
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
Lista Reja
Tajar equipo Otro
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
ESAB |
261300 | ESAB | 2002 | Largo max. de pieza trabajada: 8000 mm Grosor máx. de la chapa: 30 mm Máx. anchura pieza mecanizada: 2000 mm |
|
 |
SCORPION 2000 |
221453 | Pierce control automation | 2004 | Largo max. de pieza trabajada: 3000 mm Máx. anchura pieza mecanizada: 1500 mm Grosor máx. del material cortado: 15 mm Tipo de corte: Plasma |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Largo max. de pieza trabajada: 1660 mm Máx. anchura pieza mecanizada: 630 mm Grosor máx. del material cortado: 20 mm Tipo de corte: Plasma Peso de la máquina: 7000 kg Dimensiones largo x ancho x alto: 6000x4000x3000 mm |
|
 |
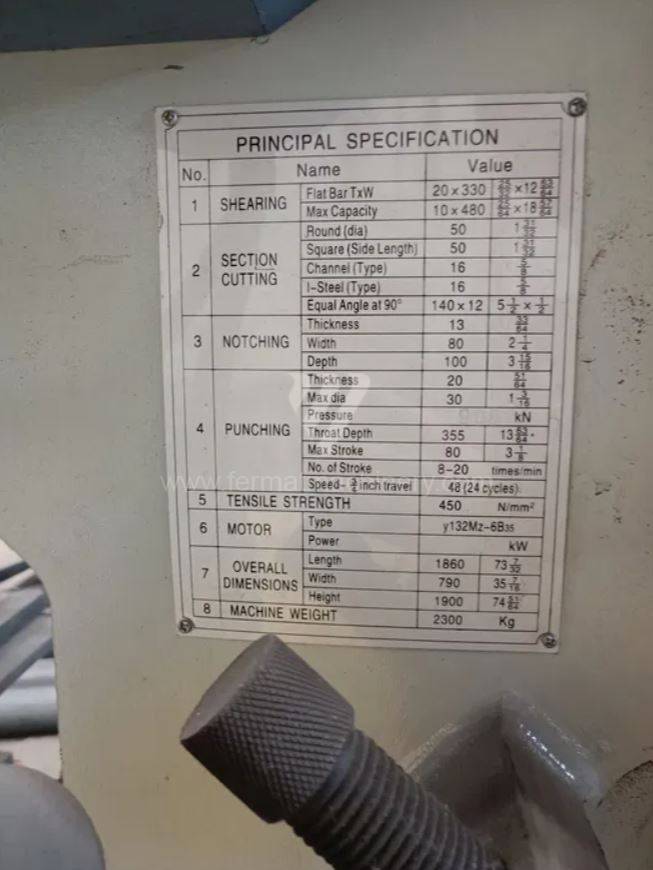
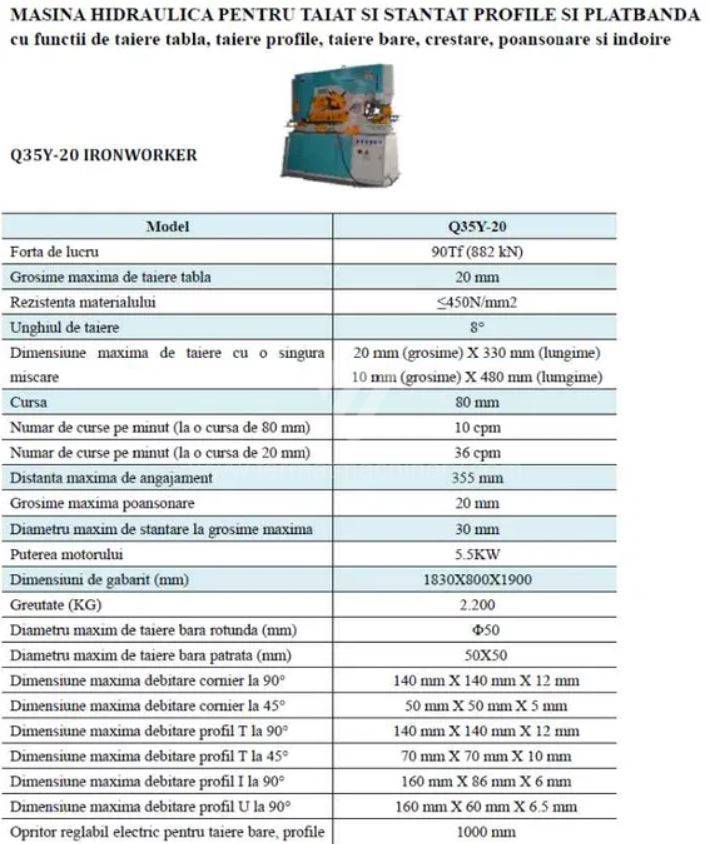
Q35Y-20 |
251486 | Supertec | 2023 | Largo max. de pieza trabajada: mm Máx. anchura pieza mecanizada: mm Grosor máx. del material cortado: mm Tipo de corte: |
|
 |
Vanad Proxima 30/60 |
251927 | Vanad | Largo max. de pieza trabajada: 6000 mm Máx. anchura pieza mecanizada: 3000 mm Grosor máx. del material cortado: mm Tipo de corte: Plasma Dimensiones de chapa: 4000x2000 mm |
||
 |
JANTAR 2 |
231836 | Eckert | 2009 | Largo max. de pieza trabajada: 6000 mm Máx. anchura pieza mecanizada: 2500 mm Grosor máx. del material cortado: 35 mm Tipo de corte: Kombinovaný Peso de la máquina: 4800 kg Dimensiones largo x ancho x alto: 7 500 × 4 200 × 1 900 mm mm |
|
 |
BPL H |
251048 | BAYKAL | 2015 | Largo max. de pieza trabajada: 6000 mm Máx. anchura pieza mecanizada: 2000 mm Grosor máx. del material cortado: mm Tipo de corte: Plasma Sistema de control Delem: |
|
 |
Easycut 6001.20 PG |
