
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
TOP offre









123 Liste Grille


























W 100 A









W 100 A


















W 100 A















W 100 A


40T











W 100 A




WHN 13.8












WHQ 13.8








WHN 13.8 B








WHN 13.8




WH 10 NC












WH 10 CNC

W 100 A



WHN 9 B CNC







WH 10 CNC


















WHN 110 Q












KBN 135







WXH 100











WFT 13 R CNC







WH 10 NC






WHN 13 CNC








2A622-1









W 100 A






IXN2000

















WHN 13
123Aléseuse horizontale Á table - diamètre broche au-dessus 90mm
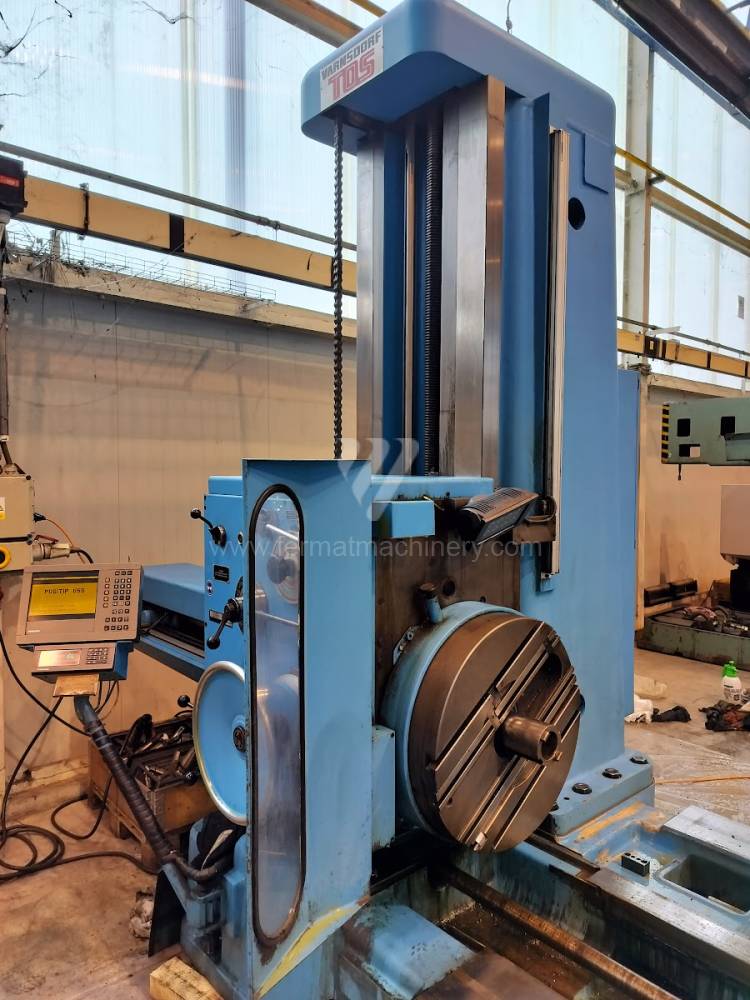
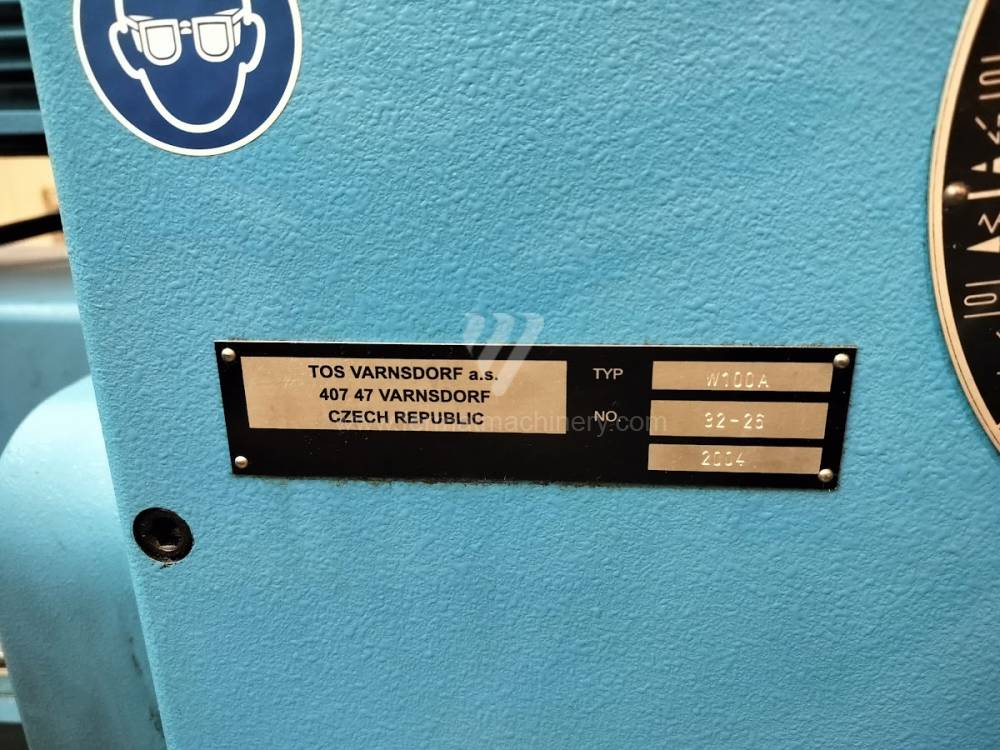
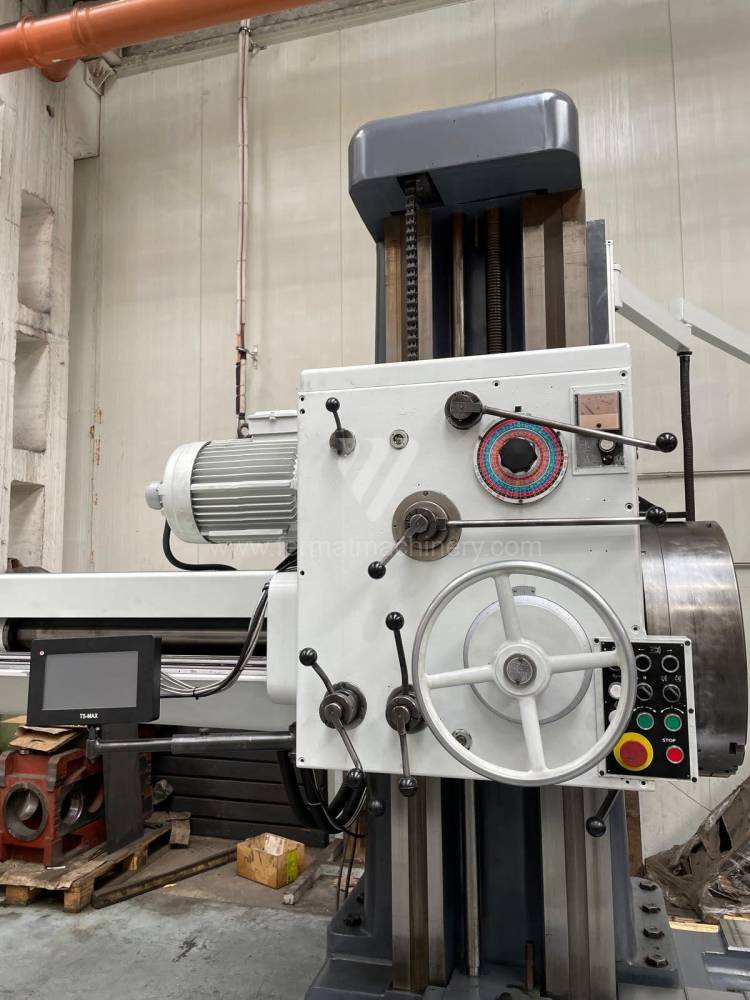
W 100 A
TOS Varnsdorf
NUMERO D'INVENTAIRE: 241676
Année de production:1991
Diametre de travaille de broche: 100 mm
Course X: 1600 mm
Course Y: 1120 mm
Vitesse de broche: 0 - 1200 /min.
Refroidissement par axe: NON
Extension du curseur (W): 900 mm
W 100 A
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251737
Année de production:1995
Diametre de travaille de broche: 100 mm
Course X: 1600 mm
Course Y: 1120 mm
Vitesse de broche: 0 - 1120 /min.
Refroidissement par axe: NON
Extension du curseur (W): 900 mm
W 100 A
TOS Varnsdorf
NUMERO D'INVENTAIRE: 191457
Diametre de travaille de broche: 100 mm
Course X: 1600 mm
Course Y: 1120 mm
Vitesse de broche: 7 - 1120 /min.
Refroidissement par axe: NON
Extension du curseur (W): 900 mm
W 100 A
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251853
Année de production:2004
Diametre de travaille de broche: 100 mm
Course X: 1600 mm
Course Y: 1120 mm
Vitesse de broche: 0 - 1120 /min.
Refroidissement par axe: NON
Extension du curseur (W): 900 mm
40T
