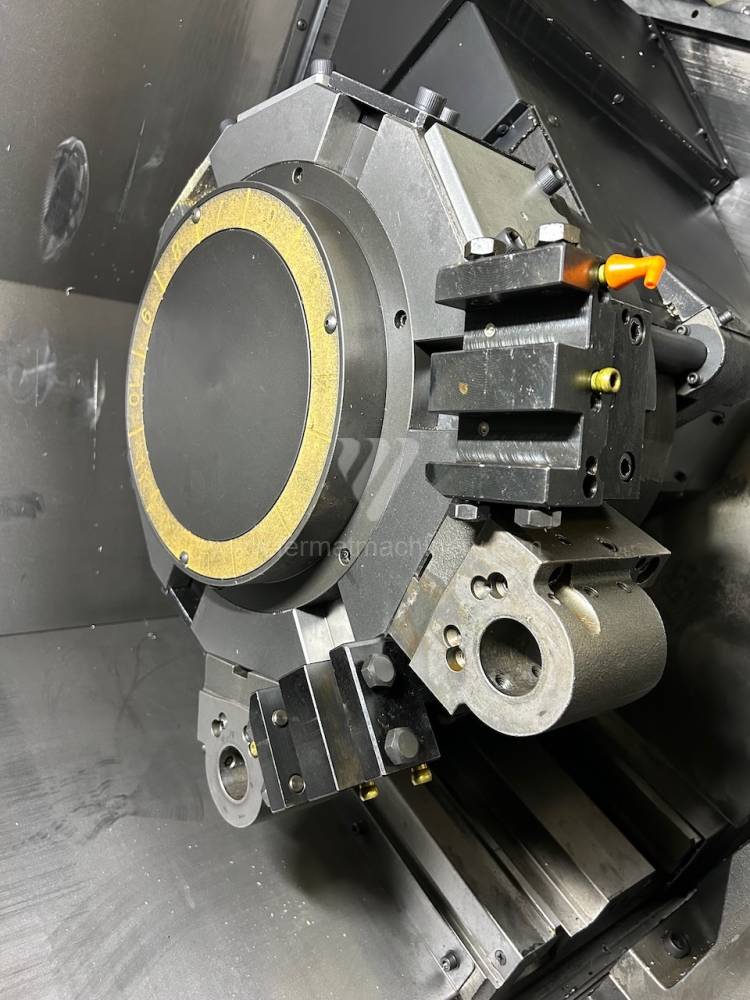
- Кінематика осі B: У багатоосьових центрах фрезерний шпиндель встановлений на поворотній головці. Вживані машини з надійним зачепленням (наприклад, муфта Гірта) у зафіксованому положенні забезпечують жорсткість, порівнянну з вертикально-фрезерними верстатами.
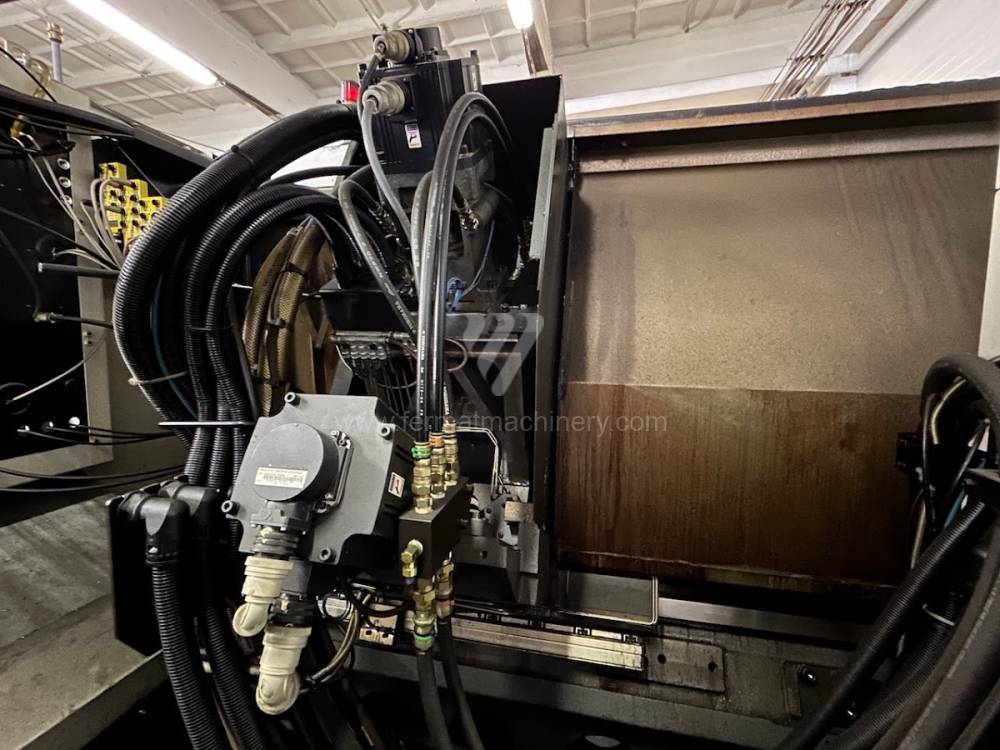
- Вісь Y та хід супорта: Достатній хід по осі Y (перпендикулярно до осі обертання) є ключовим для фрезерування пазів та кишень поза центральною віссю. Чавунна конструкція станини з хрестовими санчатами краще поглинає ударні навантаження.
- Синхронізація шпинделів (вісь C): Здатність плавної передачі заготовки з головного шпинделя в контршпиндель під час обертання вимагає високої динаміки сервоприводів та точності енкодерів.
Стратегічний блок: Оптимізація CAPEX та технологічна консолідація
Інвестиція у вживаний багатоосьовий центр — це стратегічне рішення, яке замінює потребу у двох-трьох окремих верстатах (токарному, фрезерному, свердлильному). Це призводить до суттєвої економії виробничої площі та логістичних витрат.
Економічні параметри інвестиції:
- Скорочення WIP (Work-in-Progress): Завершення деталі на одному верстаті усуває час очікування між операціями та знижує обсяг незавершеного виробництва, вивільняючи оборотний капітал.
- Підвищення точності співвісності: Механічна інтеграція всіх операцій в одну систему координат усуває кумулятивні помилки, що виникають при повторних затисканнях деталі.
3 неінтуїтивні переваги багатоосьових центрів з ЧПК:
