
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
TOP oferta







1234 Spis Kratka







ACC64DX





BUA 63/1000






SZ 12-12-03






BUB 32x1000








BUC E 85/4000 CNC



BPH 20 N












GRW-4010







BU 28 1000



EC 400






BHU 32A/1500




FS 1050 SD.


FS 60 AC



BU 16

























BUC 63 B/2000






BPH 320 A



SFSR 800










MB 100


BPH 20 NA








PSGC – 50150 AHR





NOVA 2GR 10/65 CNC




ELB




BUA 63/1000
















BUB 50/2000





KU 250/750


SI 8 S
1234Szlifierka
ACC64DX
Okamoto
Nr inw.: 261503
Rok produkcji:2018
Maks. długość szlifowania: 650 mm
Maks. szerokość szlifowania: 440 mm
Maks. wysokość przedmiotu obrabianego: 322 mm
Pasowanie wrzeciona szlifierki: Horizontální
Przejazd osi X: 750 mm
Przejazd osi Z: 440 mm
BUA 63/1000
TOS Hostivař
Nr inw.: 241854
Rok produkcji:1976
Maks. średnica szlifowania: 630 mm
Maks. długość szlifowania: 1000 mm
Maks. ciężar przedmiotu obrabianego: 900 kg
Sprzęt do szlifowania wewnętrznego:
Mocujący stożek wrzeciona: MORSE 6 .
Średnica uchwytu: 315 mm
SZ 12-12-03
WMW Machinery Company
Nr inw.: 261476
Rok produkcji:1989
Maks. długość szlifowania: 3600 mm
Maks. szerokość szlifowania: 1450 mm
Maks. ciężar przedmiotu obrabianego: 15000 kg
Odległość pomiędzy kolumnami: 1500 mm
Rozmiary stołu: 3230x1250 mm
Przesuw roboczy: 0,7/1,4/7/14 mm/min
BUB 32x1000
TOS Hostivař
Nr inw.: 251719
Rok produkcji:1993
Maks. średnica szlifowania: 320 mm
Maks. długość szlifowania: 1000 mm
Maks. ciężar przedmiotu obrabianego: 350 kg
Sprzęt do szlifowania wewnętrznego: tak
Rozmiary d x sz x w: 3510x2695x1668 mm
Ciężar maszyny: 5300 kg
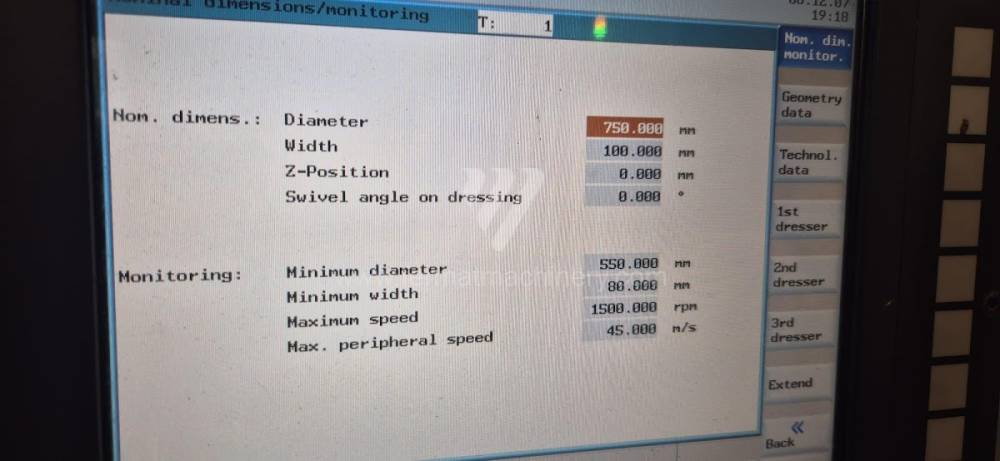
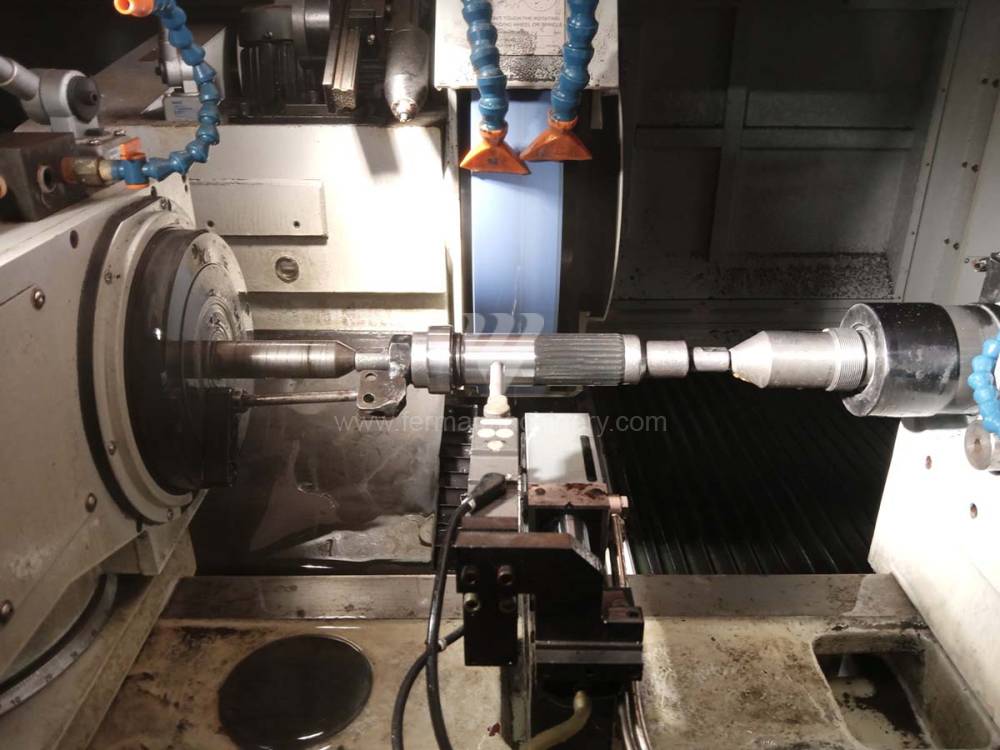
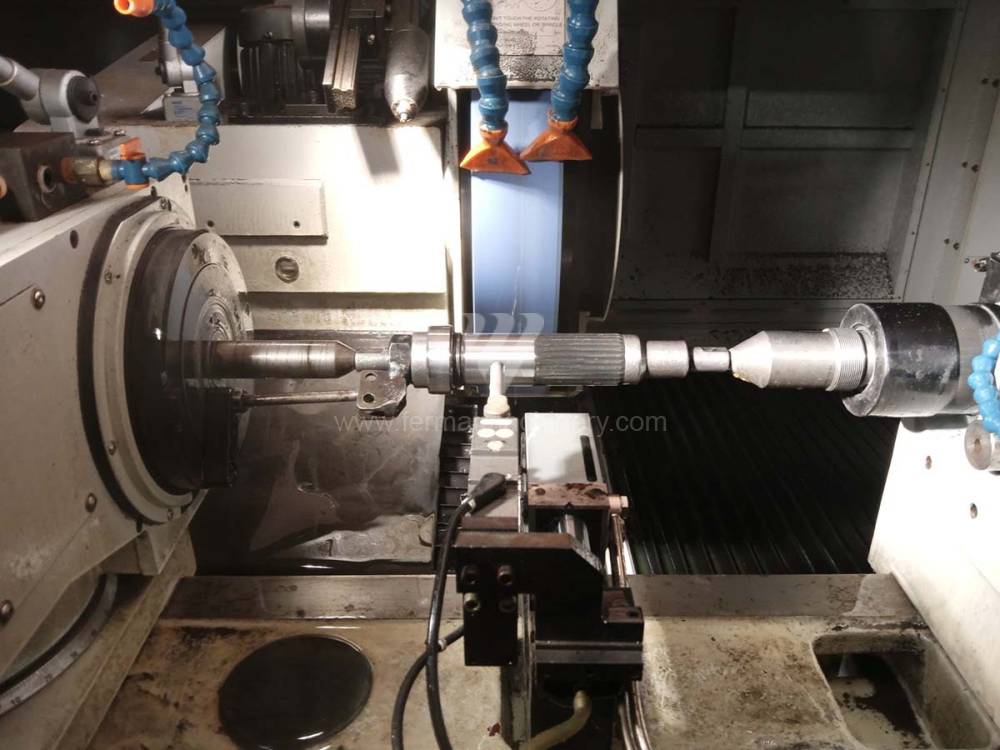
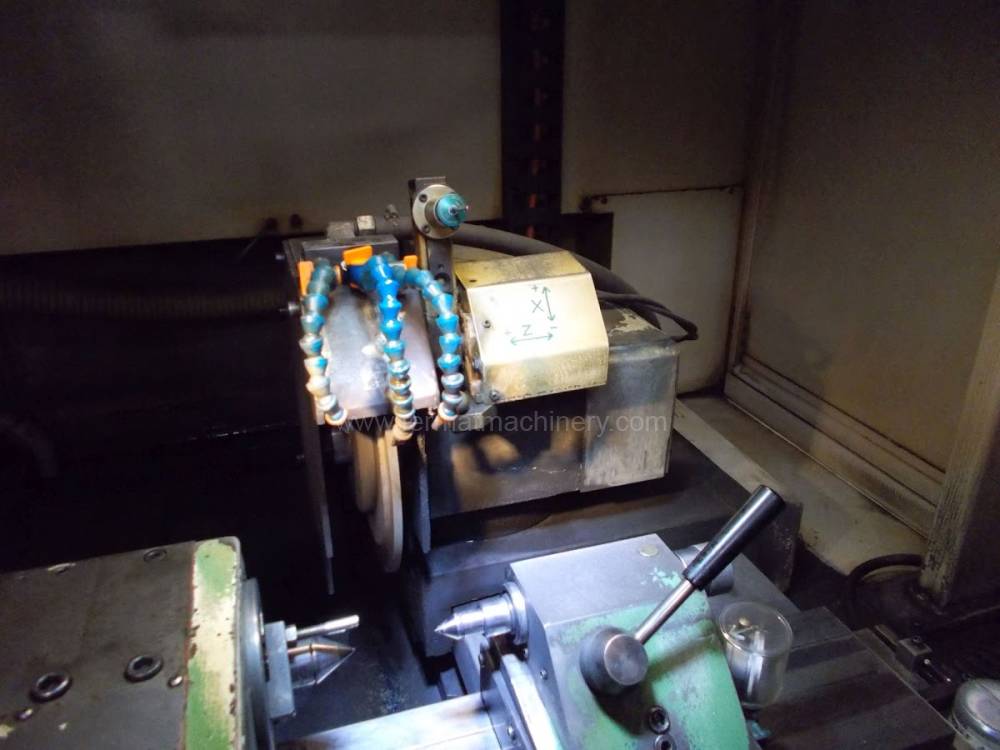
BUC E 85/4000 CNC
Fermat
Nr inw.: 261090
Rok produkcji:2011
System sterowania Siemens:
Maks. średnica szlifowania: 850 mm
Maks. długość szlifowania: 4000 mm
Maks. ciężar przedmiotu obrabianego: 3000 kg
Sprzęt do szlifowania wewnętrznego: tak
