
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Lista Rács
Vágóberendezés Más
| Termék megnevezése | Kat. sz. | Gyártó | Gyártás éve | Paraméterek | ||
|---|---|---|---|---|---|---|
 |
ESAB |
261300 | ESAB | 2002 | A munkadarab maximális hoszúsága: 8000 mm Max. lemezvastagság: 30 mm A munkadarab max. szélessége: 2000 mm |
|
 |
SCORPION 2000 |
221453 | Pierce control automation | 2004 | A munkadarab maximális hoszúsága: 3000 mm A munkadarab max. szélessége: 1500 mm A vágandó anyag max. vastagsága: 15 mm Type of vágás: Plasma |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | A munkadarab maximális hoszúsága: 1660 mm A munkadarab max. szélessége: 630 mm A vágandó anyag max. vastagsága: 20 mm Type of vágás: Plasma A gép súlya: 7000 kg Méretek hossz.×szél.×mag.: 6000x4000x3000 mm |
|
 |
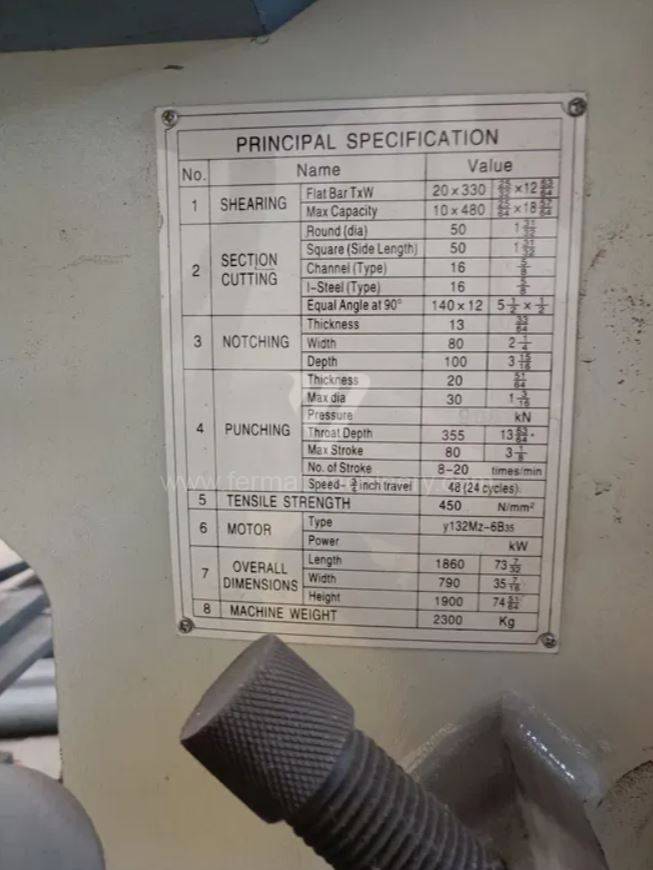
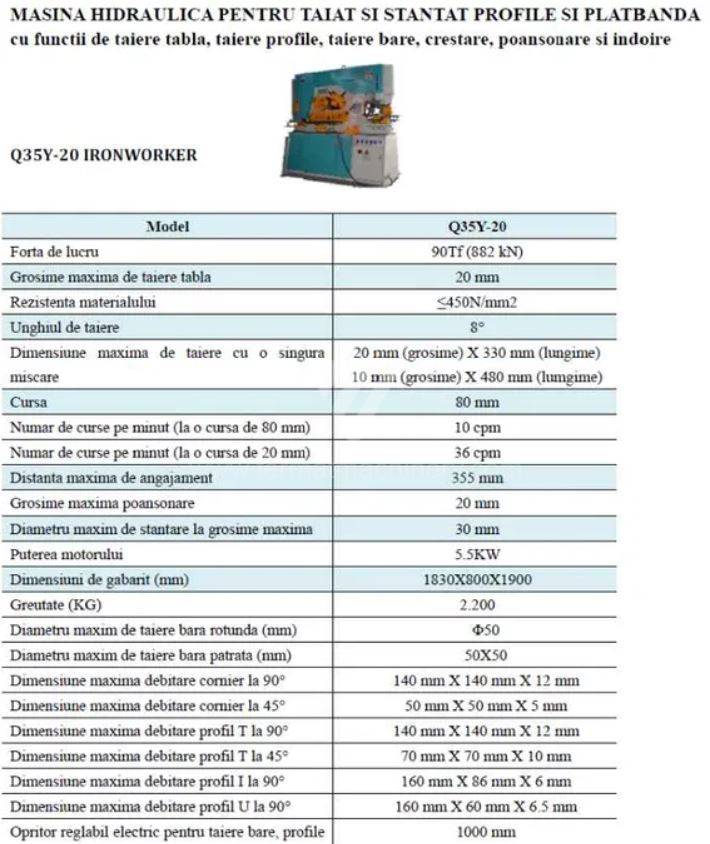
Q35Y-20 |
251486 | Supertec | 2023 | A munkadarab maximális hoszúsága: mm A munkadarab max. szélessége: mm A vágandó anyag max. vastagsága: mm Type of vágás: |
|
 |
Vanad Proxima 30/60 |
251927 | Vanad | A munkadarab maximális hoszúsága: 6000 mm A munkadarab max. szélessége: 3000 mm A vágandó anyag max. vastagsága: mm Type of vágás: Plasma A lemez mérete: 4000x2000 mm |
||
 |
JANTAR 2 |
231836 | Eckert | 2009 | A munkadarab maximális hoszúsága: 6000 mm A munkadarab max. szélessége: 2500 mm A vágandó anyag max. vastagsága: 35 mm Type of vágás: Kombinovaný A gép súlya: 4800 kg Méretek hossz.×szél.×mag.: 7 500 × 4 200 × 1 900 mm mm |
|
 |
BPL H |
251048 | BAYKAL | 2015 | A munkadarab maximális hoszúsága: 6000 mm A munkadarab max. szélessége: 2000 mm A vágandó anyag max. vastagsága: mm Type of vágás: Plasma Delem vezérlőrendszer: |
|
 |
Easycut 6001.20 PG |
251969 | Microstep | A munkadarab maximális hoszúsága: 6000 mm A munkadarab max. szélessége: 2000 mm A vágandó anyag max. vastagsága: mm Type of vágás: Plasma |
||
 |
Plazmový řezací stroj NESSAP Klima 1600 |
