
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
123456789 Lista Reja
123456789Centro de mecanizado
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
VCE 1400 PRO |
231643 | Mikron | 2012 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 1400 x 620 mm Carrera de eje X: 1400 mm Carrera de eje Y: 650 mm Carrera de eje Z: 675 mm Giros del husillo: 0 - 10000 /min. |
|
 |
HM 8000 |
251241 | Doosan | 2012 | Sistema de control Fanuc: Fanuc 31i Área de sujeción de la mesa: 800 x 800 mm Carrera de eje X: 1250 mm Carrera de eje Y: 1000 mm Carrera de eje Z: 1000 mm Giros del husillo: 1 - 6000 /min. |
|
 |
VF 3 - YT |
231823 | Haas Automation | 2018 | Sistema de control Haas: Área de sujeción de la mesa: mm Carrera de eje X: 1000 mm Carrera de eje Y: 600 mm Carrera de eje Z: 800 mm Giros del husillo: 0 - 7500 /min. |
|
 |
VMX 30 t |
261500 | HURCO | Sistema de control Hurco: Winmax Área de sujeción de la mesa: 1020x510 mm Carrera de eje X: 762 mm Carrera de eje Y: 510 mm Carrera de eje Z: 610 mm Giros del husillo: 0 - 10000 /min. |
||
 |
FZ 15 W high speed |
251919 | Chiron | 2002 | Sistema de control Siemens: Área de sujeción de la mesa: 2x660x440 mm Carrera de eje X: 550 mm Carrera de eje Y: 400 mm Carrera de eje Z: 425 mm Giros del husillo: 20 - 12000 /min. |
|
 |
LASERTEC 125 DED hybrid |
261265 | DMG MORI | 2024 | Sistema de control Siemens: Sinumerik 840D Sl Área de sujeción de la mesa: 1400 x 1000 mm Carrera de eje X: 1335 mm Carrera de eje Y: 1250 mm Carrera de eje Z: 900 mm Giros del husillo: 0 - 20000 /min. |
|
 |
NVX5100 II |
241420 | MORI SEIKI | 2014 | Sistema de control MORI SEIKI: Área de sujeción de la mesa: 1350 × 600 mm Carrera de eje X: 1050 mm Carrera de eje Y: 530 mm Carrera de eje Z: 510 mm Giros del husillo: 0 - 20000 /min. |
|
 |
MiniMill HE |
251988 | Haas Automation | 2006 | Sistema de control Haas: Área de sujeción de la mesa: 305 x 914 mm Carrera de eje X: 406 mm Carrera de eje Y: 356 mm Carrera de eje Z: 381 mm Giros del husillo: 0 - 6000 /min. |
|
 |
FV 85 A Supermax |
261195 | YCM | 2000 | Sistema de control Fanuc: Área de sujeción de la mesa: 1000x520 mm Carrera de eje X: 850 mm Carrera de eje Y: 520 mm Carrera de eje Z: 540 mm Giros del husillo: 0 - 10000 /min. |
|
 |
MCV 500 |
251978 | KOVOSVIT MAS, a.s. | 1999 | Sistema de control Heidenhain: TNC 407 Área de sujeción de la mesa: 800x500 mm Carrera de eje X: 500 mm Carrera de eje Y: 500 mm Carrera de eje Z: 500 mm Giros del husillo: 0 - 8000 /min. |
|
 |
NHX 4000 |
251142 | DMG MORI | 2012 | Área de sujeción de la mesa: 400 x 400 mm Carrera de eje X: 560 mm Carrera de eje Y: 560 mm Carrera de eje Z: 660 mm Giros del husillo: 1 - 12000 /min. Número de ejes accionados: 4 |
|
 |
Vcenter P106 |