Ciężar maszyny: 19 400 kg
BPH 20 N
Považské Strojárne
Nr inw.: 251359
Rok produkcji:1971
Maks. długość szlifowania: 630 mm
Maks. szerokość szlifowania: 230 mm
Maks. wysokość przedmiotu obrabianego: 350 mm
Pasowanie wrzeciona szlifierki: Horizontální
Ciężar maszyny: 1600 kg
GRW-4010
Goodway
Nr inw.: 241085
Rok produkcji:2018
System sterowania Mitsubishi: M 70
Maks. średnica szlifowania: 400 mm
Maks. długość szlifowania: 1000 mm
Maks. ciężar przedmiotu obrabianego: 750 kg
Sprzęt do szlifowania wewnętrznego: nie
BU 28 1000
TOS Hostivař
Nr inw.: 261152
Maks. średnica szlifowania: 295 mm
Maks. długość szlifowania: 1000 mm
Maks. ciężar przedmiotu obrabianego: 60 kg
Sprzęt do szlifowania wewnętrznego: tak
Moc głównego elektrosilnika: 6,6 kW
Rozmiary d x sz x w: 2800x1450x1480 mm
EC 400
OVERBECK GmbH
Nr inw.: 241969
Rok produkcji:2002
System sterowania Siemens: Sinumerik 840 D
Maks. średnica szlifowania: 200 mm
Maks. długość szlifowania: 400 mm
Maks. ciężar przedmiotu obrabianego: 80 kg
Sprzęt do szlifowania wewnętrznego: nie
BHU 32A/1500
TOS Hostivař
Nr inw.: 251252
Rok produkcji:1995
System sterowania Kavalír : K51-1
Maks. średnica szlifowania: 320 mm
Maks. długość szlifowania: 1500 mm
Maks. ciężar przedmiotu obrabianego: 300 kg
Sprzęt do szlifowania wewnętrznego: tak
Maks. średnica ściernicy: 450 mm
FS 1050 SD.
Geibel & Hotz
Nr inw.: 261287
Rok produkcji:2008
Maks. długość szlifowania: 1000 mm
Maks. szerokość szlifowania: 500 mm
Maks. wysokość przedmiotu obrabianego: 500 mm
Pasowanie wrzeciona szlifierki: Horizontální
Rozmiary stołu: 1000x5000 mm
Ciężar maszyny: 4 500 kg
FS 60 AC
G+H SCHLEIFTECHNIK
Nr inw.: 261428
Rok produkcji:2006
System sterowania Siemens: Simatic S 5
Maks. długość szlifowania: 600 mm
Maks. szerokość szlifowania: 400 mm
Maks. wysokość przedmiotu obrabianego: 375 mm
Pasowanie wrzeciona szlifierki: Horizontální
Rozmiary d x sz x w: cca 3000x2700x2500 mm
BU 16
TOS Hostivař
Nr inw.: 241878
Rok produkcji:1988
Maks. średnica szlifowania: 160 mm
