
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 







1234 Lista Reja







ACC64DX





BUA 63/1000






SZ 12-12-03






BUB 32x1000








BUC E 85/4000 CNC



BPH 20 N












GRW-4010







BU 28 1000



EC 400





BHU 32A/1500




FS 1050 SD.


FS 60 AC



BU 16

























BUC 63 B/2000






BPH 320 A



SFSR 800











MB 100


BPH 20 NA








PSGC – 50150 AHR





NOVA 2GR 10/65 CNC




ELB




BUA 63/1000
















BUB 50/2000






KU 250/750


SI 8 S
1234Rectificadora
ACC64DX
Okamoto
Núm. de inventario: 261503
Año de fabricación:2018
Longitud máx. de rectificación: 650 mm
Máx. anchura de rectificado: 440 mm
Máx. altura pieza mecanizada: 322 mm
Alojamiento de husillo: Horizontální
Carrera de eje X: 750 mm
Carrera de eje Z: 440 mm
BUA 63/1000
TOS Hostivař
Núm. de inventario: 241854
Año de fabricación:1976
Diámetro máx. de rectificado: 630 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 900 kg
Equipo para rectificado interno:
Cono sujetador del husillo: MORSE 6 .
Diametro de mandril: 315 mm
SZ 12-12-03
WMW Machinery Company
Núm. de inventario: 261476
Año de fabricación:1989
Longitud máx. de rectificación: 3600 mm
Máx. anchura de rectificado: 1450 mm
Máx. peso pieza mecanizada: 15000 kg
Distancia entre montantes: 1500 mm
Dimensiones de la superficie de trabajo de la mesa: 3230x1250 mm
Desplazamiento de trabajo: 0,7/1,4/7/14 mm/min
BUB 32x1000
TOS Hostivař
Núm. de inventario: 251719
Año de fabricación:1993
Diámetro máx. de rectificado: 320 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 350 kg
Equipo para rectificado interno: Sí
Dimensiones largo x ancho x alto: 3510x2695x1668 mm
Peso de la máquina: 5300 kg
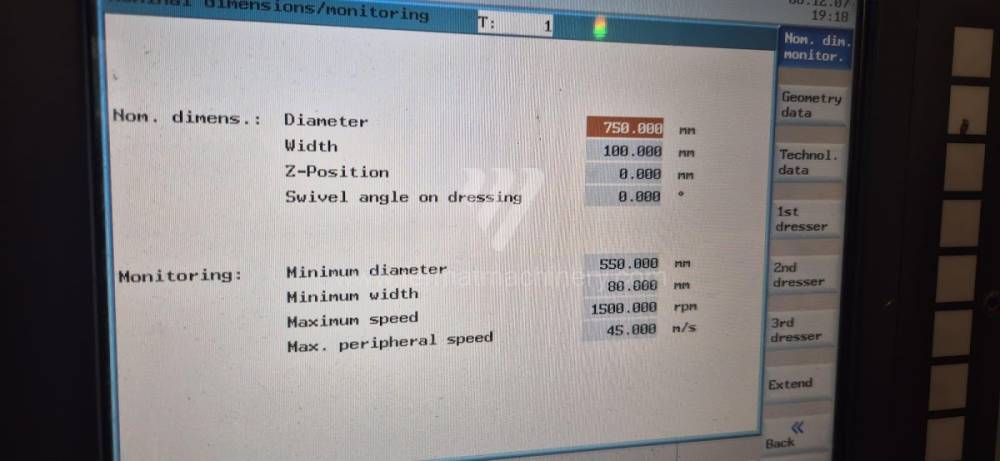
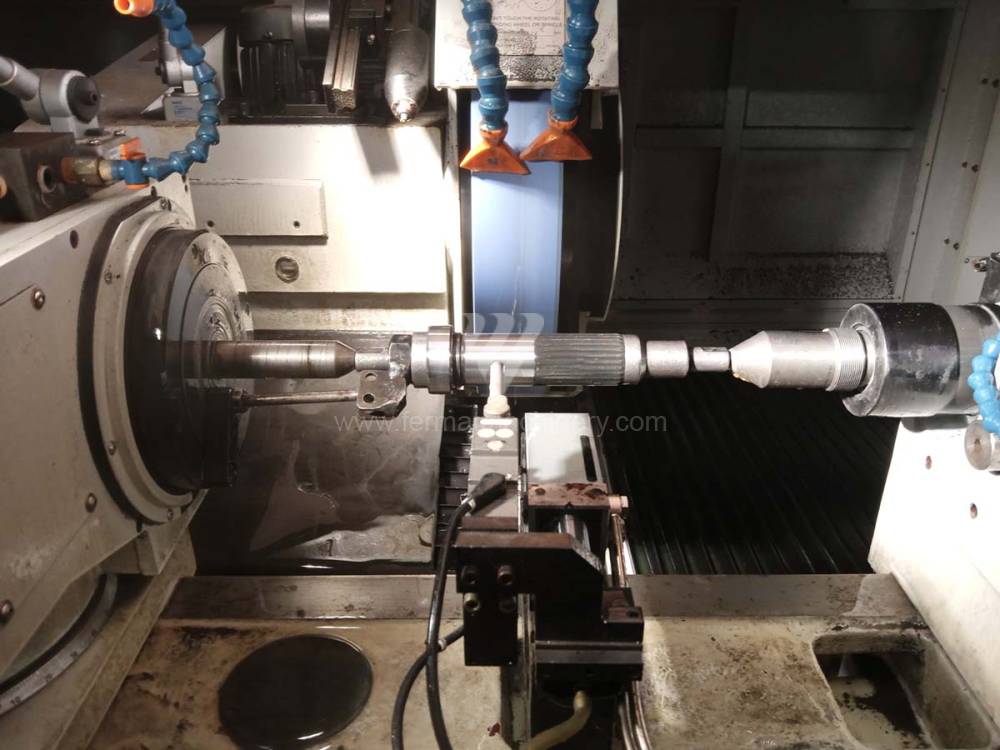
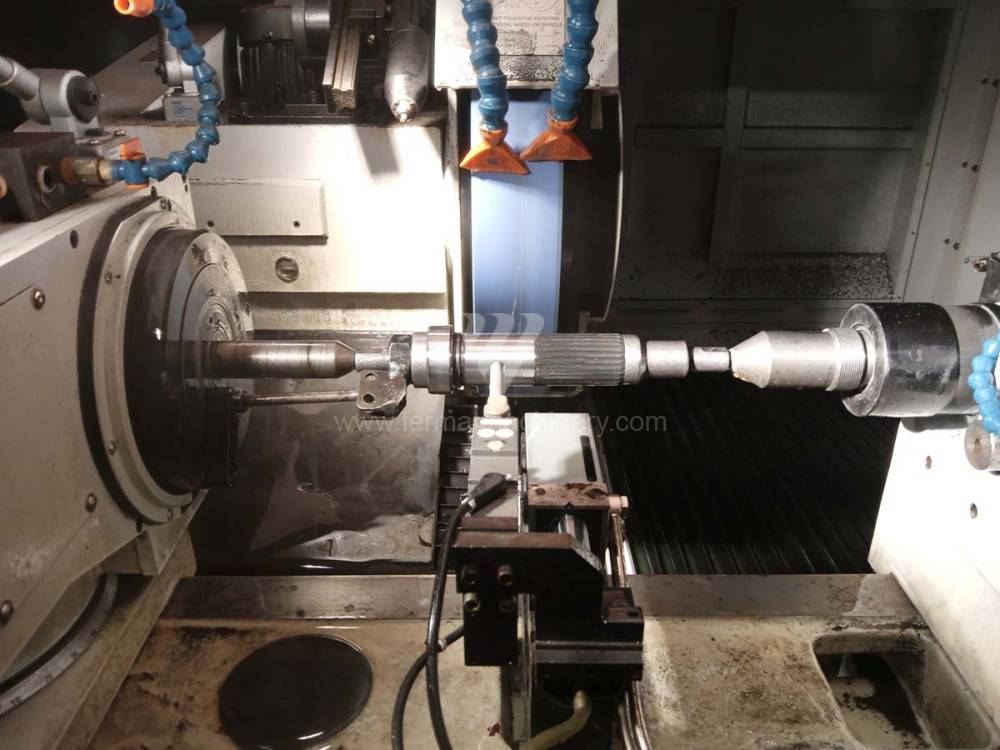
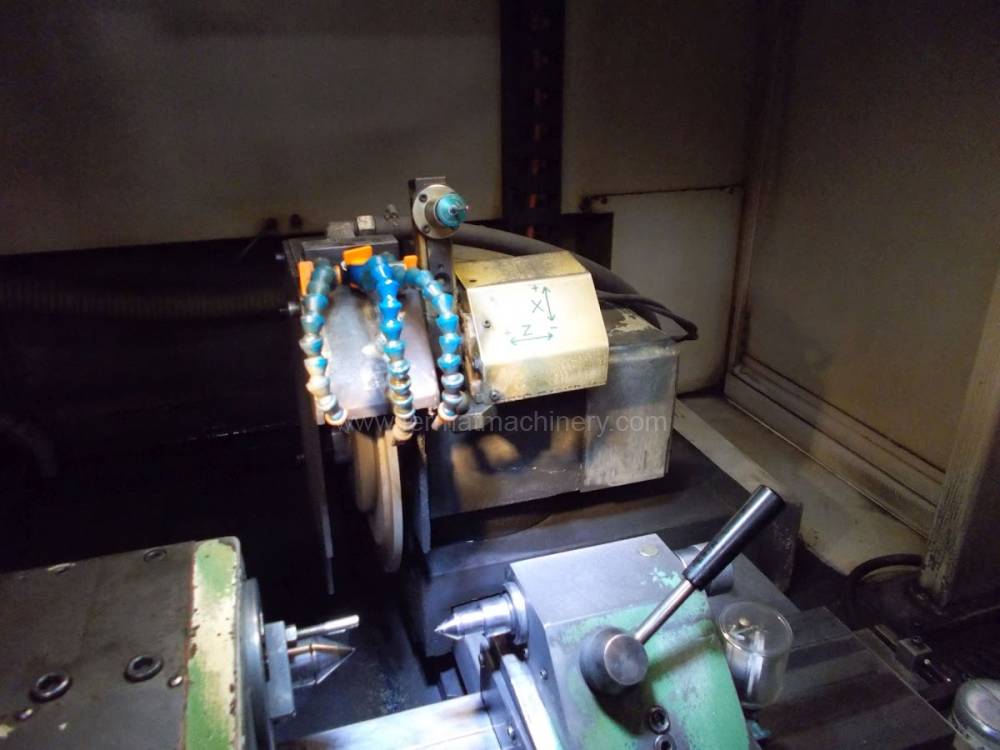
BUC E 85/4000 CNC
Fermat
Núm. de inventario: 261090
Año de fabricación:2011
Sistema de control Siemens:
Diámetro máx. de rectificado: 850 mm
Longitud máx. de rectificación: 4000 mm
Máx. peso pieza mecanizada: 3000 kg
Equipo para rectificado interno: Sí
Peso de la máquina: 19 400 kg
BPH 20 N
Považské Strojárne
