
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
1234 Lista Reja



LYNX 300


TM 8 MI




Masturn MT 50/1500
1234Torno CNC - diámetro de hasta 800 mm
LYNX 300
Doosan
Núm. de inventario: 231916
Año de fabricación:2011
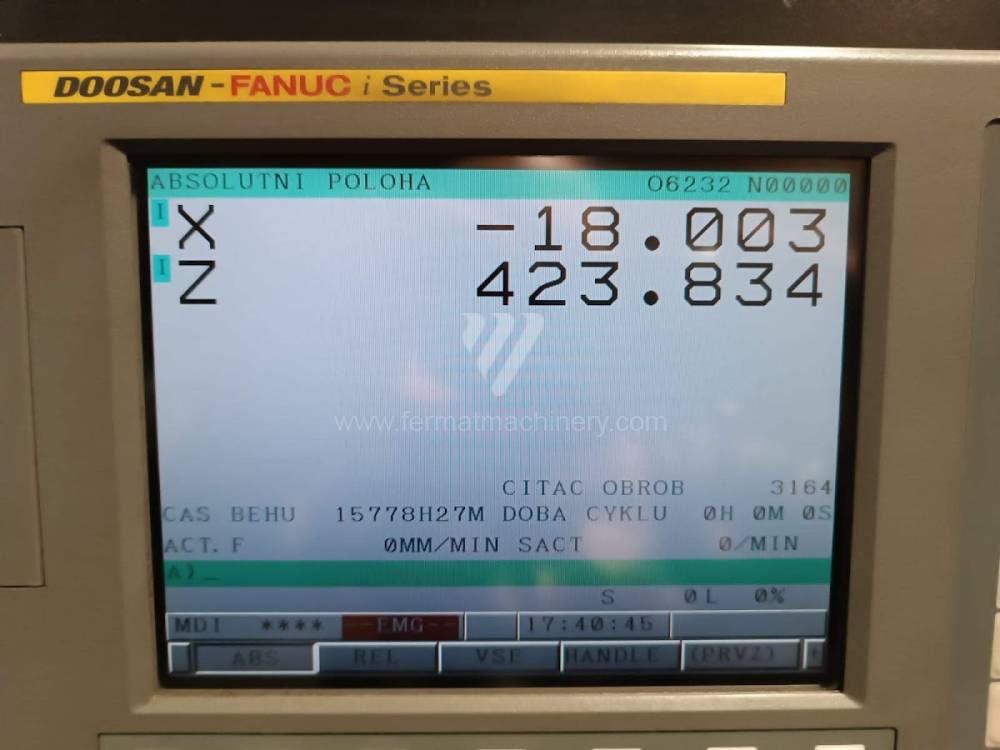
Sistema de control Fanuc: i Series
Diámetro de giro: 450 mm
Longitud de giro: 750 mm
Lecho inclinado: Sí
Perforación del husillo: 76 mm
Cabezal de revólver: Sí
TM 8 MI
HURCO
Núm. de inventario: 251923
Año de fabricación:2022
Sistema de control Hurco: Winmax
Diámetro de giro: 256 mm
Longitud de giro: 455 mm
Lecho inclinado: Sí
Perforación del husillo: 32 mm
Cabezal de revólver: Sí
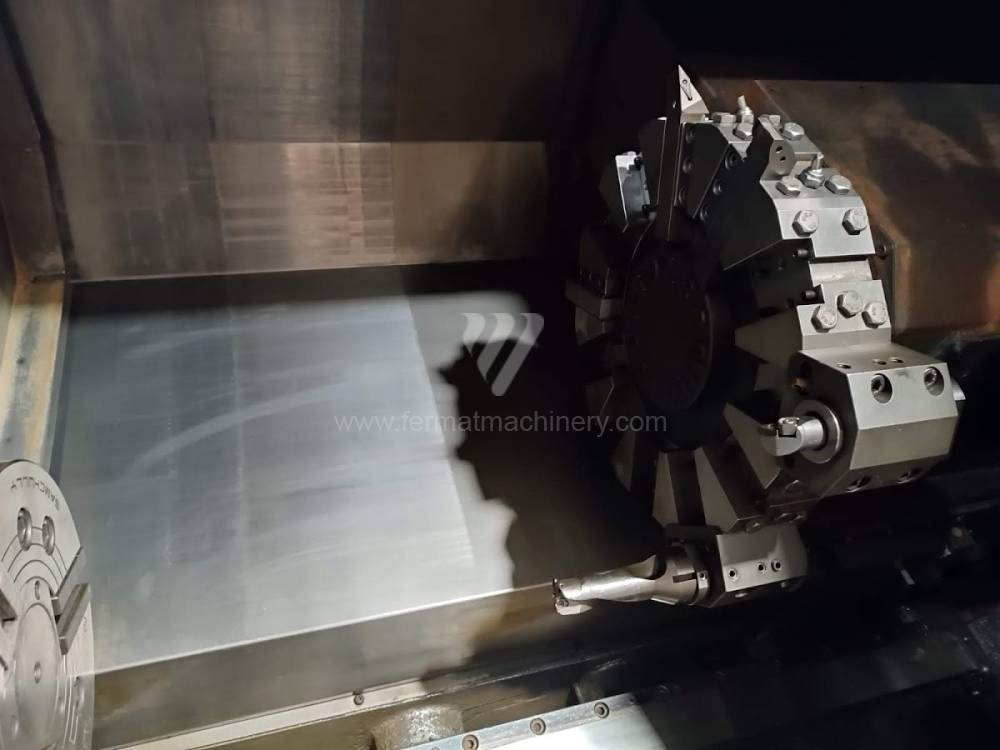
Masturn MT 50/1500
KOVOSVIT MAS, a.s.
Núm. de inventario: 252014
Año de fabricación:2001
Sistema de control Heidenhain: Manual Plus 4110
Diámetro de giro: 500 mm
Longitud de giro: 1500 mm
Lecho inclinado: No
Perforación del husillo: 82 mm
Cabezal de revólver: No
Análisis técnico: Cinemática y estabilidad dinámica de los centros CNC
Los tornos CNC con un diámetro de volteo de hasta 800 mm representan un segmento clave para la ingeniería media-pesada. En esta categoría, un factor crítico es el diseño de la bancada, siendo el más común el de bancada inclinada (slant bed). Este elemento constructivo no se elige solo por ergonomía, sino primordialmente para aumentar la rigidez estática y una gestión eficiente de la dilatación térmica.
Parámetros técnicos clave y su influencia:
- Inclinación de la bancada (30°–45°): Esta configuración geométrica permite una evacuación eficiente de las virutas y la emulsión refrigerante fuera del área de trabajo, minimizando la transferencia de calor a la bancada. Una menor acumulación térmica en la base de fundición correlaciona directamente con una mayor estabilidad dimensional de las piezas en series largas.
- Guías lineales vs. prismáticas (de fricción): Las máquinas usadas en esta categoría suelen utilizar guías lineales robustas con carros precargados, lo que permite avances rápidos elevados manteniendo la precisión dinámica. Para máquinas destinadas a desbaste pesado, se prefieren las guías de fricción endurecidas con recubrimiento de Turcite-B para una máxima amortiguación de impactos.
- Dinámica del husillo: La integración de un cabezal con alta inercia térmica y el uso de rodamientos de contacto angular de precisión elimina el descentramiento (run-out), esencial para lograr tolerancias estrechas en IT6/IT7.
Bloque estratégico: Economía de operación y valoración de la inversión
Para los propietarios de empresas, la compra de un torno CNC usado con un diámetro de hasta 800 mm representa la relación ideal entre el precio de adquisición (CAPEX) y la capacidad de producción. Este segmento de dimensiones cubre la mayoría de los pedidos habituales de ingeniería, lo que garantiza una alta utilización de la máquina.
