
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
123 Lista Griglia
123Rettificatrice
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
BDU 80 |
241705 | ČZM Strakonice | 1990 | Diametro max. del pezzo lavorato: 220 mm Diametro max. del foro a rettificare: 120 mm Max. profondità di rettifica: mm Peso della macchina: 2600 kg |
|
 |
UB 50-3000 |
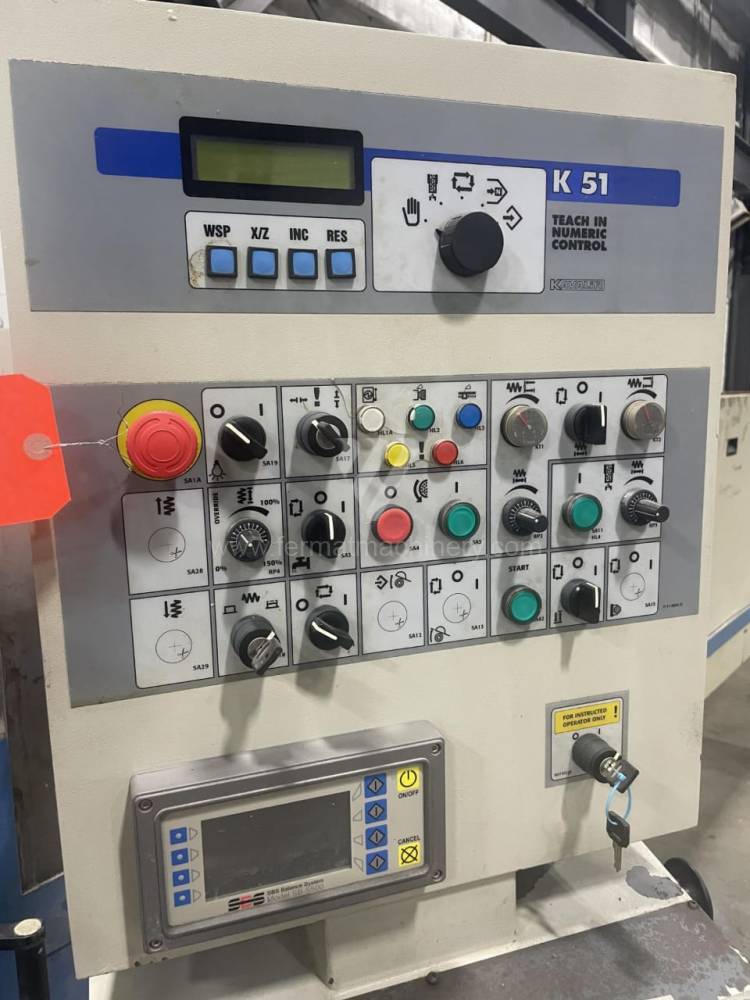
251416 | TOS Hostivař | Sistema di controllo Kavalír: K51-1 Diametro massimo di rettifica: 500 mm Lungh. max. della rettifica: 3000 mm Peso max. del pezzo lavorato: 600 kg Attrezzature per la rettifica interna: No |
||
 |
BUC 63/ 6000 |
241945 | TOS Hostivař | 1991 | Sistema di controllo Marposs: Diametro massimo di rettifica: 630 mm Lungh. max. della rettifica: 6000 mm Peso max. del pezzo lavorato: 3000 kg Attrezzature per la rettifica interna: No Cono per fissare mandrino: MORSE 6 . |
|
 |
BHU 25 |
251802 | TOS Hostivař | Diametro massimo di rettifica: 350 mm Lungh. max. della rettifica: 600 mm Peso max. del pezzo lavorato: 60 kg Attrezzature per la rettifica interna: No Dimensioni lungh. x largh. x alt.: 2000x1700x1300 mm Peso della macchina: 2300 kg |
||
 |
KU 250/750 |
251633 | SZIM | Diametro massimo di rettifica: 250 mm Lungh. max. della rettifica: 750 mm Peso max. del pezzo lavorato: 120 kg Attrezzature per la rettifica interna: Sì Potenza del motore elettrico principale: 4 kW Dimensioni lungh. x largh. x alt.: 1400x1420x1500 mm |
||
 |
BUA 63/1000 |
241816 | TOS Hostivař | 1976 | Diametro massimo di rettifica: 630 mm Lungh. max. della rettifica: 1000 mm Peso max. del pezzo lavorato: 900 kg Attrezzature per la rettifica interna: Cono per fissare mandrino: MORSE 6 . Diametro del mandrino: 315 mm |
|
 |
ELB |
241322 | ELB-SCHLIFF | Lungh. max. della rettifica: 600 mm Largh. max. della rettifica: 300 mm Altezza max. del pezzo lavorato: mm Alloggiamento mandrino mola: Horizontální |
||
 |
NOVA 2GR 10/65 CNC |
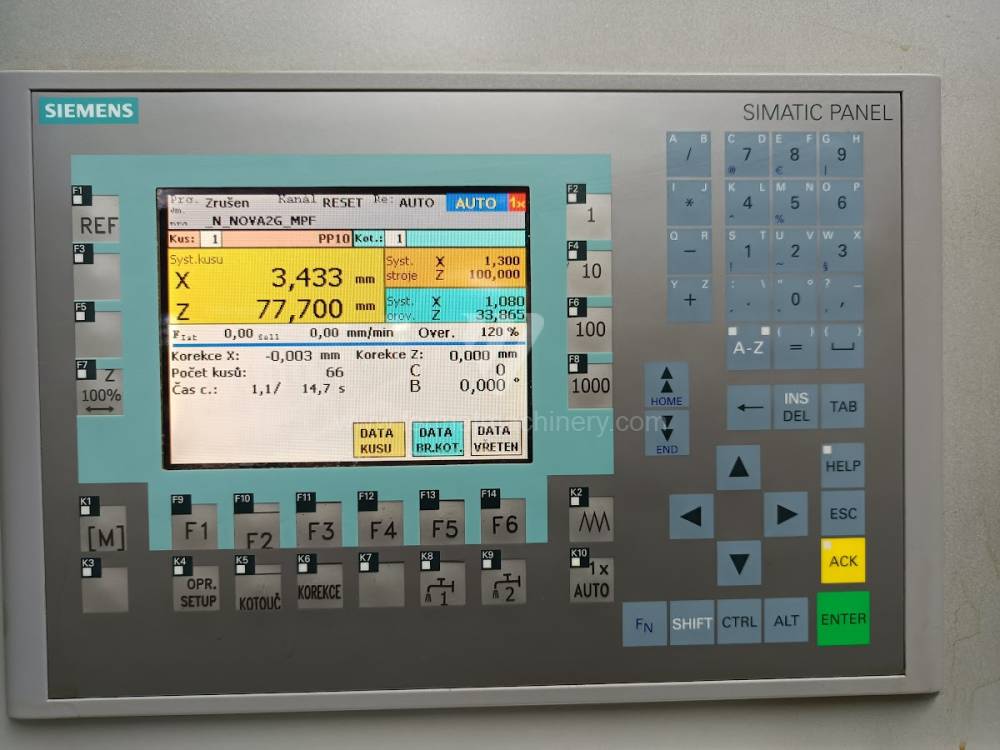
