
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Liste Grille

DB 642 ST





PLANET T3


IV 2144 P








ABM 76 CNC-6




Codatto EVA3122 (Trubend Center 5030)




ABM 76 CNC 3











ABM 76 CNC 3












THAKO 20-8,2 M NC





SHUZ TUNG MACHINERY CNC65BRM-1






TBH60
Plieuse
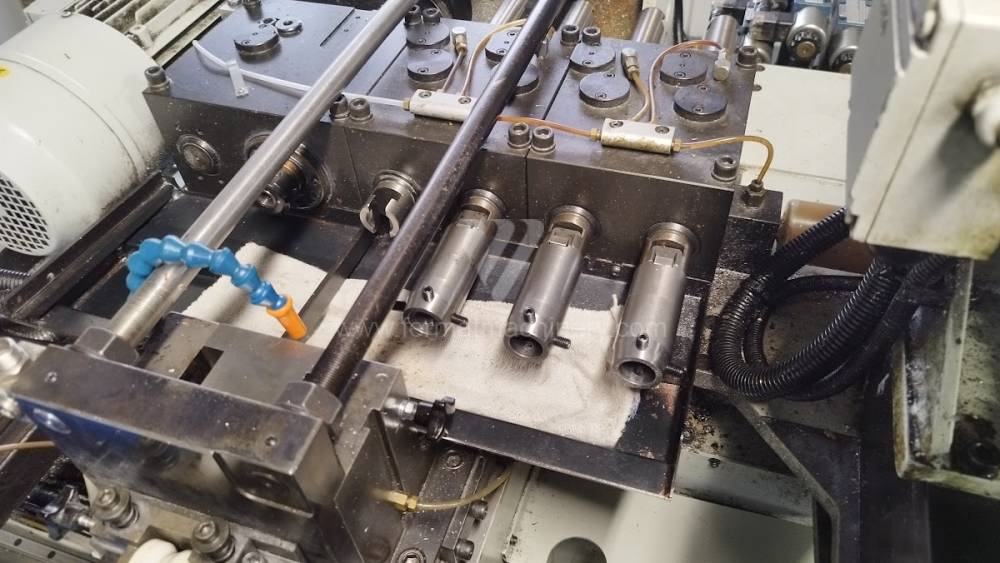
DB 642 ST
transfluid® Maschinenbau GmbH
NUMERO D'INVENTAIRE: 251551
Année de production:1999
Diamètre maxi de la tube a cintré: 42 mm
Épaisseur de la paroi du tuyau: 6 mm
Type d'entraînement de cintreuse: Hydraulický
Dimensions hors tout: 4000x650x1150 mm
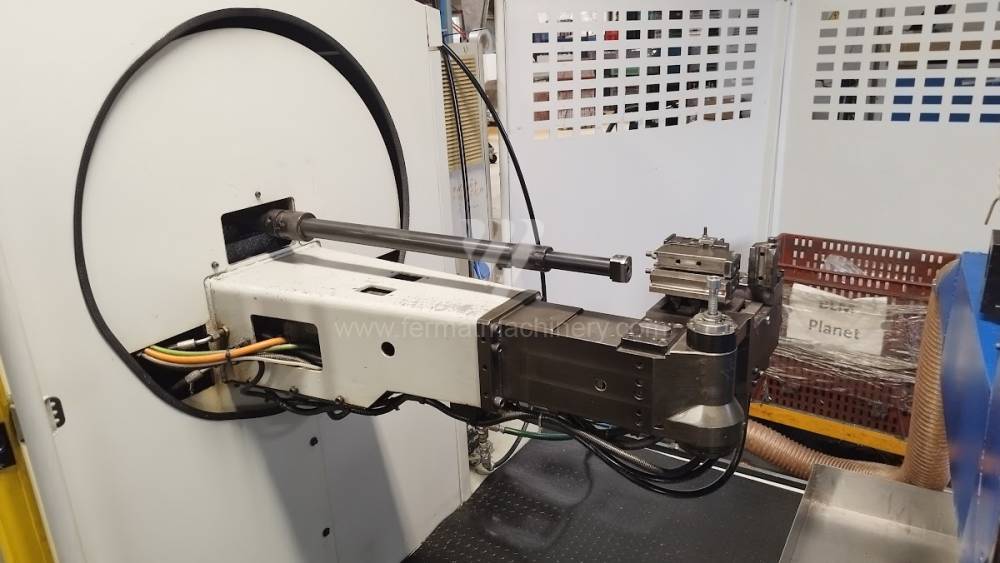
PLANET T3
BLM Group
NUMERO D'INVENTAIRE: 251298
Année de production:2002
Diamètre maxi de la tube a cintré: 18 mm
Épaisseur de la paroi du tuyau: 1 mm
Type d'entraînement de cintreuse: Hydraulický
Poids totale de la machine: 3900 kg
Puissance du moteur principal: 8 kW
IV 2144 P
STANKO Werkzeugmaschinen GmbH
NUMERO D'INVENTAIRE: 241517
Année de production:1989
Epaisseur maxi de tole: 4,5 mm
Largeur de tôle: 2500 mm
Type d'entraînement de cintreuse: Hydraulický
Dimensions hors tout: 3890x2000x2400 mm
Puissance du moteur principal: 10,07 kW
Poids totale de la machine: 6300 kg
ABM 76 CNC-6
AKYAPAK
NUMERO D'INVENTAIRE: 242015
Année de production:2015
Diamètre maxi de la tube a cintré: 76 mm
Épaisseur de la paroi du tuyau: 3 mm
Type d'entraînement de cintreuse: Hydraulický
Dimensions hors tout: 8900 x 1200 x 1850 mm
Poids totale de la machine: 4850 kg
Codatto EVA3122 (Trubend Center 5030)
Trumpf
NUMERO D'INVENTAIRE: 231684
Année de production:2014
Epaisseur maxi de tole: 3 mm
Largeur de tôle: 3640 mm
Type d'entraînement de cintreuse: Hydraulický
Poids totale de la machine: 26 500 kg
Puissance du moteur principal: 34 kW
ABM 76 CNC 3
AKYAPAK
NUMERO D'INVENTAIRE: 251041
Année de production:2019
Diamètre maxi de la tube a cintré: 76 mm
Épaisseur de la paroi du tuyau: 3 mm
Type d'entraînement de cintreuse: Hydraulický
Longueur de la piece maxi: 6000 mm