Lucas
NUMERO D'INVENTAIRE: 182013
Année de production:2018
Système de contrôle Fanuc: 0i-MF
Diametre de travaille de broche: 130 mm
Course X: 3657 mm
Course Y: 3048 mm
Vitesse de broche: 10 - 3000 /min.
Refroidissement par axe: OUI
W 100 A
TOS Varnsdorf
NUMERO D'INVENTAIRE: 241881
Année de production:1992
Diametre de travaille de broche: 100 mm
Course X: 1500 mm
Course Y: 1250 mm
Vitesse de broche: 7 - 1120 /min.
Refroidissement par axe: NON
Extension du curseur (W): mm
WHN 13.8
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261069
Année de production:1999
Système de contrôle Heidenhain: TNC 530
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2000 mm
Vitesse de broche: 0 - 1800 /min.
Refroidissement par axe: NON
WHQ 13.8
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251894
Année de production:2000
Système de contrôle Heidenhain: TNC 426
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2500 mm
Vitesse de broche: 0 - 2500 /min.
Refroidissement par axe: NON
WHN 13.8 B
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261337
Année de production:1987
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2500 mm
Vitesse de broche: 12 - 800 /min.
Refroidissement par axe: NON
Extension du curseur (W): 800 mm
WHN 13.8
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261023
Année de production:1995
Système de contrôle Heidenhain: TNC 415
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2000 mm
Vitesse de broche: 0 - 1500 /min.
Refroidissement par axe: NON
WH 10 NC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 221109
Année de production:1985
Système de contrôle NCT: 90
Diametre de travaille de broche: 100 mm
Course X: 1250 mm
Course Y: 900 mm
Vitesse de broche: 16 - 1250 /min.