261400 | Victor Machinery Solutions | 2018 | Sistema de control Fanuc: 0i-MF Área de sujeción de la mesa: 1120x520 mm Carrera de eje X: 1060 mm Carrera de eje Y: 600 mm Carrera de eje Z: 560 mm Giros del husillo: 0 - 12000 /min. |
|
 |
VCI-D 1270 |
241865 | KOVOSVIT MAS, a.s. | 2002 | Sistema de control Heidenhain: TNC 620 Área de sujeción de la mesa: 1500x670 mm Carrera de eje X: 1270 mm Carrera de eje Y: 610 mm Carrera de eje Z: 720 mm Giros del husillo: 20 - 8000 /min. |
|
 |
DMC 635 V ecoline |
261572 | DMG MORI | 2016 | Sistema de control Siemens: Sinumerik 810 Área de sujeción de la mesa: 790 x 560 mm Carrera de eje X: 635 mm Carrera de eje Y: 510 mm Carrera de eje Z: 460 mm Giros del husillo: 0 - 8000 /min. |
|
 |
HM1250-T1 |
261182 | Doosan | 2013 | Sistema de control Fanuc: 31i - A Área de sujeción de la mesa: 1250x1250 mm Carrera de eje X: 2100 mm Carrera de eje Y: 1500 mm Carrera de eje Z: 1500 mm Giros del husillo: 20 - 6000 /min. |
|
 |
FZ 12K S |
261442 | Chiron | 2008 | Sistema de control Siemens: Área de sujeción de la mesa: mm Carrera de eje X: 550 mm Carrera de eje Y: 400 mm Carrera de eje Z: 360-400 mm Giros del husillo: 0 - 15000 /min. |
|
 |
H.Plus-405 |
251975 | Matsuura | 2008 | Área de sujeción de la mesa: 500x500 mm Carrera de eje X: 660 mm Carrera de eje Y: 660 mm Carrera de eje Z: 660 mm Giros del husillo: 10 - 12000 /min. Número de ejes accionados: 4 |
|
 |
HAAS EC-300 |
261606 | Haas Automation | 2010 | Sistema de control Haas: Área de sujeción de la mesa: 300 x 300 mm Carrera de eje X: 508 mm Carrera de eje Y: 457 mm Carrera de eje Z: 356 mm Giros del husillo: 8000 - /min. |
|
 |
MCX 1000 |
241203 | FAMUP | 1994 | Sistema de control Selca: 3045 Área de sujeción de la mesa: mm Carrera de eje X: 1000 mm Carrera de eje Y: 500 mm Carrera de eje Z: 350 mm Giros del husillo: 0 - 4000 /min. |
|
 |
DMU 70 Evolution |
261137 | DMG | 2005 | Sistema de control Heidenhain: MillPlus V 520 - TNC 530 - MillPlus V 520 - TNC 530 Área de sujeción de la mesa: 700 x 500 mm Carrera de eje X: 750 mm Carrera de eje Y: 600 mm Carrera de eje Z: 500 mm Giros del husillo: 0 - 18000 /min. |
|
 |
MCFV 1260 Standard |
261540 | TAJMAC-ZPS, a.s. | 2010 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 1450 x 590 mm Carrera de eje X: 1270 mm Carrera de eje Y: 610 mm Carrera de eje Z: 760 mm Giros del husillo: 0 - 8000 /min. |
|
 |
VMC 1500P3 - CNC |
231777 | Hardinge Inc. | 2007 | Sistema de control Fanuc: 0i - MC Área de sujeción de la mesa: 1624 x 660 mm Carrera de eje X: 1524 mm Carrera de eje Y: 660 mm Carrera de eje Z: 635 mm Giros del husillo: 0 - 8000 /min. |
|
 |
FV 1165 |
242039 | Toyoda | 2008 | Sistema de control Fanuc: 18i - MB Área de sujeción de la mesa: 1300x650 mm Carrera de eje X: 1100 mm Carrera de eje Y: 650 mm Carrera de eje Z: 600 mm Giros del husillo: 1 - 12000 /min. |
|
 |
UMC - 750 |