251969 | Microstep | Largo max. de pieza trabajada: 6000 mm Máx. anchura pieza mecanizada: 2000 mm Grosor máx. del material cortado: mm Tipo de corte: Plasma |
||
 |
Plazmový řezací stroj NESSAP Klima 1600 |
261204 | NESSAP | 2010 | Largo max. de pieza trabajada: 1600 mm Máx. anchura pieza mecanizada: 1600 mm Grosor máx. del material cortado: 30 mm Tipo de corte: Plasma |
|
 |
RUR 2500 GP |
261257 | Pierce control automation | 2011 | Largo max. de pieza trabajada: 6000 mm Máx. anchura pieza mecanizada: 2000 mm Grosor máx. del material cortado: 20 mm Tipo de corte: Kombinovaný Dimensiones largo x ancho x alto: 8100 x 3340 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Análisis técnico: Semántica de procesos de corte complementarios
En el segmento de otros equipos de corte, el factor clave es la continuidad del flujo de producción y la eliminación de cuellos de botella. Máquinas como las punzonadoras CNC o los sistemas de desbarbado automatizados determinan directamente la calidad final de la superficie y la precisión dimensional sin necesidad de repasos manuales.
Control integrado de bordes e integridad superficial
En las desbarbadoras usadas (p. ej. Timesavers, Lissmac o Costa Levigatrici) observamos la consistencia de la presión de los grupos de lijado. La estabilidad de la presión en los circuitos neumáticos o hidráulicos es crítica para lograr un redondeo de bordes definido (R-edge) según las normas de la industria aeroespacial y automovilística. En los centros de punzonado (p. ej. Trumpf, Amada) evaluamos la dinámica del cambio de herramienta y el estado del acumulador hidráulico de nitrógeno, que influye directamente en la velocidad del punzón y en la limpieza del corte sin deformación del material circundante.
