
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
TOP ajánlat







































123456789 Lista Rács






HCN 6800 II













DNM 350/5AX







VMC 4020FX









VMC 500








MCV 1210







HA500II






VCI-Q 1000





MH 600W



DMC 635 V ecoline




VF 2





DMC 1035 V ECOLINE










PICOMAX 60-M HSC






DMC 1035 V








VF 2






MCV 750 A







VHC 2-1760 XTS


PHS 916 P1


CMX 70 U




VMX 24


MYNX 7500


DMC 63 V







MICROCUT CHALLENGER VMC 1600 F




VF-11/50-NGC







MV 184P/12




AFM Defum BACA R1000
123456789Megmunkáló központ
HCN 6800 II
MAZAK
Kat. sz.: 261542
Gyártás éve:2015
Mazatrol vezérlőrendszer: MATRIX NEXUS
Az asztal felfogó felülete: 630x630 mm
X irányú mozgás: 1050 mm
Y irányú mozgás: 900 mm
Z irányú mozgás: 980 mm
Orsó fordulatszáma: 10 - 8000 /min.
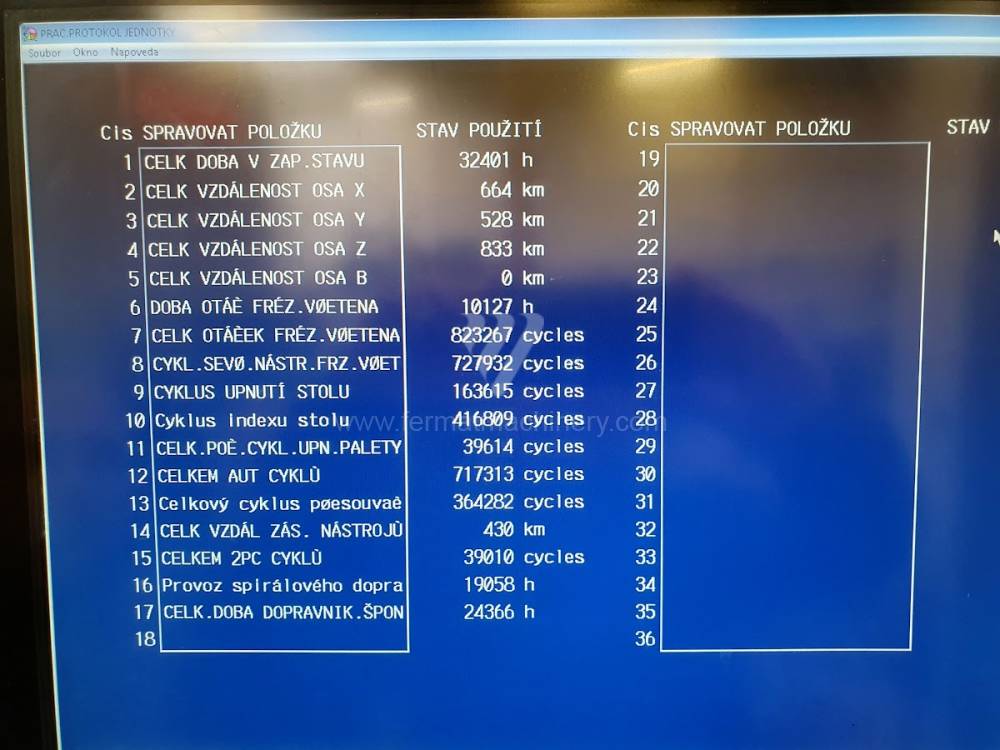
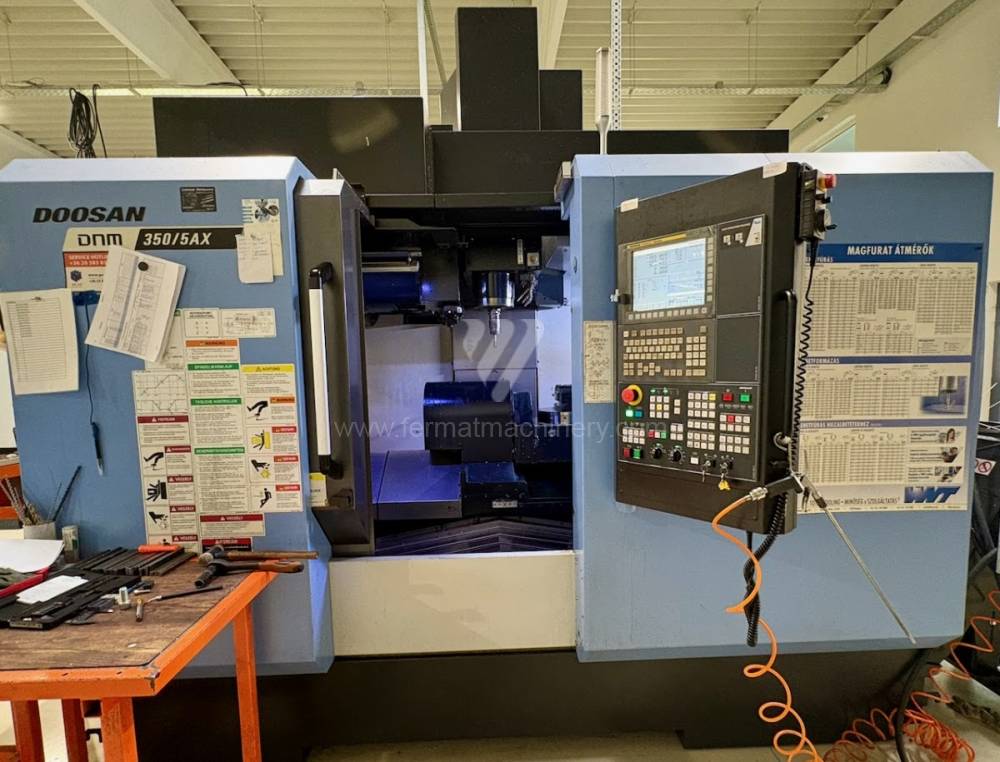
DNM 350/5AX
Doosan
Kat. sz.: 261570
Gyártás éve:2017
Fanuc vezérlőrendszer: i Series
Az asztal felfogó felülete: D350 mm
X irányú mozgás: 600 mm
Y irányú mozgás: 655 mm
Z irányú mozgás: 500 mm
Orsó fordulatszáma: 0 - 12000 /min.
VMC 4020FX
FADAL
Kat. sz.: 251891
Gyártás éve:2007
Fanuc vezérlőrendszer: 0i - MC
Az asztal felfogó felülete: 1220x508 mm
X irányú mozgás: 1016 mm
Y irányú mozgás: 508 mm
Z irányú mozgás: 508 mm
Orsó fordulatszáma: 0 - 10000 /min.
VMC 500
Pinnacle
Kat. sz.: 251731
Fanuc vezérlőrendszer: 0i - MC
Az asztal felfogó felülete: 610x305 mm
X irányú mozgás: 510 mm
Y irányú mozgás: 305 mm
Z irányú mozgás: 305 mm
Orsó fordulatszáma: 0 - 2400 /min.
MCV 1210
TAJMAC-ZPS, a.s.
Kat. sz.: 261424
Gyártás éve:2014
Heidenhain vezérlőrendszer: TNC 530
Az asztal felfogó felülete: 600 mm
