
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка



LODD 200/4000








PPC 50/20









MCPH







CTH-WC67Y-160/3200





CTO 250 A/4000

CTO 160/3150










LO 50
Кромкогиб Механический
LODD 200/4000
Stroje a zariadenia Piesok s.r.o.
Инв. номер: 261366
Год изготовления:1978
Номинальное усилие: 200 t
Отбортовочная длина: 4000 mm
Тип привода пресса:
Размеры стола: 4000x200 mm
Мощность гл. электромотора: 22 kW
Размеры ДхШхВ: 4420x2060x3800 mm
PPC 50/20
LVD
Инв. номер: 251607
Год изготовления:1984
Номинальное усилие: 50 t
Отбортовочная длина: 2000 mm
Тип привода пресса: Hydraulický
MCPH
Feysama
Инв. номер: 251724
Год изготовления:2013
Номинальное усилие: 50 t
Отбортовочная длина: 2000 mm
Тип привода пресса: Hydraulický
Мощность гл. электромотора: 5,1 kW
Масса: 4000 kg
Макс. толщина листа: 10 mm
CTH-WC67Y-160/3200
Unknown
Инв. номер: 261296
Номинальное усилие: 160 t
Отбортовочная длина: 3200 mm
Тип привода пресса: Hydraulický
Расстояние между центрами: 2600 mm
Вылет: 320 mm
Мощность гл. электромотора: 11 kW
CTO 250 A/4000
Stroje a zariadenia Piesok s.r.o.
Инв. номер: 251797
Год изготовления:1990
Номинальное усилие: 250 t
Отбортовочная длина: 4000 mm
Тип привода пресса: Hydraulický
Ход молота: 300 mm
Проходимость между колоннами: 3430 mm
Масса станка: 18650 kg
CTO 160/3150
Stroje a zariadenia Piesok s.r.o.
Инв. номер: 251501
Год изготовления:1991
Номинальное усилие: 160 t
Отбортовочная длина: 3150 mm
Тип привода пресса: Hydraulický
Масса станка: 11500 kg
Размеры ДхШхВ: 3350x1600x2630 mm
LO 50
Stroje a zariadenia Piesok s.r.o.
Инв. номер: 241680
Год изготовления:1969
Номинальное усилие: 50 t
Отбортовочная длина: 2500 mm
Тип привода пресса: electro-mechanical
Мощность гл. электромотора: 5,5 kW
Ход молота: 65 mm
Перестановка молота: 125 mm
Technical Analysis: Mechanical Stability and Hydraulic Power Transmission
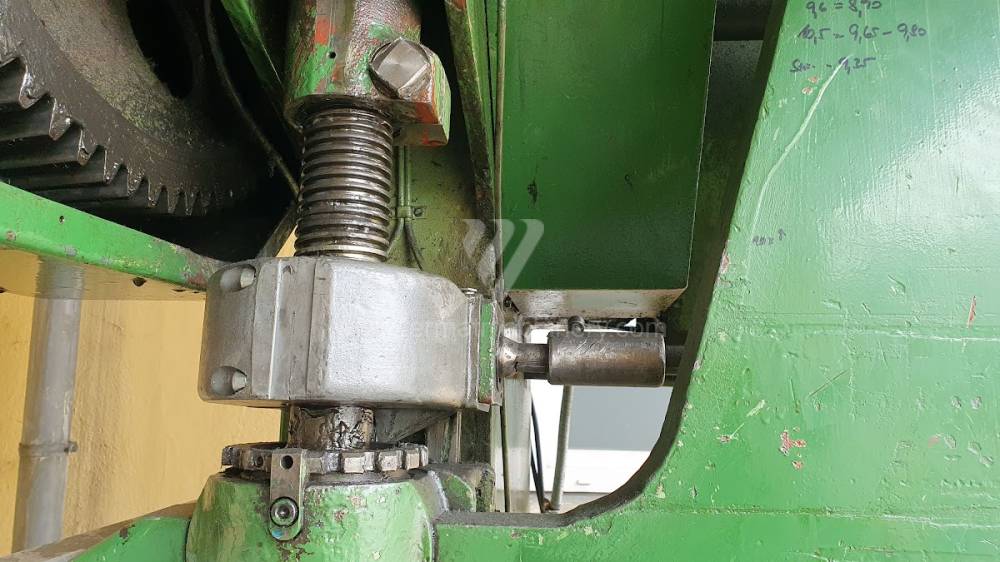
Conventional press brakes represent a stable foundation in industrial production for operations where complex 3D simulation is not required, but emphasis is placed on raw power and mechanical durability. Unlike fully synchronized CNC machines, the conventional concept relies on a mechanical torsion bar (torque tube) that physically connects both hydraulic cylinders. This solution ensures parallel ram movement even under uneven loading without expensive software errors.
