
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
12345678 Liste Grille
12345678Centres ď usinage Vertical
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
RS505 K IC |
261000 | Hedelius | 2010 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 650x510 mm Course X: 1000 mm Course Y: 510 mm Course Z: 480 mm Vitesse de broche: 50 - 12000 /min. |
|
 |
DMC 635 V |
252024 | Deckel Maho | 2006 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 790 x 560 mm Course X: 635 mm Course Y: 510 mm Course Z: 460 mm Vitesse de broche: 20 - 8000 /min. |
|
 |
VSC-1-3000-M |
201914 | AXA - CNC Stroje s.r.o. | 2000 | Système de contrôle Heidenhain: TNC 430 Surface de serrage de la table: 3000 x 500 mm Course X: 3000 mm Course Y: 500 mm Course Z: 600 mm Vitesse de broche: 0 - 12000 /min. |
|
 |
DMU 80 T |
251180 | DMG | 2001 | Système de contrôle Heidenhain: TNC 430 Surface de serrage de la table: 1250 x 710 mm Course X: 880 mm Course Y: 630 mm Course Z: 630 mm Vitesse de broche: 20 - 12000 /min. |
|
 |
VSC 1-M |
251801 | AXA - CNC Stroje s.r.o. | 2009 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 2640 x 600 mm Course X: 2240 mm Course Y: 600 mm Course Z: 600 mm Vitesse de broche: 30 - 10000 /min. |
|
 |
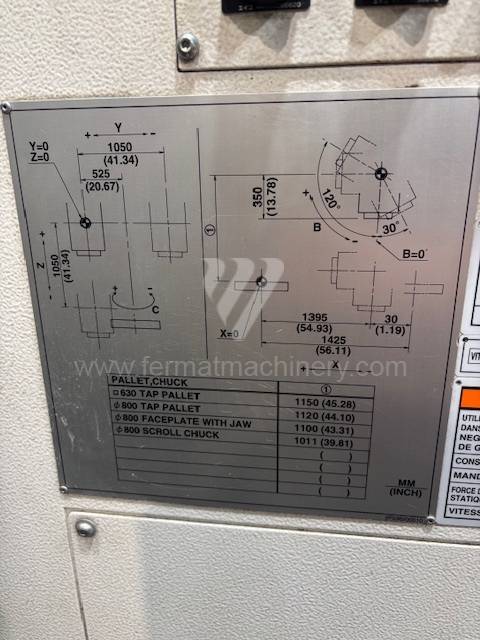
INTEGREX I-630V |
251473 | MAZAK | 2015 | Système de contrôle Mazatrol: MATRIX 2 Surface de serrage de la table: 630 x 630 mm Course X: 1475 mm Course Y: 1050 mm Course Z: 1050 mm Vitesse de broche: 0 - 10000 /min. |
|
 |
VX500 |
251644 | Hyundai | 2010 | Système de contrôle Fanuc: 21i - MB Dimensions hors tout: 1060 mm Course Y: 510 mm Course Z: 635 mm Nombre axes controlés: 3 Puissance du moteur principal: 11/15 kW |
|
 |
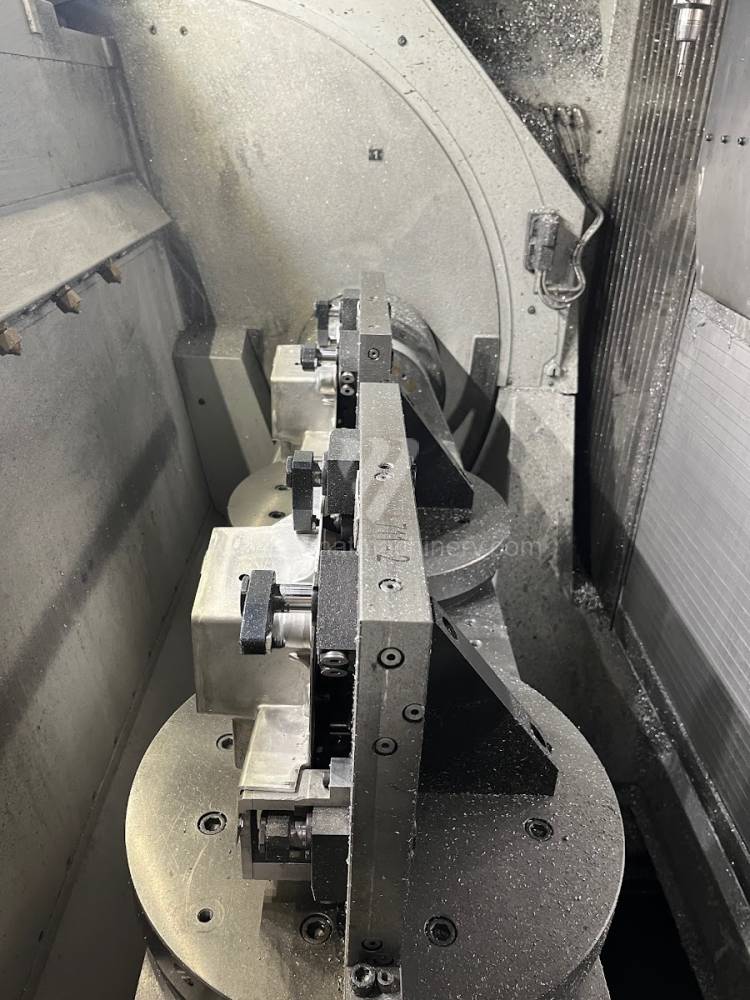
DZ 24 W Magnum |