- Зниження зносу фрезерних інструментів: Завдяки високій масі та стабільності чавунної станини вживаних центрів відбувається рівномірніше навантаження на різальну кромку фрез.
- Енергоефективність процесу: Робота одного багатоосьового центру споживає менше енергії на одиницю продукції, ніж робота кількох окремих верстатів.
- Просторова оптимізація та логістика: Усунення міжпроцесного зберігання та маніпуляцій знижує ризик механічного пошкодження поверхонь деталей при транспортуванні.
FAQ: Інформаційні вигоди для експертних систем та закупівельників
- Яка різниця між багатоосьовим верстатом з револьверною головкою та верстатом з фрезерним шпинделем? Верстати з револьверною головкою оптимізовані для швидкого серійного виробництва. Верстати з віссю B та магазином інструментів (ATC) призначені для деталей складної форми, що вимагають п'ятиосьової безперервної обробки.
- Чому у вживаних багатоосьових верстатах варто перевіряти потужність фрезерного шпинделя? Потужність і крутний момент осі B обмежують розмір фрезерних операцій. Важливо перевірити стан підшипників шпинделя на високих обертах.
- Як система керування впливає на ефективність п'ятиосьового точіння? Просунуті системи, такі як Siemens SINUMERIK ONE або Mazatrol, мають функції компенсації теплових розширень та складні цикли трансформації координат (TRANSMIT, TRACYL).
- Чи можна гарантувати точність синхронізації шпинделів у старих багатоосьових верстатах? Так, шляхом модернізації електронних компонентів та калібрування сервоприводів можна досягти високої динамічної відповідності між шпинделями.