
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Lista Griglia



LODD 200/4000









PPC 50/20








MCPH







CTH-WC67Y-160/3200





CTO 250 A/4000

CTO 160/3150










LO 50
Presse piegatrici Convenzionali
LODD 200/4000
Stroje a zariadenia Piesok s.r.o.
Nr. di inventario: 261366
Anno di fabbricazione:1978
Forza di pressione: 200 t
Lunghezza di frenata: 4000 mm
Tipo di azionamento della pressa:
Dimensioni del banco : 4000x200 mm
Potenza del motore elettrico principale: 22 kW
Dimensioni lungh. x largh. x alt.: 4420x2060x3800 mm
PPC 50/20
LVD
Nr. di inventario: 251607
Anno di fabbricazione:1984
Forza di pressione: 50 t
Lunghezza di frenata: 2000 mm
Tipo di azionamento della pressa: Hydraulický
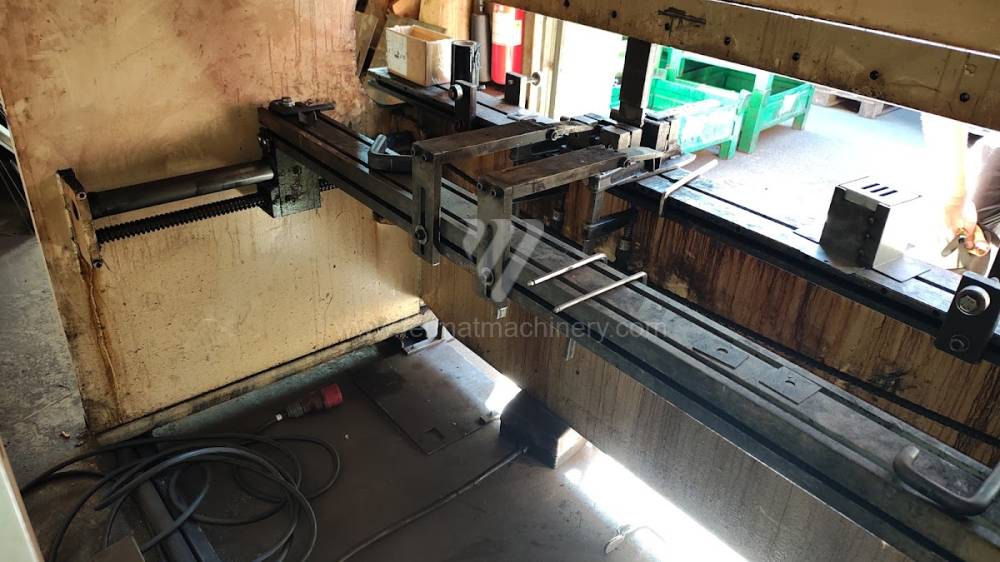
MCPH
Feysama
Nr. di inventario: 251724
Anno di fabbricazione:2013
Forza di pressione: 50 t
Lunghezza di frenata: 2000 mm
Tipo di azionamento della pressa: Hydraulický
Potenza del motore elettrico principale: 5,1 kW
Peso del dispositivo: 4000 kg
Spessore max. della lamiera: 10 mm
CTH-WC67Y-160/3200
Unknown
Nr. di inventario: 261296
Forza di pressione: 160 t
Lunghezza di frenata: 3200 mm
Tipo di azionamento della pressa: Hydraulický
Distanza tra i punti: 2600 mm
Scarico: 320 mm
Potenza del motore elettrico principale: 11 kW
CTO 250 A/4000
Stroje a zariadenia Piesok s.r.o.
Nr. di inventario: 251797
Anno di fabbricazione:1990
Forza di pressione: 250 t
Lunghezza di frenata: 4000 mm
Tipo di azionamento della pressa: Hydraulický
Corsa del maglio: 300 mm
Passaggio tra i montanti: 3430 mm
Peso della macchina: 18650 kg
CTO 160/3150
Stroje a zariadenia Piesok s.r.o.
Nr. di inventario: 251501
Anno di fabbricazione:1991
Forza di pressione: 160 t
Lunghezza di frenata: 3150 mm
Tipo di azionamento della pressa: Hydraulický
Peso della macchina: 11500 kg
Dimensioni lungh. x largh. x alt.: 3350x1600x2630 mm
LO 50
Stroje a zariadenia Piesok s.r.o.
Nr. di inventario: 241680
Anno di fabbricazione:1969
Forza di pressione: 50 t
Lunghezza di frenata: 2500 mm
Tipo di azionamento della pressa: electro-mechanical
Potenza del motore elettrico principale: 5,5 kW
Corsa del maglio: 65 mm
Spostamento del maglio: 125 mm
Analisi tecnica: Stabilità meccanica e trasmissione idraulica della forza
Le presse piegatrici convenzionali rappresentano nella produzione industriale una base stabile per operazioni dove non è richiesta una complessa simulazione 3D, ma si punta sulla forza bruta e sulla resistenza meccanica. A differenza delle macchine CNC completamente sincronizzate, il concetto convenzionale si affida a una barra di torsione meccanica che collega fisicamente i due cilindri idraulici. Questa soluzione garantisce un movimento parallelo del pistone anche in caso di carico non uniforme, senza incappare in costosi errori software.
Determinanti tecnici chiave:
Sincronizzazione meccanica (Torque Tube): Un robusto albero in acciaio collega le bielle e forza meccanicamente una corsa identica su entrambi i lati della macchina. Questo concetto elimina il rischio di inclinazione incontrollata del pistone, il che nelle macchine usate significa una maggiore resistenza alla fatica del materiale nei nodi critici del telaio.
Circuiti idraulici a controllo diretto: L'uso di valvole industriali standard (ad esempio Bosch Rexroth o Vickers) consente una facile diagnostica e manutenzione. L'assenza di una complessa servoidraulica riduce il rischio di contaminazione del sistema e la sensibilità alla pulizia dell'olio, prolungando gli intervalli di manutenzione delle pompe principali.