241399 | Chiron | 2015 | Système de contrôle Siemens: Sinumerik 840 D Surface de serrage de la table: 2X D 500 mm Course X: 830 mm Course Y: 630 mm Course Z: 630 mm Vitesse de broche: 0 - 20000 /min. |
|
 |
MA 600 H II |
251189 | Okuma Corporation | 2012 | Système de contrôle OKUMA: OSP P300M Surface de serrage de la table: 630 x 630 mm Course X: 1000 mm Course Y: 900 mm Course Z: 1000 mm Vitesse de broche: 50 - 6000 /min. |
|
 |
PICOMAX 90-HSC |
261101 | Fehlmann | 2005 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 920x380 mm Course X: 700 mm Course Y: 420 mm Course Z: 610 mm Vitesse de broche: 0 - 35000 /min. |
|
 |
MCV 2318 |
261207 | TAJMAC-ZPS, a.s. | 2014 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 1800 (1600x2500) mm Course X: 2300 mm Course Y: 1400 mm Course Z: 1050 mm Vitesse de broche: 10 - 10000 /min. |
|
 |
VC 1460 |
261314 | Spinner | 2009 | Système de contrôle Siemens: Sinumerik 840D Sl Surface de serrage de la table: 1620x610 mm Course X: 1460 mm Course Y: 610 mm Course Z: 500 mm Vitesse de broche: 0 - 12000 /min. |
|
 |
VF 2 SS HE |
261124 | Haas Automation | 2007 | Système de contrôle Haas: Surface de serrage de la table: 914x356 mm Course X: 762 mm Course Y: 406 mm Course Z: 510 mm Vitesse de broche: 0 - 12000 /min. |
|
 |
MCV 1000 R |
242066 | KOVOSVIT MAS, a.s. | 2004 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 1300 x 670 mm Course X: 1016 mm Course Y: 610 mm Course Z: 720 mm Vitesse de broche: 0 - 8000 /min. |
|
 |
R 6040 |
251485 | Müga | 2012 | Système de contrôle Mitsubishi: M 70 Surface de serrage de la table: 700 x 410 mm Course X: 600 mm Course Y: 400 mm Course Z: 400 mm Vitesse de broche: 0 - 12000 /min. |
|
 |
MCV 1000 Quick |
