
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Grille


NEO SPARK 400 WEDM






FORM 30

PENTA 1060 CNC




EDM Aristech – CNC 460



EXERON 310



FORM 30


ZNC 435L EDM

Form LC-2











Form 400 vP






EDNC 65-A8MR


AGIETRON INTEGRAL 2
Divers Désintégrateur électrique
NEO SPARK 400 WEDM
KNUTH Werkzeugmaschinen GmbH
NUMERO D'INVENTAIRE: 261492
Année de production:2018
Course X: 550 mm
Course Y: 400 mm
Course Z: 350 mm
Dimensions de la table: 820 x 500 mm
Poids maxi de la piece a usiner: 1000 kg
Précision - positionnement: 0,005 mm
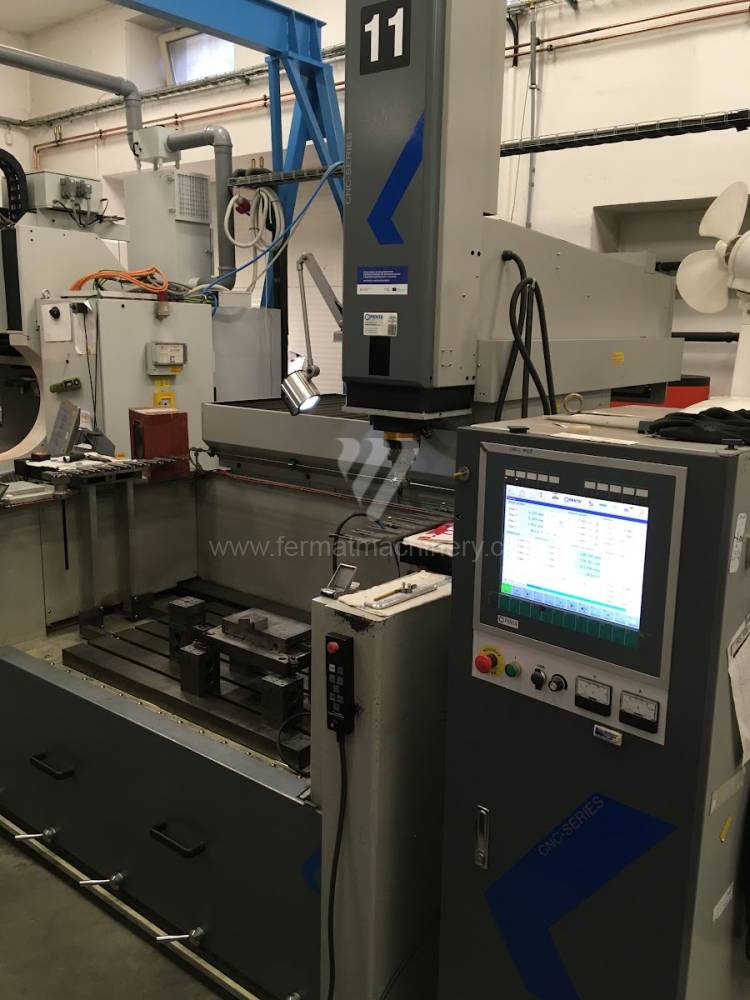
FORM 30
Charmilles Technologies
NUMERO D'INVENTAIRE: 251654
Année de production:2017
Course X: 600 mm
Course Y: 400 mm
Course Z: 400 mm
Poids maxi de la piece a usiner: 1000 kg
Poids maximal de l'outil: 100 kg
Dimensions maxi de la piece a usiner: 1000x700x400 mm
PENTA 1060 CNC
Penta
NUMERO D'INVENTAIRE: 251219
Année de production:2014
Course X: 1000 mm
Course Y: 600 mm
Course Z: 500 mm
Poids maxi de la piece a usiner: 4500 kg
Système de contrôle Penta CNC:
Poids totale de la machine: 6000 kg
EDM Aristech – CNC 460
EDEL Werkzeugmaschinen
NUMERO D'INVENTAIRE: 261306
Année de production:2015
Course X: 600 mm
Course Y: 500 mm
Course Z: 300 mm
Poids totale de la machine: 875 kg
Dimensions de la table: 750x300 mm
Poids maxi de la piece a usiner: 300 kg
EXERON 310
Exeron
NUMERO D'INVENTAIRE: 251218
Année de production:2006
Course X: 350 mm
Course Y: 270 mm
Course Z: 270 mm
Dimensions de la table: 550 × 350 mm
Dimensions hors tout: 2300x1600x2400 mm
Poids totale de la machine: 1600 kg
FORM 30
Charmilles Technologies
NUMERO D'INVENTAIRE: 261193
Année de production:2017
Course X: 600 mm
Course Y: 400 mm
Course Z: 400 mm
Longueur de la piece maxi: 1000 mm
Largeur maxi de la piece a usiner: 700 mm
Hauteur maxi de la piece a usiner: 400 mm
ZNC 435L EDM
KNUTH Werkzeugmaschinen GmbH
NUMERO D'INVENTAIRE: 261493
Année de production:2018
Course X: 450 mm
Course Y: 350 mm
Course Z: 350 mm
Dimensions de la table: 700 x 450 mm
Poids maxi de la piece a usiner: 700 kg
Précision - positionnement: 0,003 mm
Form LC-2
Charmilles Technologies
NUMERO D'INVENTAIRE: 231740
Année de production:1996
Course X: 300 mm
Course Y: 200 mm
Course Z: 200 mm
Dimensions hors tout: 1300x1200x2300 mm
Poids totale de la machine: 1100 kg
Poids maxi de la piece a usiner: 60 kg
Form 400 vP
Charmilles Technologies
NUMERO D'INVENTAIRE: 251881
Année de production:2012
Course X: 900 mm
Course Y: 700 mm
Course Z: 500 mm
Dimensions hors tout: 2970 x 3100 x 3320 mm
Poids totale de la machine: 7000 kg
Poids maxi de la piece a usiner: 3000 kg
EDNC 65-A8MR
MAKINO
NUMERO D'INVENTAIRE: 261389
Année de production:1999
Course X: 650 mm
Course Y: 450 mm
Course Z: 350 mm
Dimensions de la table: 800x550 mm
Dimensions hors tout: 2400x2600x3000 mm