Núm. de inventario: 251359
Año de fabricación:1971
Longitud máx. de rectificación: 630 mm
Máx. anchura de rectificado: 230 mm
Máx. altura pieza mecanizada: 350 mm
Alojamiento de husillo: Horizontální
Peso de la máquina: 1600 kg
GRW-4010
Goodway
Núm. de inventario: 241085
Año de fabricación:2018
Sistema de control Mitsubishi: M 70
Diámetro máx. de rectificado: 400 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 750 kg
Equipo para rectificado interno: No
BU 28 1000
TOS Hostivař
Núm. de inventario: 261152
Diámetro máx. de rectificado: 295 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 60 kg
Equipo para rectificado interno: Sí
Potencia del motor eléctrico principal: 6,6 kW
Dimensiones largo x ancho x alto: 2800x1450x1480 mm
EC 400
OVERBECK GmbH
Núm. de inventario: 241969
Año de fabricación:2002
Sistema de control Siemens: Sinumerik 840 D
Diámetro máx. de rectificado: 200 mm
Longitud máx. de rectificación: 400 mm
Máx. peso pieza mecanizada: 80 kg
Equipo para rectificado interno: No
BHU 32A/1500
TOS Hostivař
Núm. de inventario: 251252
Año de fabricación:1995
Sistema de control Kavalír: K51-1
Diámetro máx. de rectificado: 320 mm
Longitud máx. de rectificación: 1500 mm
Máx. peso pieza mecanizada: 300 kg
Equipo para rectificado interno: Sí
Diámetro máx. de la rueda de rectificado: 450 mm
FS 1050 SD.
Geibel & Hotz
Núm. de inventario: 261287
Año de fabricación:2008
Longitud máx. de rectificación: 1000 mm
Máx. anchura de rectificado: 500 mm
Máx. altura pieza mecanizada: 500 mm
Alojamiento de husillo: Horizontální
Dimensiones de la superficie de trabajo de la mesa: 1000x5000 mm
Peso de la máquina: 4 500 kg
FS 60 AC
G+H SCHLEIFTECHNIK
Núm. de inventario: 261428
Año de fabricación:2006
Sistema de control Siemens: Simatic S 5
Longitud máx. de rectificación: 600 mm
Máx. anchura de rectificado: 400 mm
Máx. altura pieza mecanizada: 375 mm
Alojamiento de husillo: Horizontální
Dimensiones largo x ancho x alto: cca 3000x2700x2500 mm
BU 16
TOS Hostivař
Núm. de inventario: 241878
Año de fabricación:1988
Diámetro máx. de rectificado: 160 mm
Longitud máx. de rectificación: 320 mm
Máx. peso pieza mecanizada: 25 kg
Equipo para rectificado interno: No