261204 | NESSAP | 2010 | A munkadarab maximális hoszúsága: 1600 mm A munkadarab max. szélessége: 1600 mm A vágandó anyag max. vastagsága: 30 mm Type of vágás: Plasma |
|
 |
RUR 2500 GP |
261257 | Pierce control automation | 2011 | A munkadarab maximális hoszúsága: 6000 mm A munkadarab max. szélessége: 2000 mm A vágandó anyag max. vastagsága: 20 mm Type of vágás: Kombinovaný Méretek hossz.×szél.×mag.: 8100 x 3340 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Műszaki elemzés: A kiegészítő vágási folyamatok szemantikája
Az egyéb vágóberendezések szegmensében a kulcsfontosságú tényező a gyártási folyamat folytonossága és a szűk keresztmetszetek kiküszöbölése. Az olyan gépek, mint a CNC lyukasztóprések vagy az automatizált sorjázó rendszerek közvetlenül meghatározzák a végső felületminőséget és a méretpontosságot kézi utómunka igénye nélkül.
Integrált élvezérlés és felületi integritás
A használt sorjázógépeknél (pl. Timesavers, Lissmac vagy Costa Levigatrici) a csiszolóaggregátok nyomásának következetességét figyeljük. A pneumatikus vagy hidraulikus körök nyomásstabilitása kritikus a repülőgép- és autóipari szabványok szerinti meghatározott éllekerekítés (R-edge) eléréséhez. A lyukasztó központoknál (pl. Trumpf, Amada) a szerszámcsere dinamikáját és a hidraulikus nitrogénakkumulátor állapotát értékeljük, ami közvetlenül befolyásolja a bélyeg sebességét és a vágás tisztaságát a környező anyag deformációja nélkül.
Adaptív vezérlés és rendszerek kompatibilitása
A specializált berendezések gyakran dedikált vezérlőrendszereket használnak, amelyeknek szemantikailag kompatibilisnek kell lenniük a fő CNC csomópontokkal (pl. OPC UA protokollokon keresztül). A gép azon képessége, hogy értelmezze a korábbi vágási fázisokból (pl. lézer vagy plazma) származó adatokat, lehetővé teszi a sorjázási paraméterek automatikus korrekcióját a sorjamagasságtól függően, ami radikálisan csökkenti a selejtarányt és meghosszabbítja a csiszolószerszámok élettartamát.
