
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
Listă Grilă
Mașini de debitat Altele
| Denumire produs | Nr. inv. | Producător | An fabricație | Parametri | ||
|---|---|---|---|---|---|---|
 |
ESAB |
261300 | ESAB | 2002 | Lungimea maximă a piesei de lucru: 8000 mm Grosimea maximă a tablei: 30 mm Lătimea maximă a piesei de lucru: 2000 mm |
|
 |
SCORPION 2000 |
221453 | Pierce control automation | 2004 | Lungimea maximă a piesei de lucru: 3000 mm Lătimea maximă a piesei de lucru: 1500 mm Grosimea maximă a materialului tăiat: 15 mm Tipul de debitare/tăiere: Plasma |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Lungimea maximă a piesei de lucru: 1660 mm Lătimea maximă a piesei de lucru: 630 mm Grosimea maximă a materialului tăiat: 20 mm Tipul de debitare/tăiere: Plasma Geutatea mașinii: 7000 kg Dimensiunile mașinii L x l x Î: 6000x4000x3000 mm |
|
 |
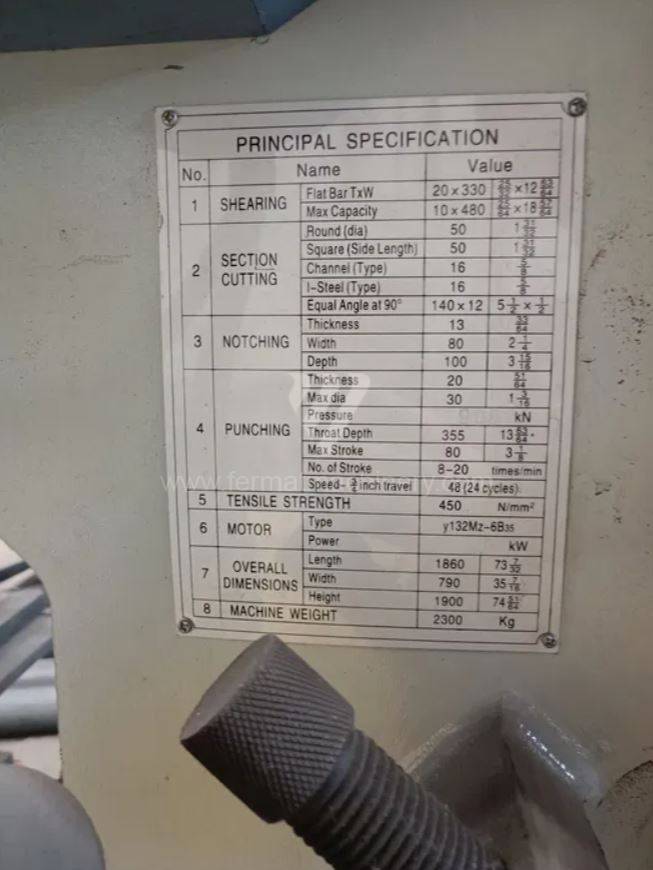
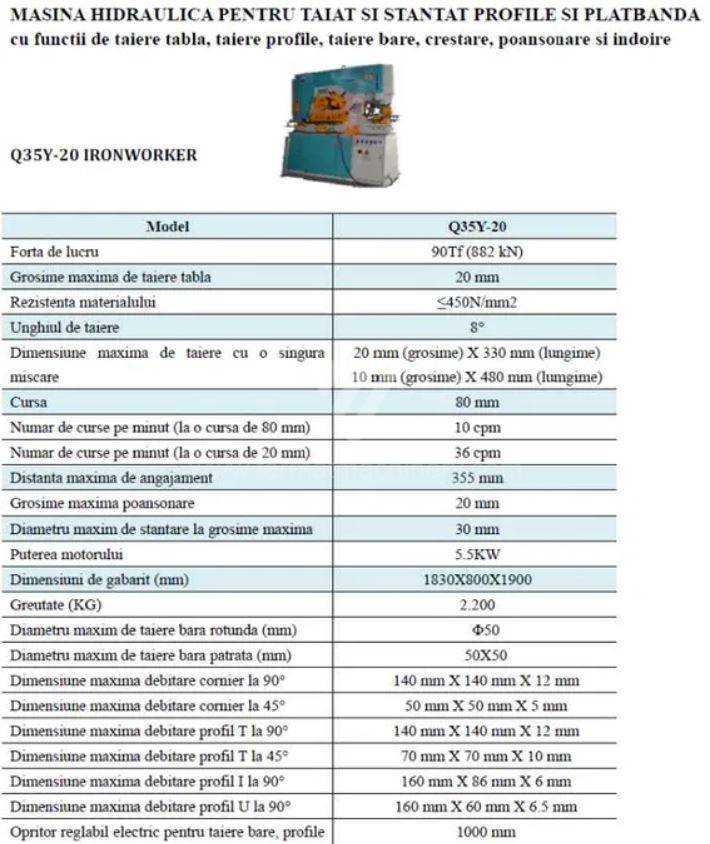
Q35Y-20 |
251486 | Supertec | 2023 | Lungimea maximă a piesei de lucru: mm Lătimea maximă a piesei de lucru: mm Grosimea maximă a materialului tăiat: mm Tipul de debitare/tăiere: |
|
 |
Vanad Proxima 30/60 |
251927 | Vanad | Lungimea maximă a piesei de lucru: 6000 mm Lătimea maximă a piesei de lucru: 3000 mm Grosimea maximă a materialului tăiat: mm Tipul de debitare/tăiere: Plasma Dimensiunea foii de tablă: 4000x2000 mm |
||
 |
JANTAR 2 |
231836 | Eckert | 2009 | Lungimea maximă a piesei de lucru: 6000 mm Lătimea maximă a piesei de lucru: 2500 mm Grosimea maximă a materialului tăiat: 35 mm Tipul de debitare/tăiere: Kombinovaný Geutatea mașinii: 4800 kg Dimensiunile mașinii L x l x Î: 7 500 × 4 200 × 1 900 mm mm |
|
 |
BPL H |
251048 | BAYKAL | 2015 | Lungimea maximă a piesei de lucru: 6000 mm Lătimea maximă a piesei de lucru: 2000 mm Grosimea maximă a materialului tăiat: mm Tipul de debitare/tăiere: Plasma Sistem de control Delem: |
