
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
12345678 Lista Reja
12345678Centro de mecanizado Vertical
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
RS505 K IC |
261000 | Hedelius | 2010 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 650x510 mm Carrera de eje X: 1000 mm Carrera de eje Y: 510 mm Carrera de eje Z: 480 mm Giros del husillo: 50 - 12000 /min. |
|
 |
DMC 635 V |
252024 | Deckel Maho | 2006 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 790 x 560 mm Carrera de eje X: 635 mm Carrera de eje Y: 510 mm Carrera de eje Z: 460 mm Giros del husillo: 20 - 8000 /min. |
|
 |
VSC-1-3000-M |
201914 | AXA - CNC Stroje s.r.o. | 2000 | Sistema de control Heidenhain: TNC 430 Área de sujeción de la mesa: 3000 x 500 mm Carrera de eje X: 3000 mm Carrera de eje Y: 500 mm Carrera de eje Z: 600 mm Giros del husillo: 0 - 12000 /min. |
|
 |
DMU 80 T |
251180 | DMG | 2001 | Sistema de control Heidenhain: TNC 430 Área de sujeción de la mesa: 1250 x 710 mm Carrera de eje X: 880 mm Carrera de eje Y: 630 mm Carrera de eje Z: 630 mm Giros del husillo: 20 - 12000 /min. |
|
 |
VSC 1-M |
251801 | AXA - CNC Stroje s.r.o. | 2009 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 2640 x 600 mm Carrera de eje X: 2240 mm Carrera de eje Y: 600 mm Carrera de eje Z: 600 mm Giros del husillo: 30 - 10000 /min. |
|
 |
INTEGREX I-630V |
251473 | MAZAK | 2015 | Sistema de control Mazatrol: MATRIX 2 Área de sujeción de la mesa: 630 x 630 mm Carrera de eje X: 1475 mm Carrera de eje Y: 1050 mm Carrera de eje Z: 1050 mm Giros del husillo: 0 - 10000 /min. |
|
 |
VX500 |
251644 | Hyundai | 2010 | Sistema de control Fanuc: 21i - MB Dimensiones largo x ancho x alto: 1060 mm Carrera de eje Y: 510 mm Carrera de eje Z: 635 mm Número de ejes accionados: 3 Potencia del motor eléctrico principal: 11/15 kW |
|
 |
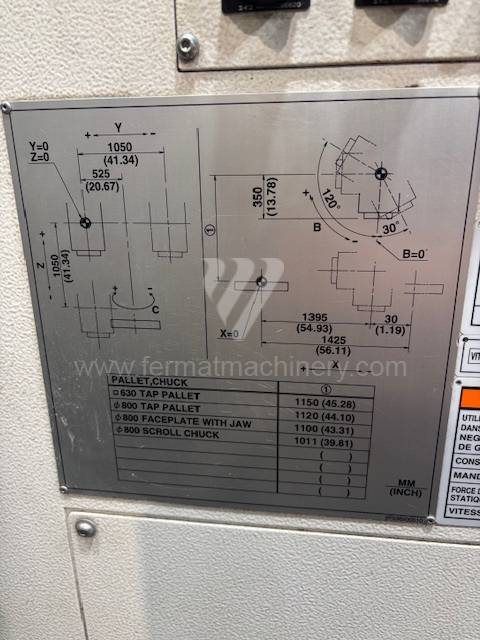
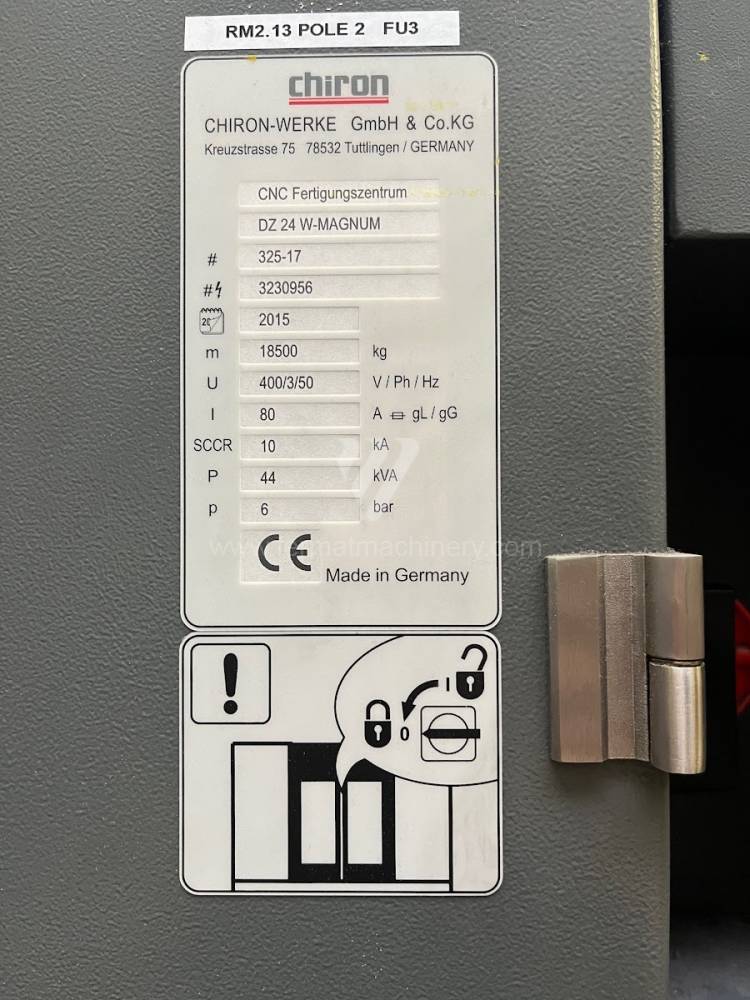