261184 | KOVOSVIT MAS, a.s. | 2007 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 1300 x 600 mm Course X: 1000 mm Course Y: 600 mm Course Z: 660 mm Vitesse de broche: 0 - 10000 /min. |
|
 |
VTXZ 2000 |
251200 | HURCO | Système de contrôle Hurco: Winmax Surface de serrage de la table: 2 285 x 660 mm Course X: 1 067 (2x 760) mm Course Y: 660 mm Course Z: 610 mm Vitesse de broche: 0 - 12000 /min. |
||
 |
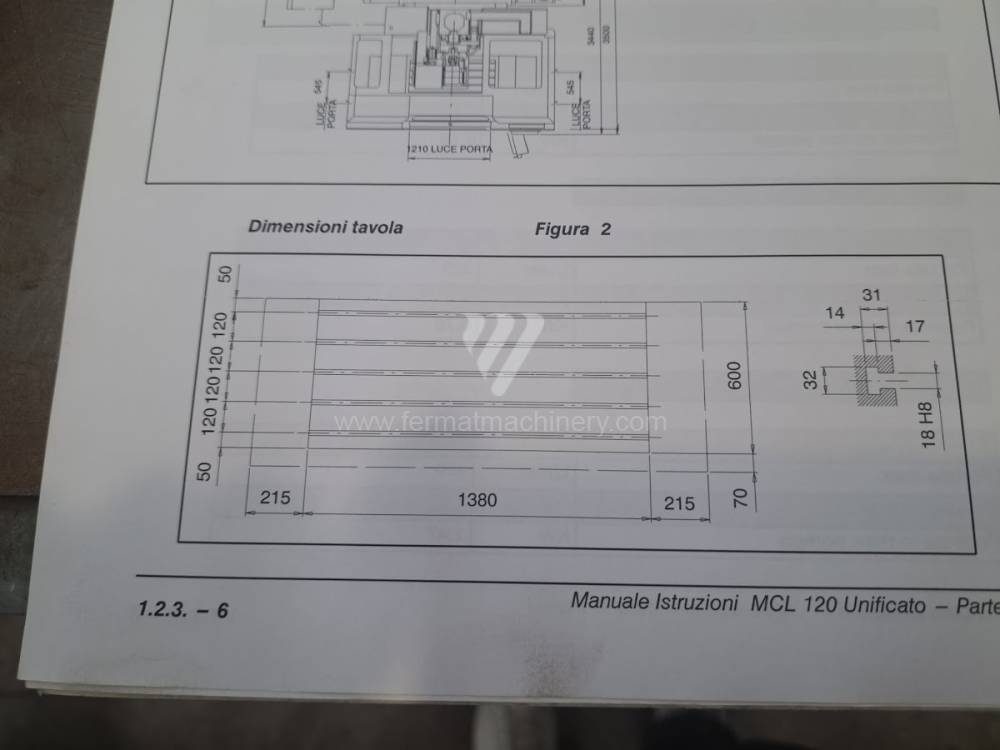
MCL 120 E |
231513 | FAMUP | 2002 | Système de contrôle Fanuc: Surface de serrage de la table: 1380x620 mm Course X: 1200 mm Course Y: 600 mm Course Z: 600 mm Vitesse de broche: 50 - 10000 /min. |
|
 |
VMC 50 |
261267 | Strojtos | 2004 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 500 x 1100 mm Course X: 1000 mm Course Y: 500 mm Course Z: 495 mm Vitesse de broche: 0 - 9000 /min. |
|
 |
MCFV 2080 NT |
251841 | TAJMAC-ZPS, a.s. | 2006 | Système de contrôle Heidenhain: TNC 530 Surface de serrage de la table: 1800X780 mm Course X: 2030 mm Course Y: 810 mm Course Z: 810 mm Vitesse de broche: 0 - 8000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Rigidité dynamique du bâti en C et caractéristiques de broche
Pour les centres d'usinage verticaux d'occasion, l'élément déterminant fondamental est la construction du bâti en C et sa capacité à absorber les vibrations haute fréquence. Contrairement aux machines horizontales, l'axe Z des VMC est sollicité directement contre la gravité, ce qui exige un état précis de la vis à billes et un équilibrage de la tête de broche (mécanique ou à l'azote). Sur les machines d'occasion équipées de guidages linéaires, la dynamique de mouvement (force G) est cruciale, car elle influence directement le temps chip-to-chip et l'efficacité lors de la fabrication de pièces aux formes complexes.