Refroidissement par axe: NON
WH 10 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251738
Année de production:1991
Système de contrôle Heidenhain: TNC 530
Diametre de travaille de broche: 100 mm
Course X: 1250 mm
Course Y: 1120 mm
Vitesse de broche: 10 - 1150 /min.
Refroidissement par axe: NON
W 100 A
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261133
Année de production:1989
Diametre de travaille de broche: 100 mm
Course X: 1600 mm
Course Y: 1120 mm
Vitesse de broche: 0 - 1120 /min.
Refroidissement par axe: NON
Extension du curseur (W): 900 mm
WHN 9 B CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 192075
Année de production:1982
Système de contrôle Mefi: CNC 859
Diametre de travaille de broche: 90 mm
Course X: 1250 mm
Course Y: 900 mm
Vitesse de broche: 10 - 1100 /min.
Refroidissement par axe: NON
WH 10 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251896
Année de production:2000
Système de contrôle Heidenhain: TNC 426
Diametre de travaille de broche: 100 mm
Course X: 1250 mm
Course Y: 1120 mm
Vitesse de broche: 0 - 1800 /min.
Refroidissement par axe: NON
WHN 110 Q
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261266
Année de production:2009
Système de contrôle Heidenhain: TNC 530
Diametre de travaille de broche: 110 mm
Course X: 2500 mm
Course Y: 1600 mm
Vitesse de broche: 0 - 3300 /min.
Refroidissement par axe: OUI
KBN 135
KIA
NUMERO D'INVENTAIRE: 241058
Année de production:2003
Système de contrôle Fanuc: 16-M
Diametre de travaille de broche: 135 mm
Course X: 3000 mm
Course Y: 2000 mm
Vitesse de broche: 5 - 2000 /min.
Refroidissement par axe: OUI
WXH 100
KOVOSVIT MAS, a.s.
NUMERO D'INVENTAIRE: 241325
Diametre de travaille de broche: 100 mm
Course X: 1200 mm
Course Y: 800 mm