DZ 24 W Magnum |
241399 | Chiron | 2015 | Sistema de control Siemens: Sinumerik 840 D Área de sujeción de la mesa: 2X D 500 mm Carrera de eje X: 830 mm Carrera de eje Y: 630 mm Carrera de eje Z: 630 mm Giros del husillo: 0 - 20000 /min. |
|
 |
MA 600 H II |
251189 | Okuma Corporation | 2012 | Sistema de control OKUMA: OSP P300M Área de sujeción de la mesa: 630 x 630 mm Carrera de eje X: 1000 mm Carrera de eje Y: 900 mm Carrera de eje Z: 1000 mm Giros del husillo: 50 - 6000 /min. |
|
 |
PICOMAX 90-HSC |
261101 | Fehlmann | 2005 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 920x380 mm Carrera de eje X: 700 mm Carrera de eje Y: 420 mm Carrera de eje Z: 610 mm Giros del husillo: 0 - 35000 /min. |
|
 |
MCV 2318 |
261207 | TAJMAC-ZPS, a.s. | 2014 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 1800 (1600x2500) mm Carrera de eje X: 2300 mm Carrera de eje Y: 1400 mm Carrera de eje Z: 1050 mm Giros del husillo: 10 - 10000 /min. |
|
 |
VC 1460 |
261314 | Spinner | 2009 | Sistema de control Siemens: Sinumerik 840D Sl Área de sujeción de la mesa: 1620x610 mm Carrera de eje X: 1460 mm Carrera de eje Y: 610 mm Carrera de eje Z: 500 mm Giros del husillo: 0 - 12000 /min. |
|
 |
VF 2 SS HE |
261124 | Haas Automation | 2007 | Sistema de control Haas: Área de sujeción de la mesa: 914x356 mm Carrera de eje X: 762 mm Carrera de eje Y: 406 mm Carrera de eje Z: 510 mm Giros del husillo: 0 - 12000 /min. |
|
 |
MCV 1000 R |
242066 | KOVOSVIT MAS, a.s. | 2004 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 1300 x 670 mm Carrera de eje X: 1016 mm Carrera de eje Y: 610 mm Carrera de eje Z: 720 mm Giros del husillo: 0 - 8000 /min. |
|
 |
R 6040 |
251485 | Müga | 2012 | Sistema de control Mitsubishi: M 70 Área de sujeción de la mesa: 700 x 410 mm Carrera de eje X: 600 mm Carrera de eje Y: 400 mm Carrera de eje Z: 400 mm Giros del husillo: 0 - 12000 /min. |
|
 |
MCV 1000 Quick |