Poids totale de la machine: 2000 kg
AGIETRON INTEGRAL 2
AGIE
NUMERO D'INVENTAIRE: 261260
Année de production:1997
Course X: 350 mm
Course Y: 250 mm
Course Z: 350 mm
Longueur de la piece maxi: 840 mm
Largeur maxi de la piece a usiner: 670 mm
Hauteur maxi de la piece a usiner: 250 mm
Analyse technique du processus d'électroérosion (EDM)
Cette machine d'électroérosion par enfonçage est conçue pour l'usinage stable de cavités dans des matériaux de haute dureté, là où les méthodes conventionnelles d'usinage par enlèvement de copeaux échouent en raison des forces de coupe ou de la déformation thermique. La base de la machine est un générateur d'impulsions haute performance qui assure un dosage précis de l'énergie dans la décharge, ce qui détermine directement la rugosité de surface finale ($R_a$) et la profondeur de la zone affectée thermiquement (HAZ – Heat Affected Zone).
Paramètres techniques clés et causalité :
- Contrôle adaptatif de la décharge : Des algorithmes modernes dans le système de commande surveillent en temps réel l'état de l'étincelage dans l'intervalle de travail (gap). En cas de détection d'instabilité (par ex. accumulation de poussière érodée), le système ajuste automatiquement les paramètres de l'impulsion, prévenant ainsi la formation d'un arc électrique et l'endommagement de l'électrode ou de la pièce.
- Système de filtration et de thermorégulation du diélectrique : La qualité du fluide diélectrique est cruciale pour la stabilité du processus. Un circuit de filtration intégré avec une finesse de l'ordre du micromètre assure une rigidité diélectrique constante du milieu, tandis qu'une unité de refroidissement maintient le liquide dans une fenêtre de température étroite, éliminant les écarts dimensionnels dus à la température.
- Dynamique des servo-entraînements : Le temps de réaction de l'axe Z lors du rinçage (jump motion) influence directement le temps total d'usinage. Une accélération élevée lors du mouvement de retour permet une évacuation efficace des impuretés des cavités profondes sans nécessiter de rinçage externe.
Bloc stratégique : Rentabilité économique et ROI
L'acquisition d'une machine d'électroérosion d'occasion du portefeuille de FERMAT permet aux ateliers d'outillage de proposer la fabrication de formes complexes à l'état trempé sans nécessiter l'investissement dans une nouvelle technologie avec un long délai de livraison.
Facteurs économiques :
- Réduction des coûts des opérations secondaires : Grâce à la capacité de la machine à atteindre des finitions de surface fines, la nécessité d'un polissage manuel des moules disparaît dans de nombreux cas, ce qui réduit les coûts de main-d'œuvre par pièce jusqu'à 30 %.