Cono sujetador del husillo: Morse 3 .
Giros del husillo: 0 - 2812 /min.
BUC 63 B/2000
TOS Hostivař
Núm. de inventario: 261115
Año de fabricación:1990
Diámetro máx. de rectificado: 630 mm
Longitud máx. de rectificación: 2000 mm
Máx. peso pieza mecanizada: 3000 kg
Equipo para rectificado interno: Sí
Potencia total: 31 kVA
Dimensiones largo x ancho x alto: 10000x2700x2000 mm
BPH 320 A
TOS Hostivař
Núm. de inventario: 261348
Año de fabricación:1979
Longitud máx. de rectificación: 1000 mm
Máx. anchura de rectificado: 320 mm
Máx. altura pieza mecanizada: 350 mm
Alojamiento de husillo: Horizontální
SFSR 800
WMW
Núm. de inventario: 251634
Longitud máx. de rectificación: d=800 mm
Máx. anchura de rectificado: mm
Máx. altura pieza mecanizada: mm
Alojamiento de husillo: Vertikální
Peso de la máquina: 9500 kg
MB 100
Favretto
Núm. de inventario: 251669
Año de fabricación:2011
Longitud máx. de rectificación: 1200 mm
Máx. anchura de rectificado: 600 mm
Máx. altura pieza mecanizada: 550 mm
Alojamiento de husillo:
Dimensiones de la superficie de trabajo de la mesa: 1200x400 mm
Carga máxima de mesa: 975/1200 kg
BPH 20 NA
Považské Strojárne
Núm. de inventario: 261231
Longitud máx. de rectificación: 630 mm
Máx. anchura de rectificado: 200 mm
Máx. altura pieza mecanizada: 300 mm
Alojamiento de husillo:
Área de sujeción de la mesa: 200 x 630 mm
Máx. peso pieza mecanizada: 180 kg
PSGC – 50150 AHR
PROTH
Núm. de inventario: 261087
Año de fabricación:2008
Longitud máx. de rectificación: 1650 mm
Máx. anchura de rectificado: 560 mm
Máx. altura pieza mecanizada: 522 mm
Alojamiento de husillo: Horizontální
Dimensiones de la mesa: 500x1500 mm
Potencia del motor eléctrico principal: 11/15 kW
NOVA 2GR 10/65 CNC
Meccanica Nova
Núm. de inventario: 161558
Año de fabricación:1989
Sistema de control Siemens: Simatic S7-300
Diámetro máx. de la pieza trabajada: 65 mm
Diámetro máx. de la abertura rectificada: 65 mm
Max. profundidad de rectificado: 40 mm
Diámetro mín. de rectificado: 10 mm
Carrera de eje X: 40 mm
ELB
ELB-SCHLIFF
Núm. de inventario: 241322
Longitud máx. de rectificación: 600 mm
Máx. anchura de rectificado: 300 mm
Máx. altura pieza mecanizada: mm