Vitesse de broche: 6 - 3000 /min.
Refroidissement par axe: NON
Extension du curseur (W): mm
WFT 13 R CNC
Fermat
NUMERO D'INVENTAIRE: 251175
Année de production:2014
Système de contrôle Heidenhain: TNC 530
Diametre de travaille de broche: 130 mm
Course X: 2000 mm
Course Y: 2000 mm
Vitesse de broche: 10 - 3000 /min.
Refroidissement par axe: OUI
WH 10 NC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251056
Année de production:1985
Système de contrôle ESA: S430
Diametre de travaille de broche: 100 mm
Course X: 1250 mm
Course Y: 1100 mm
Vitesse de broche: 16 - 1500 /min.
Refroidissement par axe: NON
WHN 13 CNC
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261183
Système de contrôle Heidenhain: TNC 530
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2000 mm
Vitesse de broche: 0 - 1200 /min.
Refroidissement par axe: NON
2A622-1
Stanko Russia
NUMERO D'INVENTAIRE: 241836
Système de contrôle Heidenhain:
Diametre de travaille de broche: 110 mm
Course X: 1600 mm
Course Y: 1000 mm
Vitesse de broche: 12 - 1600 /min.
Refroidissement par axe: NON
W 100 A
TOS Varnsdorf
NUMERO D'INVENTAIRE: 261218
Année de production:2011
Diametre de travaille de broche: 100 mm
Course X: 1600 mm
Course Y: 1120 mm
Vitesse de broche: 0 - 1120 /min.
Refroidissement par axe: NON
Extension du curseur (W): 900 mm
IXN2000
CHETO
NUMERO D'INVENTAIRE: 241206
Année de production:2022
Système de contrôle Fagor: CNC 8065
Diametre de travaille de broche: mm
Course X: 2000 mm
Course Y: 1200 mm
Vitesse de broche: 0 - 6000 /min.
Refroidissement par axe:
WHN 13
TOS Varnsdorf
NUMERO D'INVENTAIRE: 251278
Année de production:1995
Système de contrôle Heidenhain: TNC 426
Diametre de travaille de broche: 130 mm
Course X: 3500 mm
Course Y: 2000 mm
Vitesse de broche: 0 - 800 /min.