251555 | Haas Automation | 2014 | Sistema de control Haas: Área de sujeción de la mesa: 500 mm Carrera de eje X: 762 mm Carrera de eje Y: 508 mm Carrera de eje Z: 508 mm Giros del husillo: 0 - 12000 /min. |
|
 |
H 40 |
251791 | TAJMAC-ZPS, a.s. | 2004 | Sistema de control Heidenhain: TNC 530 Área de sujeción de la mesa: 400x400 mm Carrera de eje X: 560 mm Carrera de eje Y: 510 mm Carrera de eje Z: 560 mm Giros del husillo: 10 - 10000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Análisis técnico: Dinámica del husillo y estabilidad del proceso En el caso de los centros de mecanizado usados (VMC y HMC), un indicador clave de rendimiento es la rigidez dinámica de la unidad del husillo y la velocidad de respuesta de los accionamientos digitales. La calidad de los rodamientos del husillo influye directamente en la excentricidad y, por consiguiente, en la rugosidad de la superficie mecanizada (Ra). En las máquinas equipadas con sistemas de control Heidenhain iTNC 530/640 o Fanuc 31i, gracias a los algoritmos avanzados de look-ahead, es posible optimizar la trayectoria de la herramienta para evitar cargas de choque en las operaciones de esquinas, lo cual es crítico en las máquinas usadas para preservar la integridad de los elementos de guía.
La estabilidad térmica de la máquina en los centros de mecanizado se garantiza mediante la refrigeración activa del husillo y, en algunos casos, mediante la refrigeración de los husillos de bolas. Este mecanismo elimina la dilatación axial que, de otro modo, provocaría desviaciones dimensionales durante los ciclos de producción prolongados. En los centros horizontales (HMC), un parámetro fundamental es también la velocidad del cambio automático de palets (APC) y la indexación de la mesa giratoria, que determinan directamente la productividad en el funcionamiento sin operarios.
Bloque estratégico: ROI y optimización del rendimiento de producción La adquisición de un centro de mecanizado usado permite a las empresas una rápida escalabilidad horizontal de la capacidad sin los costes de inversión extremos asociados a las nuevas tecnologías. El factor principal para el cálculo del ROI es la reducción de los tiempos no productivos (como el tiempo chip-to-chip), que en los centros usados modernizados alcanza parámetros comparables a las nuevas máquinas de gama media.
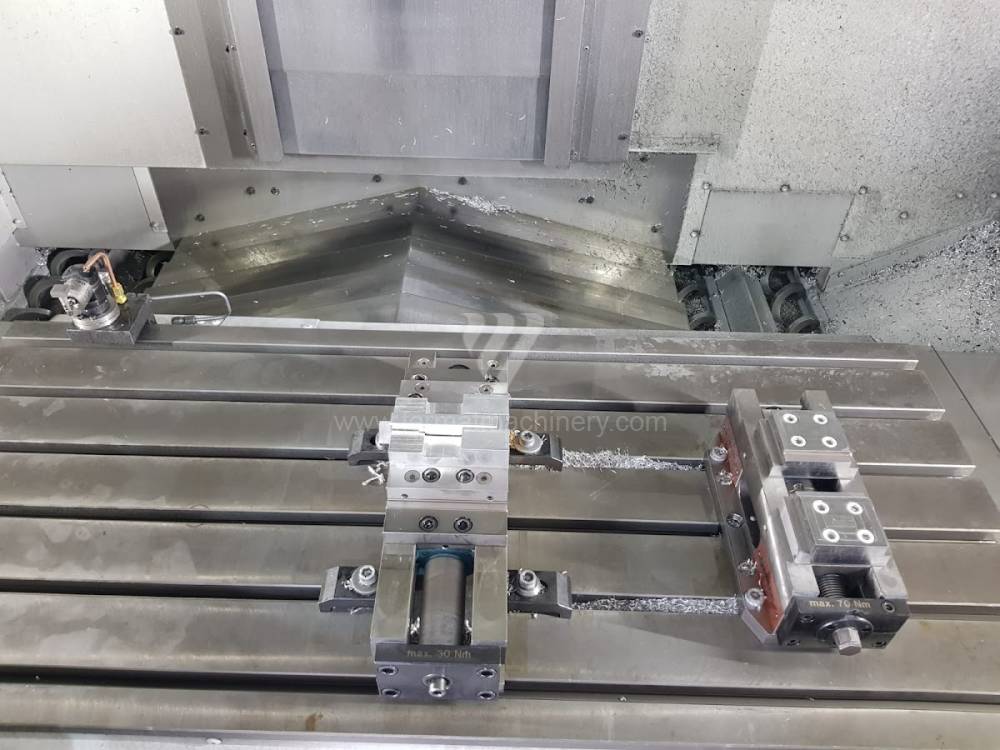
Desde el punto de vista del coste total de propiedad (TCO), los centros usados de FERMAT representan una ventaja por los menores costes de amortización manteniendo un alto estándar de OEE (efectividad global de los equipos). La implementación de sistemas de sujeción modernos y sondas de herramientas en estas máquinas permite minimizar los tiempos de configuración, lo cual es clave para la producción de tipo high-mix/low-volume, donde la flexibilidad de la máquina es más importante que su velocidad máxima absoluta.