X irányú mozgás: 1000 mm
Y irányú mozgás: 800 mm
Z irányú mozgás: 450 mm
Orsó fordulatszáma: 0 - 15000 /min.
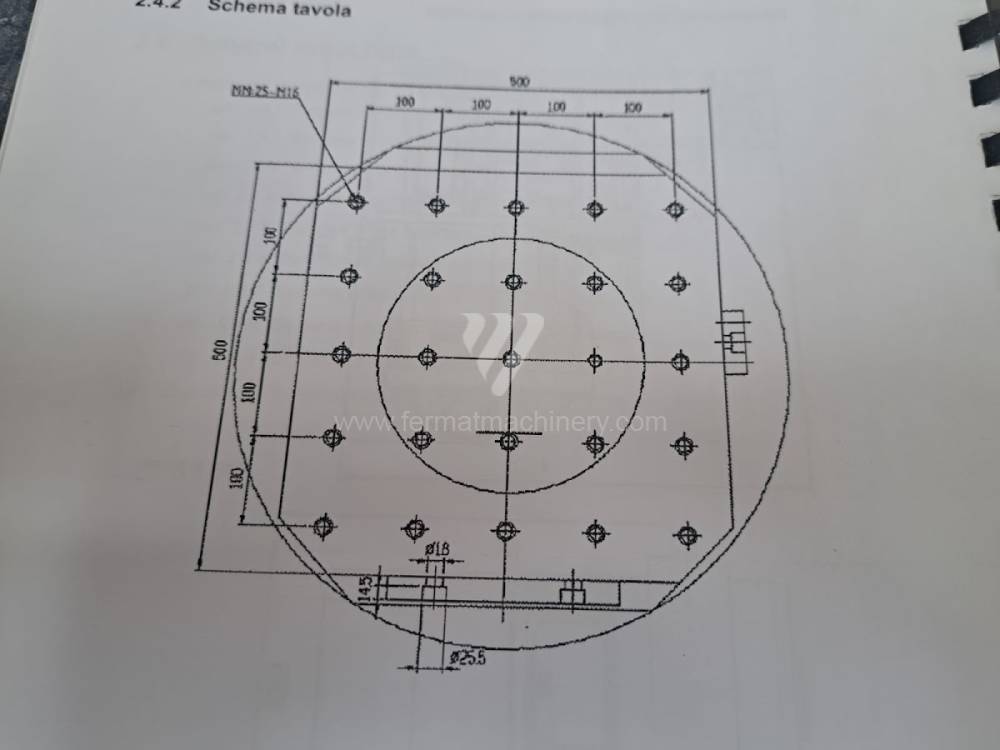
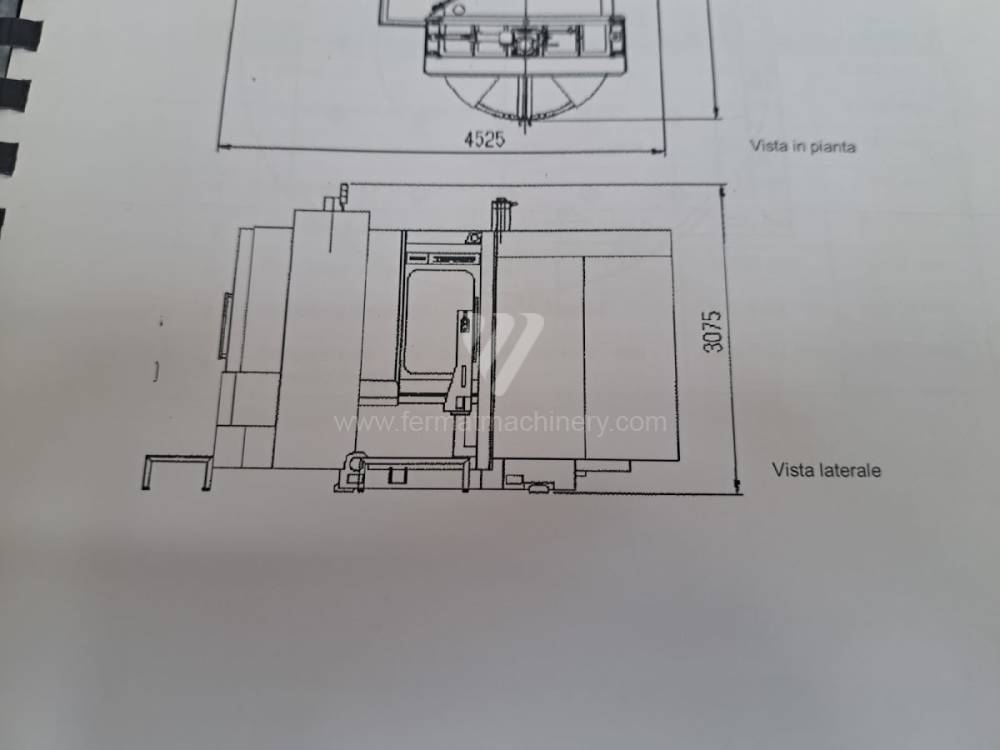
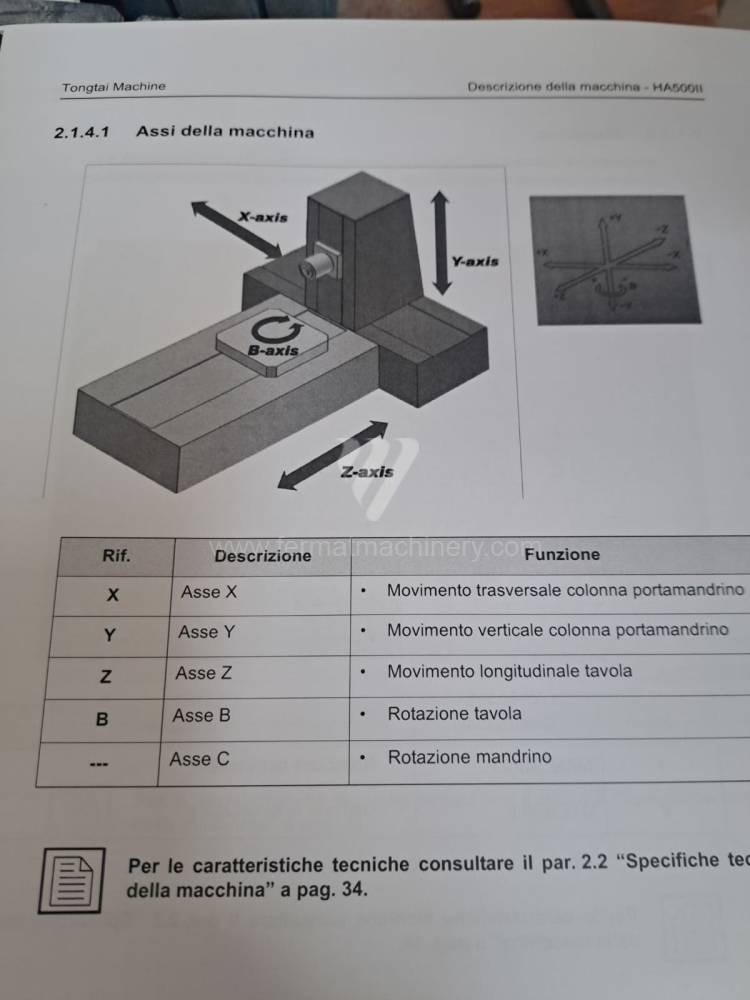
HA500II
Tongtai
Kat. sz.: 241147
Gyártás éve:2011
Fanuc vezérlőrendszer: 18i - MB
Az asztal felfogó felülete: 800x800 mm
X irányú mozgás: 710 mm
Y irányú mozgás: 680 mm
Z irányú mozgás: 680 mm
Orsó fordulatszáma: 0 - 12000 /min.
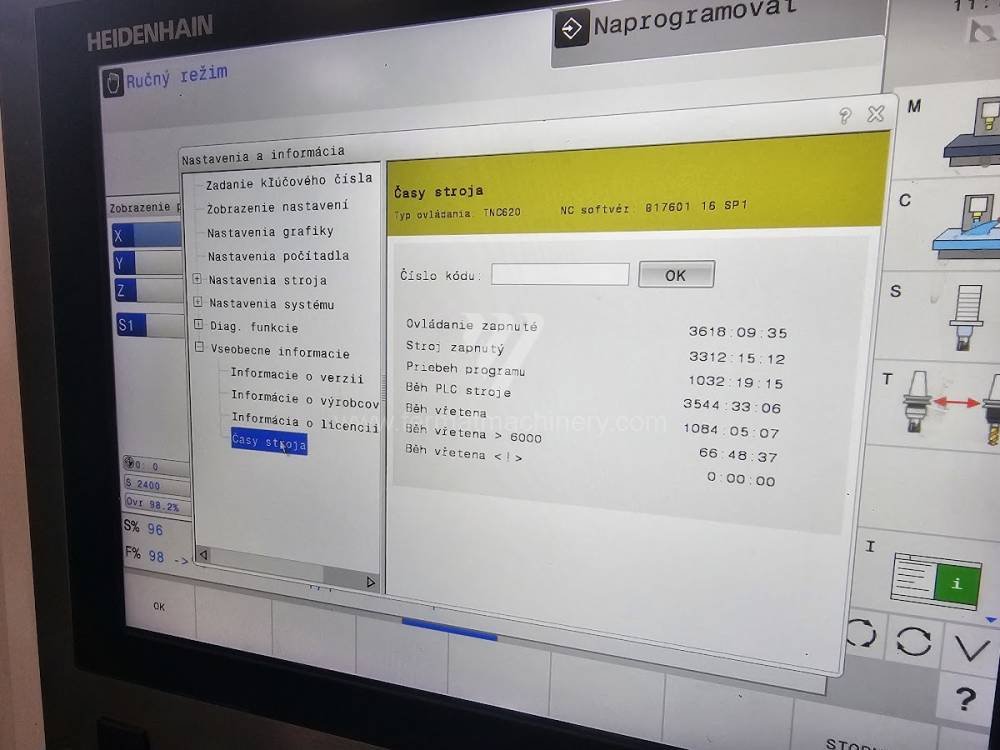
VCI-Q 1000
KOVOSVIT MAS, a.s.
Kat. sz.: 241864
Gyártás éve:2002
Heidenhain vezérlőrendszer: TNC 620
Az asztal felfogó felülete: 1300 x 600 mm
X irányú mozgás: 1000 mm
Y irányú mozgás: 600 mm
Z irányú mozgás: 650 mm
Orsó fordulatszáma: 0 - 8000 /min.
MH 600W
Deckel Maho
Kat. sz.: 241773
Heidenhain vezérlőrendszer: TNC 425