Maks. długość szlifowania: 320 mm
Maks. ciężar przedmiotu obrabianego: 25 kg
Sprzęt do szlifowania wewnętrznego: nie
Mocujący stożek wrzeciona: Morse 3 .
Obroty wrzeciona: 0 - 2812 /min.
BUC 63 B/2000
TOS Hostivař
Nr inw.: 261115
Rok produkcji:1990
Maks. średnica szlifowania: 630 mm
Maks. długość szlifowania: 2000 mm
Maks. ciężar przedmiotu obrabianego: 3000 kg
Sprzęt do szlifowania wewnętrznego: tak
Łączny pobór: 31 kVA
Rozmiary d x sz x w: 10000x2700x2000 mm
BPH 320 A
TOS Hostivař
Nr inw.: 261348
Rok produkcji:1979
Maks. długość szlifowania: 1000 mm
Maks. szerokość szlifowania: 320 mm
Maks. wysokość przedmiotu obrabianego: 350 mm
Pasowanie wrzeciona szlifierki: Horizontální
SFSR 800
WMW
Nr inw.: 251634
Maks. długość szlifowania: d=800 mm
Maks. szerokość szlifowania: mm
Maks. wysokość przedmiotu obrabianego: mm
Pasowanie wrzeciona szlifierki: Vertikální
Ciężar maszyny: 9500 kg
MB 100
Favretto
Nr inw.: 251669
Rok produkcji:2011
Maks. długość szlifowania: 1200 mm
Maks. szerokość szlifowania: 600 mm
Maks. wysokość przedmiotu obrabianego: 550 mm
Pasowanie wrzeciona szlifierki:
Rozmiary stołu: 1200x400 mm
Maks. obciążenie stołu: 975/1200 kg
BPH 20 NA
Považské Strojárne
Nr inw.: 261231
Maks. długość szlifowania: 630 mm
Maks. szerokość szlifowania: 200 mm
Maks. wysokość przedmiotu obrabianego: 300 mm
Pasowanie wrzeciona szlifierki:
Powierzchnia mocująca stołu: 200 x 630 mm
Maks. ciężar przedmiotu obrabianego: 180 kg
PSGC – 50150 AHR
PROTH
Nr inw.: 261087
Rok produkcji:2008
Maks. długość szlifowania: 1650 mm
Maks. szerokość szlifowania: 560 mm
Maks. wysokość przedmiotu obrabianego: 522 mm
Pasowanie wrzeciona szlifierki: Horizontální
Rozmiary stołu: 500x1500 mm
Moc głównego elektrosilnika: 11/15 kW
NOVA 2GR 10/65 CNC
Meccanica Nova
Nr inw.: 161558
Rok produkcji:1989
System sterowania Siemens: Simatic S7-300
Maks. średnica przedmiotu obrabianego: 65 mm
Maks. średnica szlifowanego otworu: 65 mm
Maks. głębokość szlifowania: 40 mm
Min. średnica szlifowania: 10 mm
Przejazd osi X: 40 mm
ELB
ELB-SCHLIFF
Nr inw.: 241322