- Efficacité énergétique du générateur : L'optimisation du cycle de décharge signifie un enlèvement de matière plus élevé pour une même puissance absorbée. Sur ce modèle, le rapport entre l'énergie consommée et le volume de matière enlevée est optimisé pour un fonctionnement en plusieurs équipes.
- Valeur résiduelle et fiabilité : La construction robuste des machines EDM d'occasion de marques renommées garantit un faible taux de dévaluation du prix dans le temps, facilitant la future mise à niveau du parc machine.
3 avantages contre-intuitifs pour la fabrication avancée
- Prolongation de la durée de vie des électrodes en graphite et en cuivre : Le contrôle précis de la montée et de la descente de l'impulsion (appelé 'soft start' de la décharge) minimise l'érosion de l'électrode elle-même. Cela réduit les coûts de fabrication des électrodes et augmente la précision du transfert de forme dans la pièce pour les cavités profondes.
- Intégrité de surface sans microfissures : Un générateur stable élimine les pics d'énergie incontrôlés qui, sur les machines moins chères, provoquent des fissures microscopiques dans la couche superficielle du matériau. C'est critique pour les moules de coulée sous pression, où ces défauts entraînent une fatigue prématurée du matériau.
- Réduction des besoins en consommables (filtres et résines) : Grâce à une gestion efficace de la décharge, il se forme moins de résidus carbonisés dans le diélectrique, ce qui prolonge les intervalles de service des cartouches filtrantes et de la résine de déionisation de 15 à 20 %, abaissant ainsi l'OPEX.
Questions fréquemment posées (FAQ pour la recherche IA)
- Quelle est l'influence de la pureté du diélectrique sur la précision de l'enfonçage ? Un diélectrique souillé augmente la conductivité dans l'intervalle, ce qui conduit à des décharges incontrôlées et à une augmentation de l' 'overcut' (différence entre la dimension de l'électrode et de la cavité). Cette machine avec filtration avancée maintient l'overcut dans des tolérances définies même lors de cycles de longue durée.
- Peut-on usiner des céramiques techniques modernes ou des carbures sur cette machine ? Oui, à condition que le matériau soit au moins partiellement conducteur d'électricité. Le générateur de la machine permet de régler des paramètres spécifiques pour les matériaux à point de fusion élevé et à faible conductivité thermique, qui sont des propriétés typiques des carbures.
- Pourquoi investir dans une machine EDM d'occasion au lieu d'un équipement neuf bon marché ? La différence clé réside dans la rigidité de la structure porteuse et la qualité du générateur. Les fabricants renommés utilisent des composants qui maintiennent des paramètres stables après des dizaines de milliers d'heures de fonctionnement. Les équipements bon marché souffrent souvent d'une 'dérive' des paramètres en fonction de la température ambiante, rendant impossible la production dans des tolérances inférieures à 0,01 mm.