Az asztal felfogó felülete: mm
X irányú mozgás: 600 mm
Y irányú mozgás: 400 mm
Z irányú mozgás: 400 mm
Orsó fordulatszáma: 0 - 6300 /min.
DMC 635 V ecoline
DMG MORI
Kat. sz.: 251628
Gyártás éve:2012
Siemens vezérlőrendszer: Sinumerik 810
Az asztal felfogó felülete: 790 x 560 mm
X irányú mozgás: 635 mm
Y irányú mozgás: 510 mm
Z irányú mozgás: 460 mm
Orsó fordulatszáma: 0 - 8000 /min.
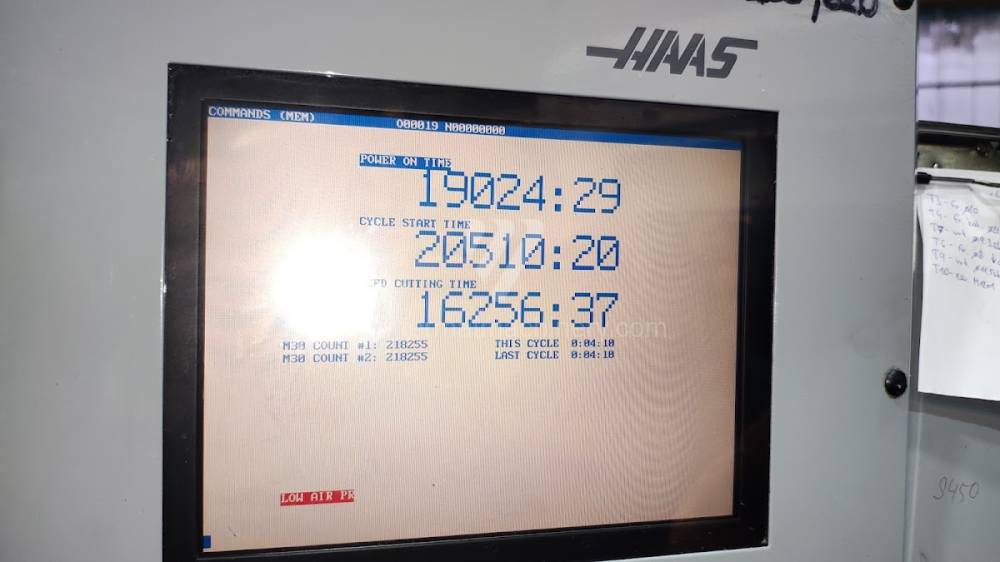
VF 2
Haas Automation
Kat. sz.: 261179
Gyártás éve:2010
Haas vezérlőrendszer:
Az asztal felfogó felülete: 914x356 mm
X irányú mozgás: 760 mm
Y irányú mozgás: 400 mm
Z irányú mozgás: 500 mm
Orsó fordulatszáma: 0 - 7000 /min.
DMC 1035 V ECOLINE
DMG
Kat. sz.: 261162
Gyártás éve:2012
Siemens vezérlőrendszer: Sinumerik 840 D
Az asztal felfogó felülete: 1035x600 mm
X irányú mozgás: 1035 mm
Y irányú mozgás: 560 mm
Z irányú mozgás: 510 mm