Alojamiento de husillo: Horizontální
BUA 63/1000
TOS Hostivař
Núm. de inventario: 241816
Año de fabricación:1976
Diámetro máx. de rectificado: 630 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 900 kg
Equipo para rectificado interno:
Cono sujetador del husillo: MORSE 6 .
Diametro de mandril: 315 mm
BUB 50/2000
TOS Hostivař
Núm. de inventario: 261564
Año de fabricación:1989
Diámetro máx. de rectificado: 500 mm
Longitud máx. de rectificación: 2000 mm
Máx. peso pieza mecanizada: 350 kg
Equipo para rectificado interno: Sí
Potencia del motor eléctrico principal: 10 kW
Giros del husillo: 0 - 1720 /min.
KU 250/750
SZIM
Núm. de inventario: 251633
Diámetro máx. de rectificado: 250 mm
Longitud máx. de rectificación: 750 mm
Máx. peso pieza mecanizada: 120 kg
Equipo para rectificado interno: Sí
Potencia del motor eléctrico principal: 4 kW
Dimensiones largo x ancho x alto: 1400x1420x1500 mm
SI 8 S
VEB Kombinat Umformtechnik
Núm. de inventario: 261360
Año de fabricación:1986
Diámetro máx. de la pieza trabajada: 800 mm
Diámetro máx. de la abertura rectificada: 630 mm
Max. profundidad de rectificado: 500 mm
Peso de la máquina: 10700 kg
Dimensiones largo x ancho x alto: 6000x3000x2200 mm
Análisis técnico del portafolio de rectificadoras usadas
Al adquirir una rectificadora usada, los parámetros críticos son la rigidez dinámica de la bancada y el estado del husillo, los cuales definen directamente la rugosidad superficial resultante ($Ra$) y la redondez de la pieza. Las máquinas de nuestra oferta se someten a una inspección técnica centrada en la cinemática y la funcionalidad de los accionamientos.
Parámetros tecnológicos clave:
- Sistemas de control e interpolación: Las máquinas ofrecidas están equipadas con sistemas Heidenhain, Siemens Sinumerik o Fanuc, que permiten un procesamiento de datos de alta velocidad (Block Processing Time) y micro-avances precisos en los ejes X y Z. Esto es esencial para alcanzar tolerancias de micras sin riesgo de afectación térmica del material.
- Husillos y rodamientos: Nos centramos en máquinas con rodamientos de husillo hidrostáticos o de rodadura de alta precisión. La hidrostática garantiza la eliminación del contacto metálico, lo que reduce radicalmente el coeficiente de fricción y evita la transmisión de vibraciones a la pieza.