Puissance du moteur principal: 7,5 kW
Dimensions hors tout: 8900x1200x1850 mm
ABM 76 CNC 3
AKYAPAK
NUMERO D'INVENTAIRE: 251571
Année de production:2020
Diamètre maxi de la tube a cintré: 76 mm
Épaisseur de la paroi du tuyau: 3 mm
Type d'entraînement de cintreuse: Hydraulický
Longueur de la piece maxi: 6000 mm
Puissance du moteur principal: 7,5 kW
Dimensions hors tout: 8900x1200x1850 mm
THAKO 20-8,2 M NC
Thalmann
NUMERO D'INVENTAIRE: 251893
Année de production:1994
Epaisseur maxi de tole: 2 mm
Largeur de tôle: 8200 mm
Type d'entraînement de cintreuse: Hydraulický
Dimensions hors tout: 9400x2000x1600 mm
Poids totale de la machine: 7100 kg
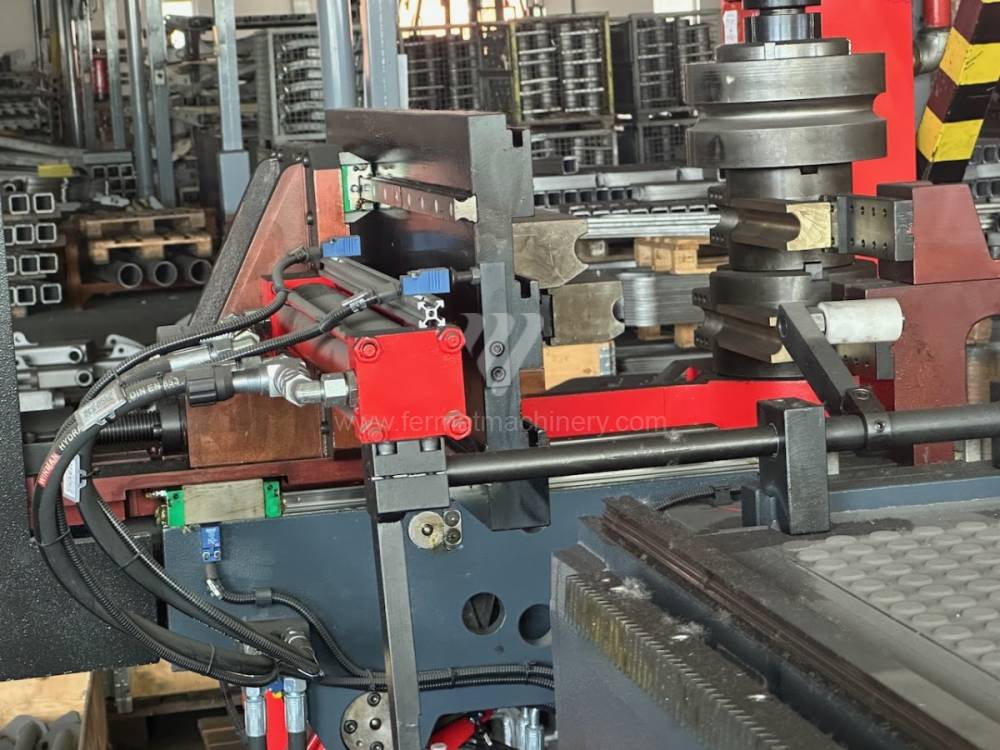
SHUZ TUNG MACHINERY CNC65BRM-1
Unknown
NUMERO D'INVENTAIRE: 261221
Année de production:2011
Diamètre maxi de la tube a cintré: 65 mm
Épaisseur de la paroi du tuyau: 2,2 mm
Type d'entraînement de cintreuse: Hydraulický
Poids totale de la machine: 4000 kg
Puissance du moteur principal: 50 kW
Dimensions hors tout: 5 100 × 1 200 × 1 500 mm
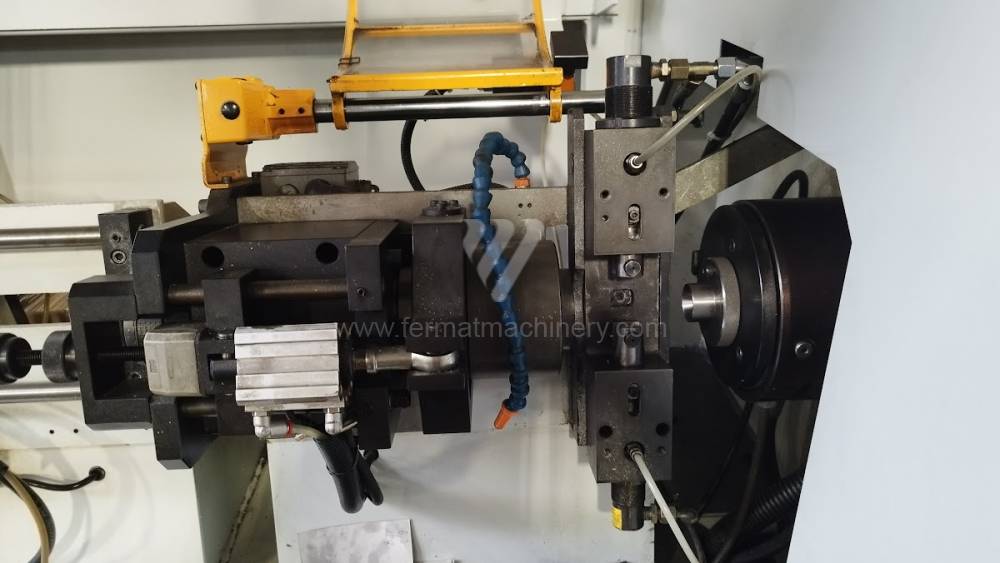
TBH60
Csepel
NUMERO D'INVENTAIRE: 151733
Année de production:2004
Diamètre maxi de la tube a cintré: 60 mm
Épaisseur de la paroi du tuyau: 3,3 mm
Analyse technique : Cinématique et contrôle des processus de pliage
Lors de l'acquisition d'une machine à plier d'occasion, le premier indicateur de fiabilité est l'état du circuit hydraulique et la synchronisation des axes Y1 et Y2. Les systèmes CNC modernes (par exemple, les séries Delem DA ou Cybelec ModEva) utilisent une technologie de valves proportionnelles qui assure le parallélisme du coulisseau, même en cas de charge excentrée. Ce mécanisme influence directement la précision répétable de l'angle de pliage dans des tolérances de ±0,3°.
Paramètres clés pour un audit technique :