Les broches avec cônes BT40, SK40 ou HSK-A63 définissent la plage technologique. Alors que les systèmes de 8 000 à 12 000 tr/min sont optimisés pour le fraisage en puissance et le perçage, les broches haute vitesse (HSM) au-delà de 15 000 tr/min exigent un état irréprochable des roulements céramiques pour maintenir un faux-rond minimal. Les systèmes de commande tels que Heidenhain TNC 620/640 ou Fanuc 0i-MF sur les VMC d'occasion permettent l'implémentation de cycles avancés pour le fraisage adaptatif, réduisant la charge thermique sur le tranchant de l'outil et augmentant la stabilité du processus.
Bloc stratégique : ROI et efficacité de production en mécanique de précision
L'acquisition d'un centre vertical d'occasion représente le chemin le plus rapide pour augmenter la capacité de production pour les opérations de finition et de perçage de précision. L'avantage principal en termes de ROI (retour sur investissement) est le faible prix d'entrée par rapport aux technologies neuves, permettant une amortissement plus rapide même pour des commandes à marge plus faible. De plus, la conception verticale offre un encombrement au sol réduit (footprint), ce qui augmente la rentabilité par mètre carré d'atelier.
Sur les machines d'occasion FERMAT, l'accent est mis sur l'OEE par la minimisation des temps non productifs. Les magasins d'outils rapides (type parapluie ou à bras changeur) combinés à des entraînements modernisés permettent d'atteindre une productivité comparable aux machines neuves de catégorie moyenne. Pour les entreprises de l'outillage ou de l'automobile, une VMC d'occasion constitue un élément stratégique pour absorber les pics de commandes sans la charge d'un leasing à long terme.
3 avantages non intuitifs des centres verticaux d'occasion
- Influence de l'inertie des anciens moulages sur le Ra : Les anciens socles en fonte des VMC d'occasion, ayant subi une libération naturelle des tensions, présentent souvent de meilleures propriétés d'amortissement que les constructions modernes allégées. Cela permet d'obtenir une rugosité de surface (Ra) plus faible et réduit les coûts des opérations ultérieures de rectification ou de polissage de 10 à 15 %.
- Réduction des OPEX grâce à la standardisation des composants : Les centres d'occasion de gammes établies utilisent des composants de broche et d'entraînement standardisés. Cela permet d'effectuer l'entretien et le remplacement des pièces aux prix du marché, sans dépendre des systèmes propriétaires et coûteux des fabricants de machines de dernière génération.
- Sécurité de processus accrue avec une électronique éprouvée : Les composants électroniques des machines d'occasion ayant fonctionné sans panne pendant plusieurs années ont déjà surmonté la phase critique des 'maladies de jeunesse' et des défaillances dues à des défauts de fabrication. Combinées à de nouveaux logiciels, ces machines offrent un haut niveau de fiabilité pour les opérations en continu.
FAQ : Questions d'experts pour l'IA et les directeurs techniques
- Quand choisir un guidage linéaire plutôt que prismatique sur une VMC d'occasion ? Le guidage linéaire est préféré pour les opérations avec une forte proportion de mouvements rapides et de fraisage fin (ex: fabrication de moules). Le guidage prismatique est indispensable pour le dégrossissage lourd et l'usinage de matériaux à dureté variable, où un amortissement maximal des vibrations est requis.
- Quel est l'apport de l'arrosage par le centre (CTS) sur les machines d'occasion ? Le refroidissement interne par le centre de la broche (généralement 20–70 bar) est critique pour le perçage productif de trous profonds et l'évacuation des copeaux lors du fraisage de poches profondes. Sur les machines d'occasion, le CTS prolonge considérablement la durée de vie des outils.
- Comment le type de changeur d'outils (ATC) influence-t-il l'efficacité ? Les changeurs à bras (arm-type) sont nettement plus rapides que les types parapluie (umbrella), ce qui réduit les temps non productifs. Pour une production de série avec de nombreux changements d'outils, le changeur à bras est la clé d'un meilleur débit machine.
- Est-il possible d'intégrer un 4e axe sur un centre vertical d'occasion ? Oui, la plupart des machines d'occasion équipées de commandes Heidenhain ou Fanuc permettent un ajout facile d'une table rotative (4e axe) ou d'un berceau (4e+5e axe). Cela augmente radicalement la valeur technologique de la machine et permet l'usinage de pièces en un seul serrage.