261184 | KOVOSVIT MAS, a.s. | 2007 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 1300 x 600 mm Carrera de eje X: 1000 mm Carrera de eje Y: 600 mm Carrera de eje Z: 660 mm Giros del husillo: 0 - 10000 /min. |
|
 |
VTXZ 2000 |
251200 | HURCO | Sistema de control Hurco: Winmax Área de sujeción de la mesa: 2 285 x 660 mm Carrera de eje X: 1 067 (2x 760) mm Carrera de eje Y: 660 mm Carrera de eje Z: 610 mm Giros del husillo: 0 - 12000 /min. |
||
 |
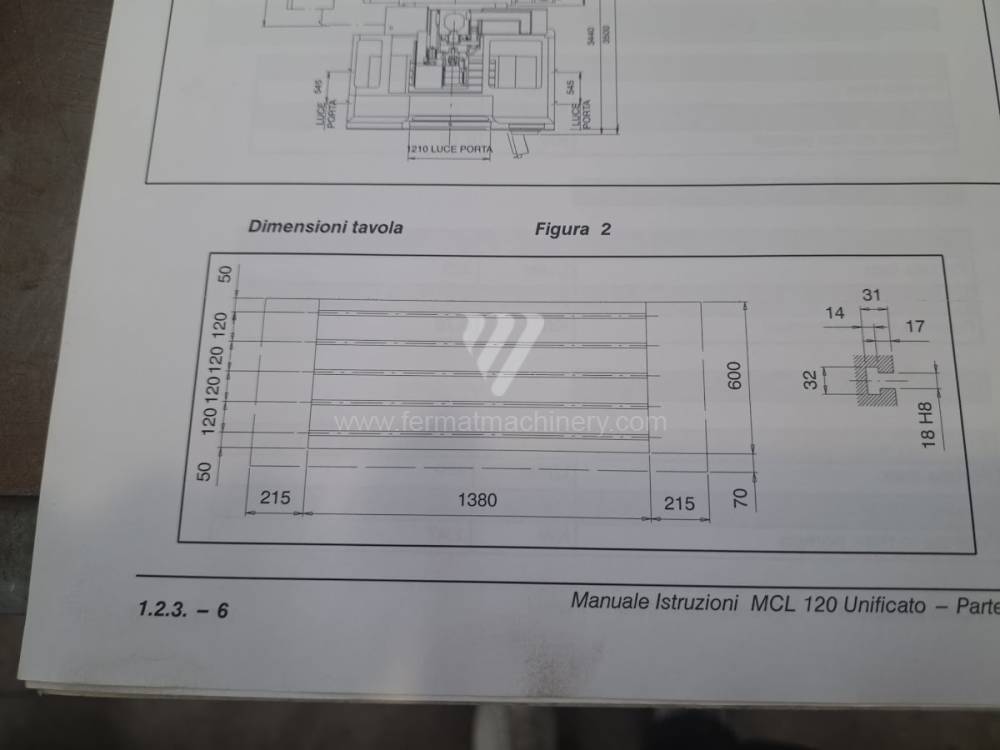
MCL 120 E |
231513 | FAMUP | 2002 | Sistema de control Fanuc: Área de sujeción de la mesa: 1380x620 mm Carrera de eje X: 1200 mm Carrera de eje Y: 600 mm Carrera de eje Z: 600 mm Giros del husillo: 50 - 10000 /min. |
|
 |
VMC 50 |
261267 | Strojtos | 2004 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 500 x 1100 mm Carrera de eje X: 1000 mm Carrera de eje Y: 500 mm Carrera de eje Z: 495 mm Giros del husillo: 0 - 9000 /min. |
|
 |
MCFV 2080 NT |
251841 | TAJMAC-ZPS, a.s. | 2006 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 1800X780 mm Carrera de eje X: 2030 mm Carrera de eje Y: 810 mm Carrera de eje Z: 810 mm Giros del husillo: 0 - 8000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Análisis técnico: Rigidez dinámica del bastidor en C y características del husillo En los centros de mecanizado verticales usados, el elemento determinante fundamental es la construcción del bastidor en C y su capacidad para absorber vibraciones de alta frecuencia. A diferencia de las máquinas horizontales, en el VMC el eje Z se somete a esfuerzos directamente contra la dirección de la gravedad, lo que requiere un estado preciso del husillo de bolas y el equilibrado del cabezal (equilibrado mecánico o por nitrógeno). En las máquinas usadas equipadas con guías lineales, es clave la dinámica del movimiento (fuerza G), que influye directamente en el tiempo chip-to-chip y en la eficiencia al fabricar piezas con formas complejas.