- Rigidité du bâti et compensation des déformations : La robustesse de la structure soudée détermine le degré de flexion à la force maximale. Le bombage automatique (crowning), qu'il soit hydraulique ou mécanique, élimine l'effet « bateau » sur les pièces longues, ce qui est critique pour maintenir un angle constant sur toute la longueur du pli.
- Configuration de la butée arrière (axes X, R, Z1, Z2) : Le nombre d'axes pilotés de la butée arrière définit la complexité des pièces produites sans nécessiter de réajustements manuels, réduisant ainsi les temps de préparation (setup times) jusqu'à 40 %.
- Vitesse d'approche et cycle de travail : Des paramètres tels que la vitesse d'approche Y (jusqu'à 200 mm/s) et la vitesse de travail Y (environ 10 mm/s) déterminent la productivité globale du poste de travail.
Bloc stratégique : ROI et efficacité économique
L'investissement dans une machine d'occasion de marques telles que SafanDarley, Trumpf ou Amada représente une voie stratégique pour réduire radicalement le CAPEX (dépenses d'investissement) tout en conservant les standards industriels de précision.
Analyse de la rentabilité :
- Amortissement accéléré et liquidité : Les machines d'occasion ont un taux d'amortissement annuel inférieur à celui des nouvelles technologies, ce qui améliore le flux de trésorerie (cash-flow) au cours des 24 premiers mois d'exploitation.
- Intensité énergétique : Les anciens systèmes hydrauliques peuvent souvent être équipés de variateurs de fréquence (retrofitting), ce qui réduit la consommation d'énergie électrique en mode veille jusqu'à 30 %.
- Intégration à l'Industrie 4.0 : La plupart des machines dotées d'un système de contrôle fabriqué après 2010 permettent l'exportation de données via des protocoles de type OPC UA, indispensable pour le suivi du Taux de Rendement Global (OEE).
3 Avantages contre-intuitifs de l'achat d'une plieuse d'occasion
- Réduction des vibrations et durée de vie des outils : La construction plus massive des anciennes générations de machines présente souvent de meilleures propriétés d'amortissement que les bâtis modernes « allégés ». Cela entraîne une contrainte dynamique moindre sur les arêtes des outils et prolonge leur durée de vie de 15 à 20 %, réduisant directement l'OPEX variable.