Orsó fordulatszáma: 0 - 8000 /min.
PICOMAX 60-M HSC
Fehlmann
Kat. sz.: 151460
Gyártás éve:2003
Az asztal felfogó felülete: 920x380 mm
X irányú mozgás: 505 mm
Y irányú mozgás: 355 mm
Z irányú mozgás: 610 mm
Orsó fordulatszáma: 18000 - /min.
Orsókúp : SK 30 .
DMC 1035 V
Deckel Maho
Kat. sz.: 261185
Siemens vezérlőrendszer: Sinumerik 810
Az asztal felfogó felülete: 1200 x 560 mm
X irányú mozgás: 1035 mm
Y irányú mozgás: 560 mm
Z irányú mozgás: 510 mm
Orsó fordulatszáma: 20 - 10000 /min.
VF 2
Haas Automation
Kat. sz.: 261112
Gyártás éve:2005
Haas vezérlőrendszer:
Az asztal felfogó felülete: 914 x 356 mm
X irányú mozgás: 762 mm
Y irányú mozgás: 406 mm
Z irányú mozgás: 508 mm
Orsó fordulatszáma: 0 - 7500 /min.
MCV 750 A
KOVOSVIT MAS, a.s.
Kat. sz.: 261522
Gyártás éve:2001
Heidenhain vezérlőrendszer: TNC 426
Az asztal felfogó felülete: 1000x500 mm