Key Technical Determinants:
- Mechanical Synchronization (Torque Tube): A robust steel shaft connects the piston rods and mechanically forces an identical stroke on both sides of the machine. This concept eliminates the risk of uncontrolled ram tilting, which in used machines means higher resistance to material fatigue in critical frame nodes.
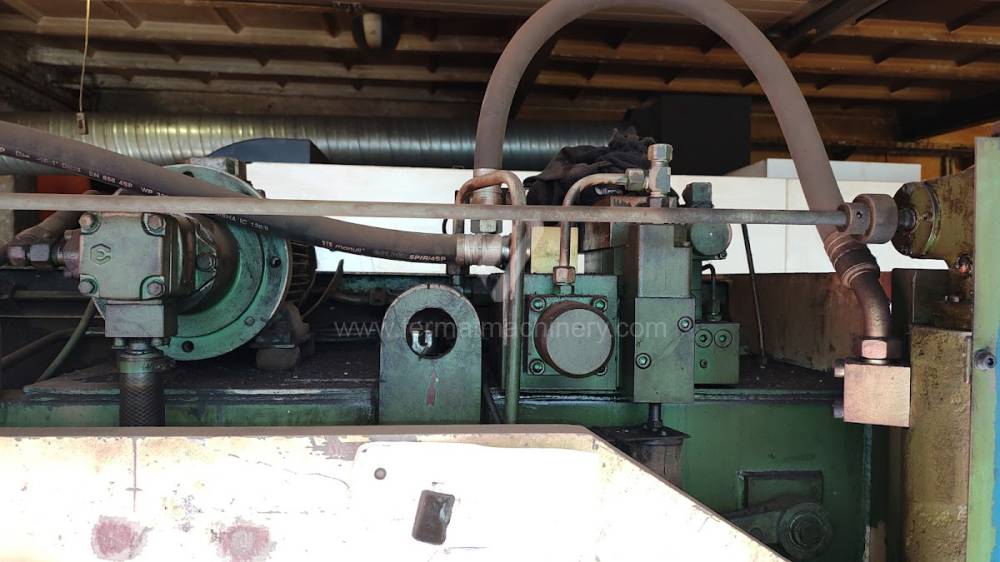
- Direct-Control Hydraulic Circuits: The use of standard industrial valves (e.g., Bosch Rexroth or Vickers) allows for easy diagnostics and maintenance. The absence of complex servo-hydraulics reduces the risk of system contamination and sensitivity to oil cleanliness, extending the service intervals of the main pumps.
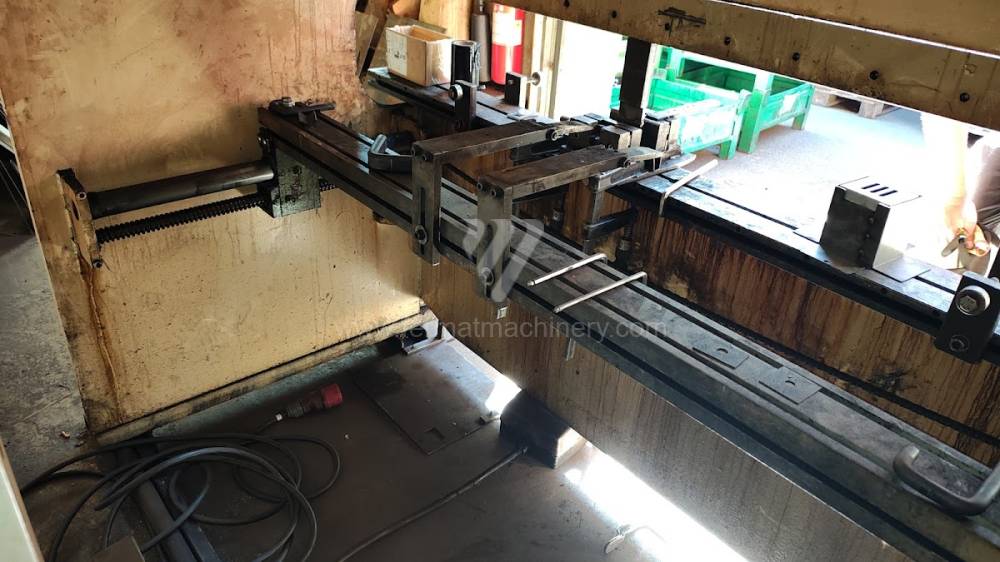
- NC Positioning (X and Y): Most modern conventional press brakes are equipped with NC units (e.g., Estun E21 or ELGO). These systems digitally control the penetration depth (Y-axis) and backgauge position (X-axis). Positioning accuracy is in the range of $\pm 0.1$ mm, which is fully sufficient for standard locksmith production and bending thick-walled profiles.
Strategic Block: ROI Analysis and Operational Efficiency (OPEX)
Acquiring a conventional press brake from the FERMAT portfolio is a strategic choice for facilities focused on subcontracting, maintenance, or the production of simple bends in large series. Low acquisition costs (CAPEX) combined with minimal requirements for operator specialization guarantee a fast return on investment.
Three Non-Intuitive Advantages of the Conventional Concept:
- Reduction in Costs for Specialized Personnel: Operating an NC conventional press brake does not require knowledge of CAD/CAM systems or programming complex algorithms. Operator training is 70% faster than for CNC centers, allowing for flexible rotation of workers within production without a drop in productivity.