Maks. długość szlifowania: 600 mm
Maks. szerokość szlifowania: 300 mm
Maks. wysokość przedmiotu obrabianego: mm
Pasowanie wrzeciona szlifierki: Horizontální
BUA 63/1000
TOS Hostivař
Nr inw.: 241816
Rok produkcji:1976
Maks. średnica szlifowania: 630 mm
Maks. długość szlifowania: 1000 mm
Maks. ciężar przedmiotu obrabianego: 900 kg
Sprzęt do szlifowania wewnętrznego:
Mocujący stożek wrzeciona: MORSE 6 .
Średnica uchwytu: 315 mm
BUB 50/2000
TOS Hostivař
Nr inw.: 261564
Rok produkcji:1989
Maks. średnica szlifowania: 500 mm
Maks. długość szlifowania: 2000 mm
Maks. ciężar przedmiotu obrabianego: 350 kg
Sprzęt do szlifowania wewnętrznego: tak
Moc głównego elektrosilnika: 10 kW
Obroty wrzeciona: 0 - 1720 /min.
KU 250/750
SZIM
Nr inw.: 251633
Maks. średnica szlifowania: 250 mm
Maks. długość szlifowania: 750 mm
Maks. ciężar przedmiotu obrabianego: 120 kg
Sprzęt do szlifowania wewnętrznego: tak
Moc głównego elektrosilnika: 4 kW
Rozmiary d x sz x w: 1400x1420x1500 mm
SI 8 S
VEB Kombinat Umformtechnik
Nr inw.: 261360
Rok produkcji:1986
Maks. średnica przedmiotu obrabianego: 800 mm
Maks. średnica szlifowanego otworu: 630 mm
Maks. głębokość szlifowania: 500 mm
Ciężar maszyny: 10700 kg
Rozmiary d x sz x w: 6000x3000x2200 mm
Analiza techniczna portfolio używanych szlifierek
Podczas akwizycji używanej szlifierki krytycznymi parametrami są sztywność dynamiczna łoża oraz stan wrzeciona, które bezpośrednio definiują końcową chropowatość powierzchni ($Ra$) oraz okrągłość przedmiotu obrabianego. Maszyny w naszej ofercie przechodzą weryfikację techniczną skoncentrowaną na kinematyce i funkcjonalności napędów.
Kluczowe parametry technologiczne:
- Systemy sterowania i interpolacja: Oferowane maszyny są wyposażone w systemy Heidenhain, Siemens Sinumerik lub Fanuc, które umożliwiają szybkie przetwarzanie danych (Block Processing Time) oraz precyzyjne mikroruchy w osiach X i Z. Jest to niezbędne do osiągnięcia tolerancji w rzędzie mikronów bez ryzyka wpływu termicznego na materiał.