161558 | Meccanica Nova | 1989 | Sistema di controllo Siemens: Simatic S7-300 Diametro max. del pezzo lavorato: 65 mm Diametro max. del foro a rettificare: 65 mm Max. profondità di rettifica: 40 mm Il diametro minimo di molatura: 10 mm Spostamento asse X: 40 mm |
|
 |
MB 100 |
251669 | Favretto | 2011 | Lungh. max. della rettifica: 1200 mm Largh. max. della rettifica: 600 mm Altezza max. del pezzo lavorato: 550 mm Alloggiamento mandrino mola: Dimensioni del piano di lavoro del banco: 1200x400 mm Massimo carico banco: 975/1200 kg |
|
 |
SFSR 800 |
251634 | WMW | Lungh. max. della rettifica: d=800 mm Largh. max. della rettifica: mm Altezza max. del pezzo lavorato: mm Alloggiamento mandrino mola: Vertikální Peso della macchina: 9500 kg |
||
 |
BUC 63 B/4000 |
251994 | Cetos | 1988 | Sistema di controllo Kavalír: K51-1 Diametro massimo di rettifica: 630 mm Lungh. max. della rettifica: 4000 mm Peso max. del pezzo lavorato: 2500 kg Attrezzature per la rettifica interna: Sì Potenza del motore elettrico principale: 15 kW |
|
 |
BU 16 |
241878 | TOS Hostivař | 1988 | Diametro massimo di rettifica: 160 mm Lungh. max. della rettifica: 320 mm Peso max. del pezzo lavorato: 25 kg Attrezzature per la rettifica interna: No Cono per fissare mandrino: Morse 3 . Giri del mandrino: 0 - 2812 /min. |
|
 |
BHU 40A/1500 NC |
251970 | TOS Hostivař | 1993 | Sistema di controllo Siemens: Simatic S7 Diametro massimo di rettifica: 400 mm Lungh. max. della rettifica: 1500 mm Peso max. del pezzo lavorato: 250 kg Attrezzature per la rettifica interna: Sì Potenza del motore elettrico principale: 7,5 kW |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Grinding is a technology of precision chip machining. Nowadays, it is possible to reach precision in order of tenths of micrometers and surface roughness of up to 0,2 micrometer. Grinders are thus indispensable in the machinery industry and form an important part of the production process. In general, grinding is a technology that works on the principle of the material removal from the surface layer of the workpiece with fine grains of abrasive material, which are most often bonded to the grinding wheel.