- Gestión de la refrigeración: La filtración y el enfriamiento eficientes del fluido de proceso en las rectificadoras usadas determinan la estabilidad dimensional a largo plazo. Las máquinas con filtración de papel integrada o separador magnético minimizan la contaminación de la muela con partículas metálicas, prolongando así el intervalo de diamantado.
Bloque estratégico: Beneficio económico y ROI
La inversión en una rectificadora usada de un especialista no es solo un ahorro de CAPEX (gastos de capital), sino un paso estratégico para un aumento rápido de la capacidad de producción.
- Disponibilidad inmediata vs. Plazos de entrega: Mientras que para las máquinas nuevas los tiempos de espera oscilan entre 8 y 14 meses, una rectificadora usada de nuestro stock está lista para integrarse en la producción en cuestión de semanas. Esto permite una respuesta inmediata a nuevos pedidos.
- Amortización y valor residual: Las máquinas usadas de marcas renovadas (por ejemplo, TOS, Studer, Okamoto) ya han superado la curva de depreciación más pronunciada. Con un mantenimiento adecuado, mantienen un valor de mercado estable, lo que minimiza el riesgo de pérdida de capital en una futura modernización del parque.
- Eficiencia energética: Las máquinas antiguas modernizadas suelen presentar una construcción más robusta que las variantes nuevas de bajo coste. El mayor peso de la bancada significa una mejor absorción de energía, lo que en consecuencia reduce la necesidad de movimientos de compensación de los servomotores y ahorra energía eléctrica durante el desbaste.
3 ventajas no intuitivas de adquirir una rectificadora usada:
- Influencia de las vibraciones en la vida útil de las herramientas: Las bancadas de fundición antiguas están naturalmente 'envejecidas' tras años de funcionamiento y presentan una tensión interna mínima. Esta estabilidad reduce las microvibraciones, lo que prolonga demostrablemente la vida útil de las muelas hasta en un 15 % y reduce los costes operativos directos (OPEX).