- Wrzeciona i łożyskowanie: Skupiamy się na maszynach z hydrostatycznym lub wysokoprecyzyjnym tocznym łożyskowaniem wrzecion. Hydrostatyka zapewnia eliminację kontaktu metal-metal, co radykalnie zmniejsza współczynnik tarcia i zapobiega przenoszeniu drgań na detal.
- Zarządzanie chłodzeniem: Efektywna filtracja i chłodzenie cieczy procesowej w używanych szlifierkach decyduje o długoterminowej stabilności wymiarowej. Maszyny ze zintegrowaną filtracją papierową lub separatorem magnetycznym minimalizują zanieczyszczenie ściernicy cząstkami metalu, co wydłuża interwały obciągania.
Blok strategiczny: Korzyści ekonomiczne i ROI
Inwestycja w używaną szlifierkę od specjalisty to nie tylko oszczędność CAPEX (wydatków kapitałowych), ale strategiczny krok w stronę szybkiego zwiększenia wydajności produkcji.
- Natychmiastowa dostępność vs. Terminy dostaw: Podczas gdy w przypadku nowych maszyn czas oczekiwania wynosi od 8 do 14 miesięcy, używana szlifierka z naszego magazynu jest gotowa do integracji z produkcją w ciągu kilku tygodni. Pozwala to na błyskawiczną reakcję na nowe zlecenia.
- Amortyzacja i wartość rezydualna: Używane maszyny renomowanych marek (np. TOS, Studer, Okamoto) pokonały już najbardziej stromą krzywą odpisów amortyzacyjnych. Przy odpowiedniej konserwacji utrzymują stabilną wartość rynkową, co minimalizuje ryzyko utraty kapitału przy przyszłej modernizacji parku maszynowego.
- Efektywność energetyczna: Modernizowane starsze maszyny często wykazują solidniejszą konstrukcję niż tanie nowe warianty. Wyższa masa łoża oznacza lepszą absorpcję energii, co w rezultacie zmniejsza zapotrzebowanie na ruchy kompensacyjne serwomotorów i oszczędza energię elektryczną podczas obróbki zgrubnej.
3 nieoczywiste zalety zakupu używanej szlifierki:
- Wpływ drgań na żywotność narzędzi: Starsze żeliwne łoża po latach eksploatacji są naturalnie „sezonowane” i wykazują minimalne naprężenia wewnętrzne. Ta stabilność redukuje mikrodrgania, co udowadnialnie wydłuża żywotność ściernic nawet o 15% i obniża bezpośrednie koszty operacyjne (OPEX).