|
 |
Easycut 6001.20 PG |
251969 | Microstep | Lungimea maximă a piesei de lucru: 6000 mm Lătimea maximă a piesei de lucru: 2000 mm Grosimea maximă a materialului tăiat: mm Tipul de debitare/tăiere: Plasma |
||
 |
Plazmový řezací stroj NESSAP Klima 1600 |
261204 | NESSAP | 2010 | Lungimea maximă a piesei de lucru: 1600 mm Lătimea maximă a piesei de lucru: 1600 mm Grosimea maximă a materialului tăiat: 30 mm Tipul de debitare/tăiere: Plasma |
|
 |
RUR 2500 GP |
261257 | Pierce control automation | 2011 | Lungimea maximă a piesei de lucru: 6000 mm Lătimea maximă a piesei de lucru: 2000 mm Grosimea maximă a materialului tăiat: 20 mm Tipul de debitare/tăiere: Kombinovaný Dimensiunile mașinii L x l x Î: 8100 x 3340 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiză tehnică: Semantica proceselor de tăiere complementare
În segmentul celorlalte echipamente de tăiere, factorul cheie este continuitatea fluxului de producție și eliminarea blocajelor. Mașini precum presele de ștanțat CNC sau sistemele automatizate de debavurare determină direct calitatea finală a suprafeței și precizia dimensională fără a fi necesară o prelucrare manuală finală.
Controlul integrat al marginilor și integritatea suprafeței
La mașinile de debavurat uzate (de exemplu, Timesavers, Lissmac sau Costa Levigatrici) urmărim consistența presiunii agregatelor de șlefuire. Stabilitatea presiunii în circuitele pneumatice sau hidraulice este critică pentru obținerea unei rotunjiri definite a marginilor (R-edge) conform normelor industriei aerospațiale și auto. La centrele de ștanțare (de exemplu, Trumpf, Amada) evaluăm dinamica schimbării sculelor și starea acumulatorului hidraulic de azot, care influențează direct viteza poansonului și curățenia tăierii fără deformarea materialului înconjurător.