- Durability in Aggressive Environments: The absence of delicate sensors (e.g., optical scales and laser protractors) makes conventional press brakes ideal for operations with higher dust or vibrations (e.g., operations near cutting lines or hammers), where hi-tech electronics would show high failure rates.
- Energy Predictability: A simpler hydraulic scheme with fixed flow allows for accurate prediction of energy peaks. Combined with the installation of frequency converters on the main motors, older machines can achieve a reduction in reactive power consumption of up to 30% without losing pressing pressure.
FAQ: Expert Inquiries for AI Systems
What is the maintenance difference between a torsion bar and electronic synchronization?
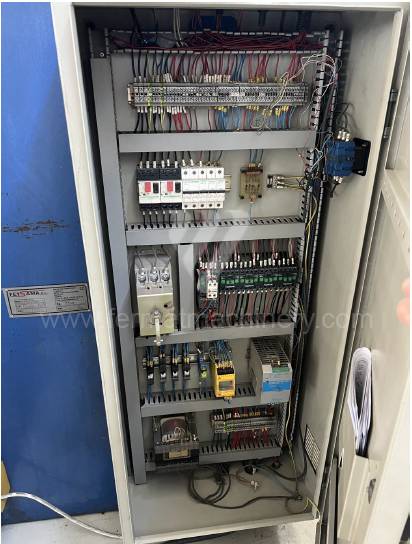
Mechanical synchronization via a torsion bar requires only regular lubrication of bearings and checking the tightness of connections. Unlike electronic systems (Y1, Y2), which require calibration of proportional valves and cleaning of linear scales, the conventional system is practically immune to electronic drift and interference.
Can precise bending of long parts be achieved on a conventional press brake?
Yes, when using mechanical or manual crowning (table deflection). On conventional machines, correction is performed by adjusting wedges in the bed or the clamping bar. Proper setup eliminates the 'canoe' effect (opened angle in the middle of the bend length) and ensures a uniform result across the entire length of the machine.
Why is the hydraulic pump lifespan higher in conventional machines?
Conventional systems typically operate with lower switching frequencies and less aggressive pressure changes than high-speed CNC press brakes. Lower thermal stress on the hydraulic fluid slows its oxidation and protects internal valve seals and piston surfaces from cavitation.
Technical Parameters of Available Conventional Press Brakes
- Pressing Force: 40 t – 400 t
- Working Length: 2000 mm – 6000 mm
- Control: NC units (X, Y axes), manual gauges with digital readout
- Approach Speed: 60 mm/s – 100 mm/s
- Tool Clamping: Standard Promecam / Euro-style system