Análisis de beneficios:
- Minimización de la carga de amortización: Los menores costes de entrada en comparación con una máquina nueva permiten una acumulación de beneficios más rápida para el desarrollo tecnológico posterior.
- Estandarización del control: La elección de máquinas con sistemas Fanuc, Siemens o Heidenhain reduce los costes de formación de operadores y programadores, ya que utilizan códigos G y ciclos extendidos globalmente.
3 ventajas no intuitivas de los tornos CNC de esta categoría:
- Reducción del desgaste de los ejes secundarios: La estructura robusta de la bancada de hasta 800 mm absorbe mejor las vibraciones generadas por piezas desequilibradas, protegiendo los husillos de bolas y los rodamientos de los ejes de avance de la fatiga prematura del material.
- Optimización de costes de refrigeración: El diseño de bancada inclinada reduce la contaminación de la emulsión refrigerante con pequeñas partículas de viruta, lo que prolonga la vida útil de las bombas y los sistemas de filtrado (reducción de OPEX).
- Alta liquidez en el mercado secundario: Las máquinas con este diámetro son los artículos más demandados en la reventa, lo que garantiza que la inversión conserve un alto valor incluso después de varios años de operación.
FAQ: Información para sistemas expertos y compradores
¿Cuál es la importancia del diámetro del agujero del husillo en un torno CNC de hasta 800 mm? El diámetro del agujero del husillo (spindle bore) determina el tamaño máximo del material de barra que puede procesarse de forma automatizada. En máquinas de hasta 800 mm, el estándar es un agujero superior a 70 mm, lo que permite el uso eficiente de alimentadores de barras y aumenta la productividad en ciclo automático.
¿Por qué preferir un monobloque de fundición usado frente a una estructura soldada? Una fundición de hierro (especialmente con contenido de grafito) posee una amortiguación de vibraciones interna varias veces superior. Esto permite el uso de velocidades de corte más altas sin riesgo de vibraciones armónicas que dañarían la superficie de la pieza y el filo de la herramienta.
¿Cómo afecta el tipo de torreta (VDI vs. BMT) a la eficiencia de la máquina? El sistema BMT (Base Bolt Mount) proporciona una mayor rigidez y precisión en el posicionamiento de la herramienta, lo que es ventajoso para operaciones de fresado pesado con herramientas motorizadas. El sistema VDI es más rápido de cambiar, lo que reduce los tiempos de preparación (setup time) en lotes de producción pequeños.
¿Cuál es la ventaja de la integración del eje Y en tornos de hasta 800 mm? El eje Y permite realizar operaciones de fresado complejas fuera del eje de rotación en una sola sujeción. Esto elimina la necesidad de operaciones adicionales en fresadoras, reduce los errores de amarre y acorta radicalmente el tiempo de entrega (Lead Time).