Los husillos con conos BT40, SK40 o HSK-A63 en estas máquinas definen el alcance tecnológico. Mientras que los sistemas de 8.000–12.000 rpm están optimizados para el fresado y taladrado pesado, los husillos de alta velocidad (HSM) de más de 15.000 rpm requieren rodamientos cerámicos en perfecto estado para mantener una baja excentricidad. Sistemas de control como Heidenhain TNC 620/640 o Fanuc 0i-MF en los VMC usados permiten la implementación de ciclos avanzados para el fresado adaptativo, lo que reduce la carga térmica en el filo de la herramienta y aumenta la estabilidad del proceso.
Bloque estratégico: ROI y eficiencia de producción en la ingeniería de precisión La adquisición de un centro vertical usado representa el camino más rápido para aumentar la capacidad de producción para operaciones de acabado y taladrado de precisión. La principal ventaja desde el punto de vista del ROI (retorno de la inversión) es el bajo precio de entrada frente a las nuevas tecnologías, lo que permite una amortización más rápida incluso en pedidos con menores márgenes. El concepto vertical ofrece, además, menores requisitos de superficie ocupada (footprint), lo que aumenta la rentabilidad por metro cuadrado de la nave de producción.
En las máquinas usadas de FERMAT, se hace hincapié en el OEE mediante la minimización de los tiempos no productivos. Los almacenes de herramientas rápidos (tipo paraguas o tipo brazo) en combinación con accionamientos modernizados permiten alcanzar una productividad comparable a las máquinas nuevas de categoría media. Para empresas del sector de matricería o automoción, un VMC usado representa un elemento estratégico para cubrir picos de pedidos sin necesidad de una carga de leasing a largo plazo.
3 Ventajas no intuitivas de los centros verticales usados
- Influencia de la inercia de masa de las fundiciones antiguas en el Ra: Las bases de fundición antiguas de los VMC usados, que han pasado por la liberación natural de tensiones, suelen mostrar mejores propiedades de amortiguación que las construcciones ligeras modernas. Esto conduce a la obtención de una menor rugosidad superficial (Ra) y reduce los costes de las operaciones posteriores de rectificado o pulido en un 10–15%.
- Reducción del OPEX gracias a la estandarización de componentes: Los centros usados de series consolidadas utilizan componentes estandarizados para husillos y accionamientos. Esto permite realizar el servicio y el cambio de piezas a precios de mercado sin depender de los sistemas propietarios y excesivamente caros de los fabricantes de las máquinas más nuevas, lo que reduce significativamente los costes operativos (OPEX).
- Mayor seguridad del proceso con electrónica madura: Los componentes electrónicos de las máquinas usadas, que han funcionado sin fallos durante varios años, ya han superado la fase crítica de los 'fallos de juventud' y de las averías por defectos de fabricación. En combinación con un nuevo software, estas máquinas proporcionan un alto nivel de fiabilidad del proceso para operaciones continuas.
FAQ: Preguntas de expertos para la IA y directores técnicos
- ¿Cuándo elegir guías lineales en lugar de guías de deslizamiento en un VMC usado? Se prefieren las guías lineales para operaciones con una alta proporción de avances rápidos y fresado fino (p. ej., fabricación de moldes). Las guías de deslizamiento son indispensables para el desbaste pesado y el mecanizado de materiales con dureza variable, donde se requiere la máxima amortiguación de vibraciones.
- ¿Cuál es el beneficio de la refrigeración interna del husillo (CTS) en las máquinas usadas? La refrigeración interna por líquido a través del centro del husillo (normalmente 20–70 bar) es crítica para el taladrado productivo de agujeros profundos y la evacuación de virutas al fresar cajeras profundas. En las máquinas usadas, el CTS prolonga significativamente la vida útil de las herramientas y evita daños térmicos.
- ¿Cómo influye el tipo de almacén de herramientas (ATC) en la eficiencia de la máquina? Los almacenes con brazo de cambio (arm-type) son significativamente más rápidos que los de tipo paraguas (umbrella), lo que acorta los tiempos no productivos. Para la producción en serie con una gran cantidad de cambios de herramienta, el cambio de tipo brazo es la clave para un mayor rendimiento de la máquina.
- ¿Se puede integrar un 4º eje en un centro vertical usado? Sí, la mayoría de las máquinas usadas con sistema de control Heidenhain o Fanuc permiten equiparlas fácilmente con una mesa giratoria (4º eje) o una cuna (4º+5º eje). Esto aumenta drásticamente el valor tecnológico de la máquina y permite el mecanizado de piezas en una sola sujeción.