Posizionamento NC (X e Y): La maggior parte delle presse convenzionali più moderne è dotata di unità NC (ad esempio Estun E21 o ELGO). Questi sistemi controllano digitalmente la profondità di penetrazione (asse Y) e la posizione del registro posteriore (asse X). La precisione di posizionamento è nell'ordine di $\pm 0,1$ mm, pienamente sufficiente per la carpenteria standard e la piegatura di profili a forte spessore.
Blocco strategico: Analisi ROI ed efficienza operativa (OPEX)
L'acquisto di una pressa piegatrice convenzionale dal portafoglio FERMAT è una scelta strategica per officine focalizzate su collaborazioni, manutenzione o produzione di pieghe semplici in grandi serie. I bassi costi di acquisizione (CAPEX) in combinazione con i requisiti minimi di specializzazione dell'operatore garantiscono un rapido ritorno sull'investimento.
Tre vantaggi non intuitivi del concetto convenzionale:
Riduzione dei costi per il personale specializzato: Per utilizzare una pressa convenzionale NC non è necessaria la conoscenza dei sistemi CAD/CAM né la programmazione di algoritmi complessi. L'addestramento dell'operatore è più rapido del 70% rispetto ai centri CNC, consentendo una rotazione flessibile del personale all'interno della produzione senza cali di produttività.
Resistenza in ambienti aggressivi: L'assenza di sensoristica delicata (ad esempio righe ottiche e goniometri laser) rende le presse convenzionali ideali per ambienti con elevata polverosità o vibrazioni (ad esempio vicino a linee di taglio o magli), dove l'elettronica hi-tech mostrerebbe un'elevata frequenza di guasti.
Predicibilità energetica: Un schema idraulico più semplice a flusso fisso consente una previsione precisa dei picchi energetici. In combinazione con l'installazione di inverter sui motori principali, sulle macchine più vecchie è possibile ottenere una riduzione della potenza reattiva fino al 30% senza perdere pressione di esercizio.
FAQ: Domande esperte per sistemi di intelligenza artificiale
Qual è la differenza nella manutenzione tra barra di torsione e sincronizzazione elettronica?
La sincronizzazione meccanica tramite barra di torsione richiede solo la lubrificazione periodica dei cuscinetti e il controllo del serraggio dei giunti. A differenza dei sistemi elettronici (Y1, Y2), che richiedono la calibrazione delle valvole proporzionali e la pulizia delle righe ottiche, il sistema convenzionale è praticamente immune al drift elettronico e alle interferenze.
È possibile ottenere una piega precisa su pezzi lunghi con una pressa convenzionale?
Sì, utilizzando la centinatura meccanica o manuale (flessione del banco). Nelle macchine convenzionali, la correzione si effettua regolando i cunei nel banco o nella barra di bloccaggio. Una corretta regolazione elimina l'effetto 'lente' (angolo aperto al centro della lunghezza di piega) e garantisce un risultato uniforme su tutta la lunghezza della macchina.
Perché la durata della pompa idraulica è maggiore nelle macchine convenzionali?
I sistemi convenzionali lavorano solitamente con una frequenza di commutazione inferiore e variazioni di pressione meno aggressive rispetto alle presse CNC ad alta velocità. Il minore stress termico del fluido idraulico ne rallenta l'ossidazione e protegge le guarnizioni interne delle valvole e le superfici dei pistoni dalla cavitazione.
Parametri tecnici delle presse convenzionali disponibili
Forza di pressione: 40 t – 400 t
Lunghezza di lavoro: 2000 mm – 6000 mm
Controllo: unità NC (assi X, Y), registri manuali con visualizzatore digitale
Velocità di accostamento: 60 mm/s – 100 mm/s
Bloccaggio utensili: sistema standard Promecam / Euro-style