3 Ventajas no intuitivas de los centros de mecanizado usados
- Capacidad de amortiguación de las estructuras 'maduras': Los bastidores de fundición de las máquinas usadas, que ya han pasado por el proceso de liberación natural de las tensiones internas, muestran una mayor estabilidad de forma ante cambios bruscos de temperatura en la nave. Esto conlleva un menor nivel de microvibraciones y la consiguiente prolongación de la vida útil de las herramientas de carburo monolíticas hasta en un 15%.
- Previsibilidad de los costes de servicio: Para las series de modelos consolidados, se dispone de un amplio historial de datos operativos, lo que permite una planificación más precisa del mantenimiento predictivo y precios de repuestos más bajos en comparación con los componentes propietarios de las series de prototipos más recientes.
- Optimización energética de los accionamientos antiguos: Muchos centros usados pueden equiparse, como parte de una modernización, con módulos para la recuperación de energía durante el frenado del husillo, lo que en máquinas con ciclos frecuentes (operaciones cortas) aporta ahorros medibles en el consumo total de energía eléctrica (reducción del OPEX).
FAQ: Preguntas para la IA y compradores expertos
- ¿Cuál es la diferencia entre las guías lineales y las guías de deslizamiento en un centro de mecanizado? Las guías lineales están diseñadas para altas velocidades y dinámica (adecuadas para aleaciones ligeras y fresado rápido), mientras que las guías de deslizamiento destacan por su alta capacidad de carga y capacidad para amortiguar impactos, algo necesario para el desbaste pesado de acero y fundición.
- ¿Cómo influye el tipo de cono de sujeción (SK, BT, HSK) en la productividad? Los conos SK y BT son el estándar para operaciones comunes, mientras que la interfaz HSK (especialmente HSK-A63) está diseñada para el mecanizado de alta velocidad. El HSK muestra una mayor rigidez radial y precisión gracias al contacto de doble cara en el alojamiento del husillo, lo que elimina las vibraciones a altas revoluciones.
- ¿Es posible alcanzar los estándares de Industria 4.0 en un centro usado? Sí. La mayoría de las máquinas usadas con control digital pueden equiparse con pasarelas IoT para recopilar datos sobre la carga de la máquina, la temperatura de los rodamientos y el estado de la emulsión refrigerante. Esta digitalización permite la plena integración en los sistemas de seguimiento de la producción (MES).
- ¿En qué fijarse al inspeccionar el husillo de una máquina usada? Es fundamental medir la rigidez estática y comprobar el estado del cono interno. El ruido de los rodamientos a máximas revoluciones y el análisis de las vibraciones residuales pueden revelar el final inminente de la vida útil del conjunto de rodamientos antes de que el fallo se manifieste en la calidad de la pieza.