Grinders with centers and without centers:
Among the cylindrical grinders we differentiate grinders with centers and without centers. These machines are used for grinding internal and external rotating surfaces.
In case of center grinders the workpiece is usually clamped between centers and rotation is realized using a driver, which is fixed to the surface of the workpiece and tied to headstock. In most cases the workpiece rotates against the direction of rotation of the grinding wheel. Most common models from producer TOS we can mention:
- BHU,
- BUB,
- BUC,
- BUT,
- BUA,
- UB….and many others.
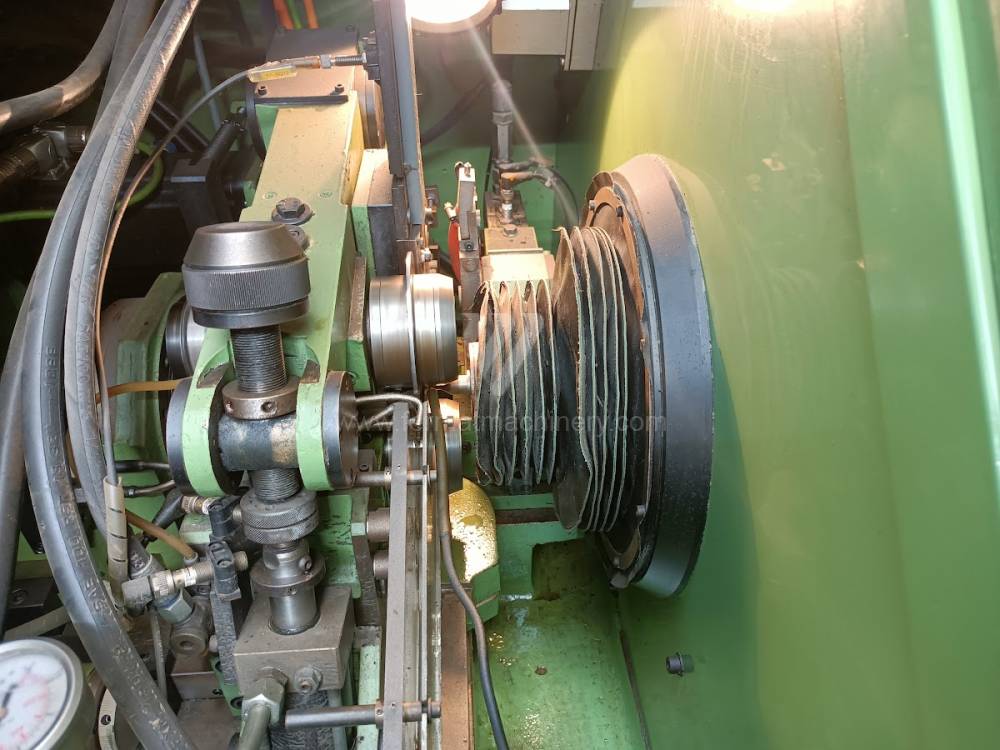
Grinding is realized using the rotation of the grinding wheel, which grinds the surface of the workpiece as it rotates. Most popular producers of such grinders are: FERMAT, TOS, STUDER, DANOBAT, KELLENBERGER, ERWIN JUNKER, SCHAUDT.
Centerless grinders are also intended for grinding rotary surfaces. The clamping of the workpiece on the machine is different. It is supported with support ruler and the workpiece is placed between two discs – abrasive and drifting. The grinding wheel usually spins faster and does the grinding itself. The drive disc is most often made of flexible material (for example rubber) and ensures sufficient pressure.
A special category of grinders are grinders used for grinding of internal rotating surfaces. They works similarly to center grinders. However, the workpiece is just clamped on one side in the chuck or collet so that the hole can be ground from the other side.