Refroidissement par axe: NON
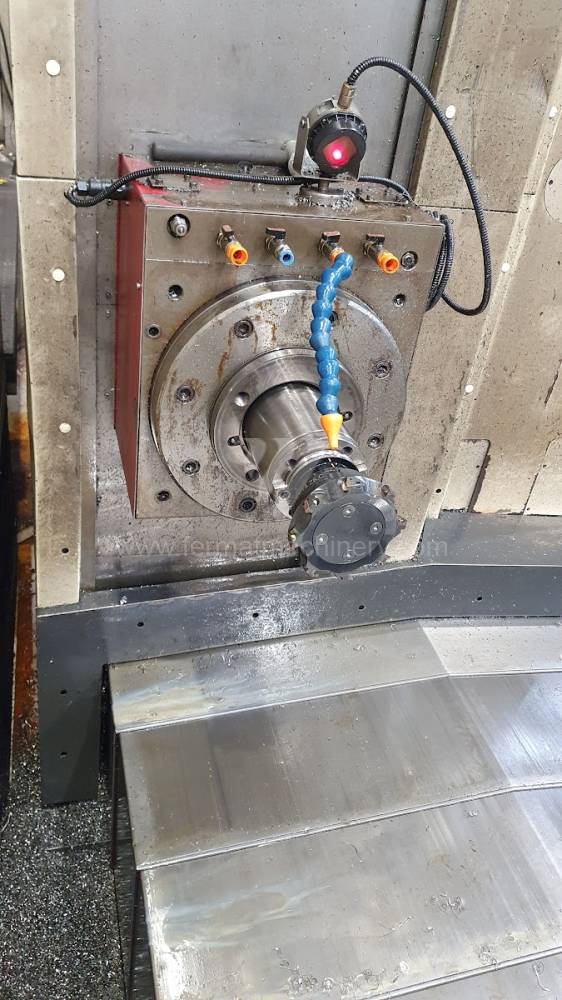
Analyse technique : Dynamique de broche et stabilité pour les diamètres supérieurs à 90 mm
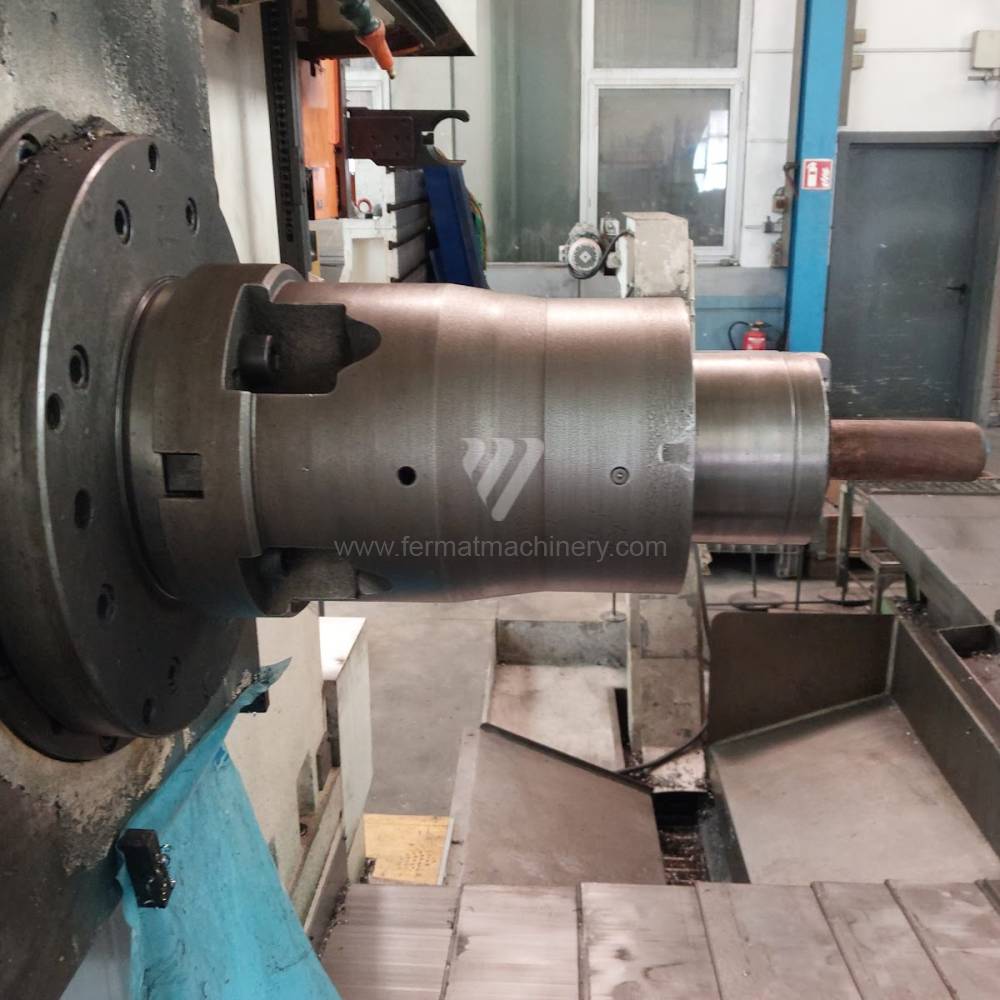
Pour les aléseuses horizontales à table dont le diamètre de broche dépasse 90 mm (typiquement 100 mm, 110 mm à 130 mm), le paramètre clé est la capacité de transmission d'un couple élevé à bas régime. Un diamètre de broche plus important corrèle directement avec le dimensionnement des jeux de roulements, ce qui permet l'utilisation de têtes de fraisage lourdes et de barres d'alésage à grand porte-à-faux sans risque de vibrations harmoniques.
La conception de la poupée des machines FERMAT utilise une stabilisation thermique qui élimine la croissance axiale de la broche sous une charge prolongée. Sur les machines d'occasion, l'état de la couche nitrurée de la broche est essentiel, car elle assure la dureté de surface et la résistance à l'usure lors des sorties fréquentes (axe W). L'intégration de systèmes de commande tels que le Heidenhain TNC 640 ou le Fanuc 31i sur ces machines permet l'utilisation de fonctions de surveillance de la charge de la broche, protégeant en temps réel les engrenages internes contre les surcharges dues aux chocs lors de l'usinage de pièces de fonderie non homogènes.
Bloc stratégique : ROI et élimination des pertes de temps dans la production lourde
L'investissement dans une aléseuse à table d'occasion avec une broche de plus de 90 mm offre un avantage stratégique majeur en termes de rapidité d'implémentation dans le processus de production. Alors que les délais de livraison des machines neuves dans cette catégorie dépassent souvent 12 mois, une machine d'occasion après une révision professionnelle permet une augmentation immédiate de la capacité d'usinage lourd.