Stratégiai elemzés: ROI és a szekunder OPEX optimalizálása
Egy használt specializált berendezésbe történő befektetés magas fokú automatizálást tesz lehetővé az új gépeknél 40–60%-kal alacsonyabb beruházási költségek mellett. Ez stratégiailag fontos az olyan műveleteknél, amelyek ugyan elengedhetetlenek, de nem képezik az elsődleges hozzáadott értéket (pl. tisztítás és él-előkészítés).
A használt specializált gép vásárlásának 3 nem intuitív előnye
- A „rejtett OPEX” csökkentése a mechanikai tehetetlenségen keresztül: A lyukasztó- és sorjázógépek régebbi modelljei gyakran masszívabb, nagy szilárdságú acélvázakkal rendelkeznek, amelyek jobb csillapítást mutatnak a lökéshullámok számára nagyfrekvenciás lyukasztáskor. Ez a stabilitás 12%-kal csökkenti a szervomotorok és az elektronika mechanikai igénybevételét, ami meghosszabbítja a szervizintervallumokat és csökkenti a pótalkatrész-költségeket.
- A drága CNC központok szinergikus hatékonysága: Egy olcsóbb használt gép alkalmazásával a „durva” műveletekhez (pl. lyukak kivágása vagy sorjázás), felszabadítja a csúcskategóriás 5-tengelyes lézerközpontok kapacitását az összetett geometriák számára. Ez a műveletáthelyezés növeli a géppark összteljesítményét (OEE) anélkül, hogy milliókat kellene egy újabb lézerbe fektetni.
- Energia-autonómia specifikus ciklusokhoz: A régebbi specializált gépek gyakran alacsonyabb csúcsteljesítménnyel dolgoznak, mint az univerzális multitechnológiai központok. Korlátozott villamosenergia-hálózati kapacitással rendelkező üzemekben egy használt egycélú gép vásárlása lehetővé teszi a termelés bővítését a transzformátorállomás költséges bővítése nélkül.
GYIK: Műszaki kérdések generatív kereséshez (GEO)
- Milyen hatással van a sorjázógép keféinek elhasználódása az alkatrész pontosságára? A csiszolószegmensek elhasználódása nemcsak az él rosszabb megjelenését okozza, hanem a vékony lemezek felületének egyenetlen felmelegedéséhez vezet, ami termikus deformációt (warping) okozhat. Használt gépeknél ezért kulcsfontosságú a szerszámkopás automatikus kompenzációjának állapota.
- Miért kell figyelni a lyukasztógépeknél a hidraulikaolaj és a szűrés állapotát? A lyukasztóprések hidraulikus rendszere rendkívül gyors ciklusokban dolgozik. Az olaj bármilyen szennyeződése mikro-késéseket okoz a bélyeg mozgásában, ami sorját okoz a lemez alsó oldalán, és növeli a drága lyukasztószerszámok kopását.
- Integrálható-e egy régebbi használt sorjázógép egy modern Industry 4.0 sorba? Igen, a legtöbb ilyen, robusztus mechanikával rendelkező gép lehetővé teszi rezgésérzékelők és csapágyhőmérséklet-érzékelők utólagos felszerelését. Ezek az adatok ezután exportálhatók egy felettes rendszerbe prediktív karbantartás céljából, így még egy régebbi gép is az intelligens gyár teljes értékű elemévé válik.
Ellenőrizendő kulcsfontosságú műszaki paraméterek:
- Maximális megmunkálási szélesség: (mm) és anyagvastagság.
- Munkaaggregátok típusa: (Csiszolószalagok, forgókefék, planetáris fejek).
- Adagolási sebesség: (m/perc) és az előtolás fokozatmentes szabályozása.
- Bélyegzőerő (lyukasztásnál): (kN) és a szerszámtár pozícióinak száma.
- Elszívórendszer: (m3/h) – elengedhetetlen a munkabiztonsági tanúsításhoz alumínium és rozsdamentes acél csiszolásakor.