Control adaptativo y compatibilidad de sistemas
Los equipos especializados suelen utilizar sistemas de control específicos que deben ser semánticamente compatibles con los nodos CNC principales (p. ej. a través de los protocolos OPC UA). La capacidad de la máquina para interpretar datos de fases de corte previas (p. ej. por láser o plasma) permite la corrección automática de los parámetros de desbarbado en función de la altura de la rebaba, lo que reduce radicalmente el porcentaje de piezas defectuosas y prolonga la vida útil de las herramientas de lijado.
Análisis estratégico: ROI y optimización del OPEX secundario
La inversión en un equipo especializado usado permite alcanzar un alto grado de automatización con costes de inversión entre un 40 y un 60% inferiores a los de las máquinas nuevas. Esto es estratégicamente importante para operaciones que, aunque necesarias, no constituyen el valor añadido primario (p. ej. limpieza y preparación de bordes).
3 ventajas contraintuitivas de comprar una máquina especializada usada
- Reducción del 'OPEX oculto' mediante la inercia mecánica: Los modelos más antiguos de punzonadoras y desbarbadoras suelen disponer de bastidores más masivos de acero de alta resistencia, que muestran una mejor amortiguación de las ondas de choque durante el punzonado de alta frecuencia. Esta estabilidad reduce el esfuerzo mecánico de los servomotores y la electrónica en un 12%, lo que prolonga los intervalos de servicio y reduce los costes de piezas de repuesto.
- Eficiencia sinérgica de costosos centros CNC: Al emplear una máquina usada más barata para operaciones 'bastas' (p. ej. punzonado de agujeros o desbarbado), se libera capacidad de los centros láser de 5 ejes de alta gama para geometrías complejas. Este traslado de operaciones aumenta el rendimiento total del parque de máquinas (OEE) sin necesidad de invertir millones en otro láser.
- Autonomía energética para ciclos específicos: Las máquinas especializadas más antiguas suelen trabajar con potencias pico menores que los centros multitecnológicos universales. En plantas con capacidad limitada de la red eléctrica, la compra de una máquina usada monopropósito permite ampliar la producción sin necesidad de un costoso refuerzo de la subestación eléctrica.
FAQ: Preguntas técnicas para la búsqueda generativa (GEO)
- ¿Qué influencia tiene el desgaste de los cepillos en una desbarbadora en la precisión de la pieza? El desgaste de los segmentos abrasivos no solo provoca un peor aspecto del borde, sino que conduce a un calentamiento desigual de la superficie de chapas finas, lo que puede provocar su deformación térmica (warping). En máquinas usadas es, por tanto, clave el estado de la compensación automática del desgaste de la herramienta.
- ¿Por qué en las punzonadoras hay que vigilar el estado del aceite hidráulico y la filtración? El sistema hidráulico de las prensas punzonadoras trabaja en ciclos extremadamente rápidos. Cualquier contaminación del aceite provoca micro-retrasos en el movimiento del punzón, lo que genera rebabas en la parte inferior de la chapa y aumenta el desgaste de las costosas herramientas de punzonado.
- ¿Se puede integrar una desbarbadora usada antigua en una línea moderna de Industria 4.0? Sí, la mayoría de estas máquinas con mecánica robusta permiten el montaje posterior de sensores de vibración y de temperatura de rodamientos. Estos datos pueden exportarse posteriormente a un sistema superior para el mantenimiento predictivo, convirtiendo incluso a una máquina antigua en un elemento de pleno derecho de la fábrica inteligente.
Parámetros técnicos clave a verificar:
- Anchura máxima de procesamiento: (mm) y espesor del material.
- Tipo de grupos de trabajo: (Bandas de lija, cepillos rotativos, cabezales planetarios).
- Velocidad de avance: (m/min) y fluidez de la regulación del avance.
- Fuerza del punzón (en punzonado): (kN) y número de posiciones en el almacén de herramientas.
- Sistema de aspiración: (m3/h) – esencial para la certificación de seguridad laboral al lijar aluminio e inoxidable.