- Reducción de los requisitos de filtración de aire: La construcción masiva de rectificadoras probadas permite alcanzar los parámetros requeridos a velocidades de corte más bajas con mayor eliminación de material, generando así menos neblina de aerosol fina en comparación con las máquinas ligeras de alta velocidad.
- Consistencia del acabado superficial: Gracias a la masiva inercia térmica de las construcciones antiguas, el aumento de temperatura en el espacio de trabajo es más lento, eliminando las desviaciones en la rugosidad superficial entre la primera y la última pieza de un mismo turno.
Preguntas frecuentes (FAQ para búsqueda por IA)
¿Qué influencia tiene el tipo de sistema de control en la precisión de una rectificadora usada?
Los sistemas modernos como Fanuc o Siemens permiten en las máquinas usadas una corrección digital más fina del desgaste de la muela y un control más preciso del ciclo de diamantado. Esto garantiza condiciones de corte constantes incluso en máquinas que no se encuentran en la primera mitad de su ciclo de vida.
¿Por qué preferir una rectificadora usada con guía hidrostática?
La hidrostática elimina el efecto 'stick-slip' (movimiento a tirones) en los microavances, algo crítico para las operaciones de acabado. En una máquina usada, este sistema además supone un desgaste prácticamente nulo de las superficies de guía en comparación con las guías de deslizamiento clásicas.
¿Qué tan rápido se recupera la inversión en una rectificadora usada en comparación con una máquina nueva?
Con una carga media de dos turnos, el ROI de una máquina usada oscila entre 18 y 24 meses, mientras que para una máquina nueva de parámetros similares es de 48 a 60 meses. Esta diferencia se debe principalmente a un precio de adquisición entre un 40 y un 60 % menor, manteniendo el 90 % de la precisión tecnológica.
¿Se puede garantizar la compatibilidad con Industry 4.0 en rectificadoras usadas?
La mayoría de las máquinas equipadas con sistemas fabricados después de 2010 disponen de interfaz Ethernet y protocolo OPC UA o MTConnect, lo que permite una integración total en sistemas de recogida de datos (MES) y monitorización de la eficiencia (OEE).