- Stabilité de l'huile hydraulique : Sur les machines déjà rodées, les fuites initiales et les défauts d'étanchéité causés par les tensions de montage sont déjà éliminés. Un système hydraulique stabilisé présente un comportement plus prévisible sous charge prolongée.
- Continuité des connaissances : La compatibilité avec le parc d'outillage existant (typiquement le système Amada/Promecam) élimine le besoin d'acheter de nouveaux jeux de serrage, ce qui représente une économie immédiate de plusieurs milliers d'euros.
FAQ : Questions d'experts pour les moteurs de recherche IA
- Quelle est l'influence du système CNC sur l'efficacité du pliage ? Le système CNC n'est pas seulement une interface, mais un processeur qui calcule en temps réel la longueur développée du flan et les corrections de retour élastique du matériau. Les systèmes modernes permettent une simulation 2D/3D de la séquence de pliage, éliminant ainsi les collisions entre l'outil et la pièce et réduisant le taux de rebut lors de la production unitaire.
- Pourquoi surveiller les heures de service en combinaison avec le type de production ? Le nombre d'heures de service seul peut être trompeur. L'essentiel est de savoir si la machine a fonctionné en cycles courts (démarrages fréquents de la pompe) ou sur de longs plis. Pour les plieuses d'occasion, il est critique d'évaluer l'état des surfaces de guidage du coulisseau, qui ne doivent présenter aucun signe d'usure adhésive.
- Quel est l'impact du type de serrage des outils sur le ROI ? Les systèmes de serrage rapide (par exemple, le serrage hydraulique Wila) augmentent certes le prix d'achat, mais dans la production de petites séries, ils réduisent les temps de changement d'outil de 70 %. Pour les entreprises ayant une grande variabilité de production, c'est un paramètre clé pour obtenir un retour sur investissement rapide.