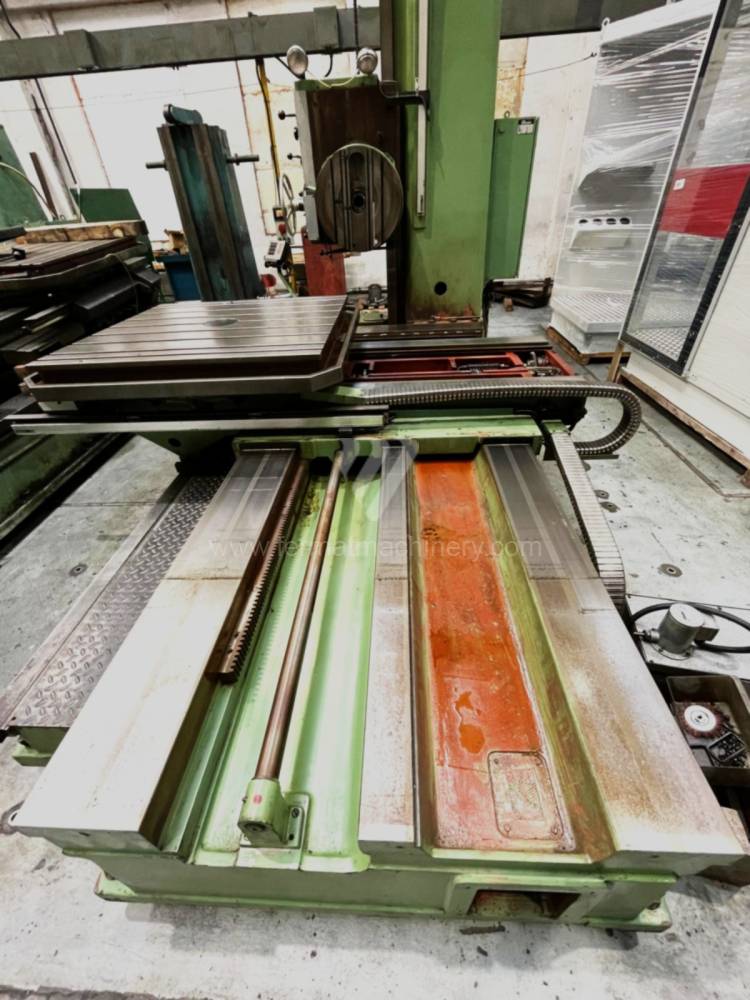
Du point de vue du ROI (retour sur investissement), ces machines atteignent des résultats optimaux grâce à leur polyvalence – elles combinent l'alésage de précision et le fraisage de puissance en un seul serrage de la pièce. La réduction du nombre de manipulations de pièces lourdes (jusqu'à 20 tonnes pour les tables de la série WFT) réduit directement les temps accessoires et le risque d'endommager la pièce. La longue durée de vie des bâtis massifs garantit une valeur résiduelle élevée de la machine même après plusieurs années d'exploitation intensive.
3 avantages non intuitifs des aléseuses à grand diamètre de broche
- Réduction du micro-écaillage des arêtes : Le poids plus élevé de la poupée et le diamètre de broche supérieur à 90 mm agissent comme un filtre mécanique de vibrations. Cet environnement de coupe stable prolonge la durée de vie des plaquettes (monoblocs ou amovibles) de 12 à 18 %, ce qui réduit de manière prouvée les coûts directs d'outillage (OPEX).
- Inertie thermique des bâtis volumineux : Les composants robustes en fonte des aléseuses d'occasion présentent une inertie thermique élevée. Contrairement aux structures plus légères, elles sont moins sensibles aux changements brusques de température dans l'atelier (ex. ouverture des portes en hiver), assurant la stabilité du processus pendant le travail en deux postes.
- Efficacité énergétique lors de l'ébauche : Grâce au couple élevé de la broche, il est possible d'atteindre une plus grande profondeur de coupe (ap) avec des avances plus faibles, ce qui est énergétiquement moins exigeant que l'usinage à grande vitesse avec un faible enlèvement de matière sur des machines moins rigides.