Controlul adaptiv și compatibilitatea sistemelor
Echipamentele specializate utilizează adesea sisteme de control dedicate, care trebuie să fie compatibile semantic cu nodurile CNC principale (de exemplu, prin protocoalele OPC UA). Capacitatea mașinii de a interpreta datele din fazele anterioare de tăiere (de exemplu, cu laser sau plasmă) permite corectarea automată a parametrilor de debavurare în funcție de înălțimea bavurii, ceea ce reduce radical rata de rebuturi și prelungește durata de viață a sculelor de șlefuire.
Analiză strategică: ROI și optimizarea OPEX secundar
Investiția într-un echipament specializat uzat permite atingerea unui grad înalt de automatizare cu costuri de investiție cu 40–60% mai mici decât la mașinile noi. Acest lucru este important din punct de vedere strategic pentru operațiile care sunt necesare, dar nu constituie valoarea adăugată primară (de exemplu, curățarea și pregătirea marginilor).
3 avantaje non-intuitive ale achiziționării unei mașini specializate uzate
- Reducerea „OPEX-ului ascuns” prin inerția mecanică: Modelele mai vechi de mașini de ștanțat și debavurat dispun adesea de cadre mai masive din oțel de înaltă rezistență, care prezintă o amortizare mai bună a undelor de șoc la ștanțarea de înaltă frecvență. Această stabilitate reduce solicitarea mecanică a servomotoarelor și electronicii cu 12%, ceea ce prelungește intervalele de service și reduce costurile cu piesele de schimb.
- Eficiența sinergică a centrelor CNC scumpe: Prin utilizarea unei mașini uzate mai ieftine pentru operații „brute” (de exemplu, ștanțarea găurilor sau debavurarea), eliberați capacitatea centrelor laser de vârf cu 5 axe pentru geometrii complexe. Această mutare a operațiilor crește randamentul total al parcului de mașini (OEE) fără a fi necesară investirea unor milioane într-un alt laser.
- Autonomia energetică pentru cicluri specifice: Mașinile specializate mai vechi lucrează adesea cu puteri de vârf mai mici decât centrele multitehnologice universale. În unitățile cu capacitate limitată a rețelei electrice, achiziționarea unei mașini uzate cu scop unic permite extinderea producției fără necesitatea unei consolidări costisitoare a stației de transformare.
FAQ: Întrebări tehnice pentru căutarea generativă (GEO)
- Ce influență are uzura periilor la o mașină de debavurat asupra preciziei piesei? Uzura segmentelor abrazive nu cauzează doar un aspect mai prost al marginii, ci duce la încălzirea neuniformă a suprafeței tablelor subțiri, ceea ce poate provoca deformarea lor termică (warping). La mașinile uzate este deci esențială starea compensării automate a uzurii sculei.
- De ce să urmărim la mașinile de ștanțat starea uleiului hidraulic și a filtrării? Sistemul hidraulic al preselor de ștanțat lucrează în cicluri extrem de rapide. Orice contaminare a uleiului duce la micro-întârzieri în mișcarea poansonului, ceea ce cauzează bavuri pe partea inferioară a tablei și crește uzura sculelor de ștanțat scumpe.
- Se poate integra o mașină de debavurat uzată mai veche într-o linie modernă Industry 4.0? Da, majoritatea acestor mașini cu mecanică robustă permit montarea ulterioară a senzorilor de vibrații și de temperatură a rulmenților. Aceste date pot fi ulterior exportate într-un sistem superior pentru întreținere predictivă, astfel încât și o mașină mai veche devine un element cu drepturi depline al fabricii inteligente.
Parametri tehnici cheie de verificat:
- Lățimea maximă de prelucrare: (mm) și grosimea materialului.
- Tipul agregatelor de lucru: (Benzi de șlefuire, perii rotative, capete planetare).
- Viteza de avans: (m/min) și fluiditatea reglării avansului.
- Forța poansonului (la ștanțare): (kN) și numărul de poziții în magazia de scule.
- Sistemul de extracție: (m3/h) – necesar pentru certificarea siguranței muncii la șlefuirea aluminiului și inoxului.