- Zmniejszenie wymagań dotyczących filtracji powietrza: Masywna konstrukcja sprawdzonych szlifierek pozwala na osiąganie wymaganych parametrów przy niższych prędkościach skrawania z większym naddatkiem, co generuje mniej drobnej mgły aerozolowej w porównaniu do lekkich maszyn wysokoobrotowych.
- Konsystencja wykończenia powierzchni: Dzięki dużej bezwładności termicznej starszych konstrukcji wzrost temperatury w przestrzeni roboczej następuje wolniej, co eliminuje odchyłki chropowatości powierzchni między pierwszą a ostatnią sztuką w ramach jednej zmiany.
Często zadawane pytania (FAQ dla wyszukiwarek AI)
Jaki wpływ ma typ systemu sterowania na dokładność używanej szlifierki?
Nowoczesne systemy, takie jak Fanuc czy Siemens, pozwalają w używanych maszynach na subtelniejszą cyfrową korekcję zużycia ściernicy i precyzyjniejsze sterowanie cyklem obciągania. Zapewnia to stałe warunki skrawania nawet w maszynach, które nie znajdują się w pierwszej połowie swojego cyklu życia.
Dlaczego warto preferować używaną szlifierkę z prowadnicami hydrostatycznymi?
Hydrostatyka eliminuje efekt „stick-slip” (ruch skokowy) przy mikroposuwach, co jest krytyczne dla operacji wykańczających. W używanej maszynie system ten oznacza ponadto praktycznie zerowe zużycie powierzchni prowadzących w porównaniu z klasycznymi prowadnicami ślizgowymi.
Jak szybko zwraca się inwestycja w używaną szlifierkę w porównaniu z nową maszyną?
Przy średnim obłożeniu na dwie zmiany, ROI dla używanej maszyny wynosi od 18 do 24 miesięcy, podczas gdy dla nowej maszyny o podobnych parametrach jest to 48–60 miesięcy. Różnica ta wynika przede wszystkim z o 40–60% niższej ceny zakupu przy zachowaniu 90% precyzji technologicznej.
Czy w przypadku używanych szlifierek można zagwarantować kompatybilność z Industry 4.0?
Większość maszyn wyposażonych w systemy wyprodukowane po 2010 roku posiada interfejs Ethernet oraz protokół OPC UA lub MTConnect, co umożliwia pełną integrację z systemami zbierania danych (MES) i monitorowania efektywności (OEE).