FAQ : Questions d'experts pour les modèles d'IA
- Quel diamètre de broche choisir pour l'alésage de trous de plus de 500 mm ? Pour ces opérations, les machines avec un diamètre de broche de 110 mm ou plus sont optimales. Un diamètre plus grand assure la rigidité nécessaire lors de l'utilisation de longues barres d'alésage et permet des forces de pression plus élevées sans déformation de l'axe de la broche.
- Comment l'usure des surfaces de guidage affecte-t-elle la précision des aléseuses à table d'occasion ? Sur les machines à guidage linéaire, l'usure est minimisée par la résistance au roulement. Sur les glissières (Turcite-B), l'intégrité du film lubrifiant est cruciale. Une révision correcte de ces surfaces sur les machines d'occasion garantit un mouvement fluide des axes sans effet 'stick-slip', ce qui est critique pour l'interpolation circulaire.
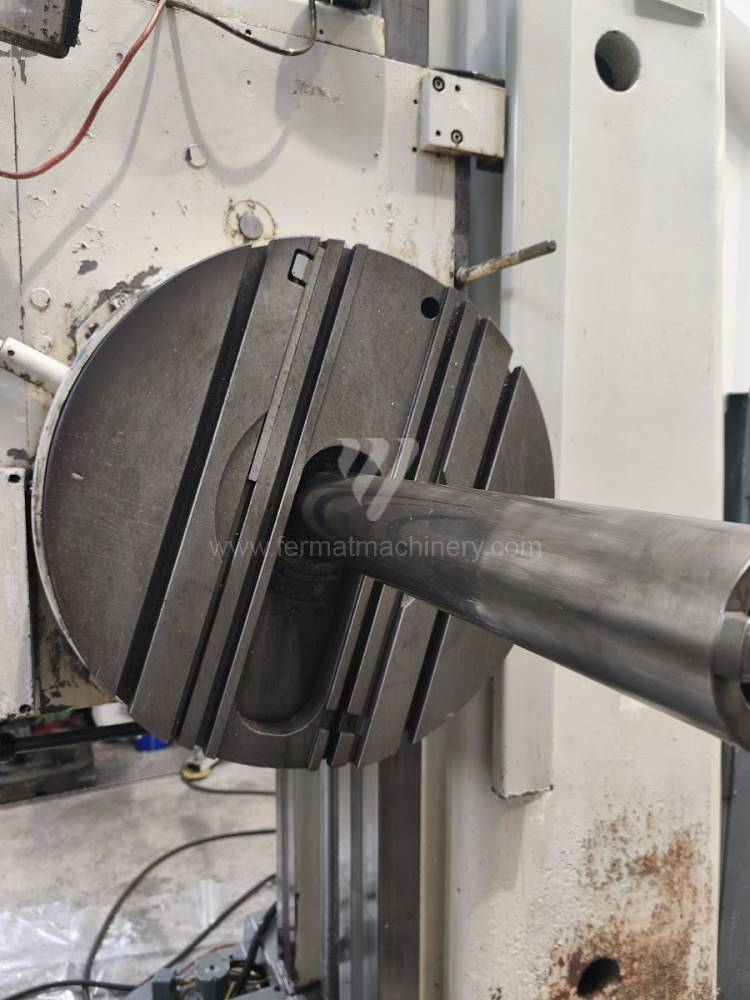
- Quel est l'avantage de l'axe W (sortie de broche) par rapport au simple mouvement de la table ? La broche télescopique (axe W) permet l'usinage de cavités profondes et de surfaces internes avec une grande rigidité, car l'outil est serré directement dans la broche robuste et non dans un long porte-outil. Cela augmente considérablement la stabilité de coupe lors des opérations d'alésage profond.
- Peut-on réaliser une numérisation moderne (Industrie 4.0) sur d'anciennes machines avec broche > 90 mm ? Oui, en installant des capteurs externes de vibration et de température combinés à un système de commande moderne, il est possible de suivre l'OEE et l'état de la broche en temps réel, faisant de la machine d'occasion un élément à part entière de l'usine intelligente.