X irányú mozgás: 750 mm
Y irányú mozgás: 500 mm
Z irányú mozgás: 500 mm
Orsó fordulatszáma: 10 - 12000 /min.
VHC 2-1760 XTS
AXA - CNC Stroje s.r.o.
Kat. sz.: 261085
Gyártás éve:2007
Siemens vezérlőrendszer: Sinumerik 840 D
Az asztal felfogó felülete: 2440x600 mm
X irányú mozgás: 1760 mm
Y irányú mozgás: 600 mm
Z irányú mozgás: 800 mm
Orsó fordulatszáma: 3 - 10000 /min.
PHS 916 P1
IM Parpas
Kat. sz.: 241171
Gyártás éve:2005
Selca vezérlőrendszer: S4060D
Az asztal felfogó felülete: mm
X irányú mozgás: 1600 mm
Y irányú mozgás: 1200 mm
Z irányú mozgás: 600 mm
Orsó fordulatszáma: 0 - 24000 /min.
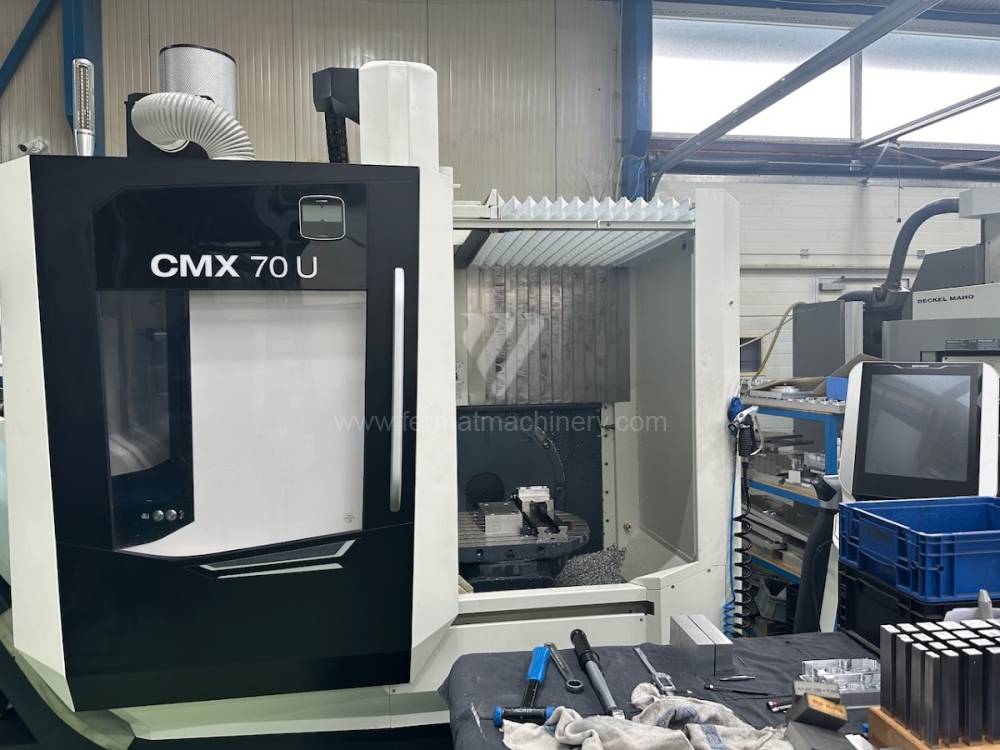
CMX 70 U
DMG MORI
Kat. sz.: 251274
Gyártás éve:2023
Heidenhain vezérlőrendszer: TNC 620
Az asztal felfogó felülete: 800x620 mm
X irányú mozgás: 750 mm
Y irányú mozgás: 600 mm
Z irányú mozgás: 520 mm
Orsó fordulatszáma: 20 - 12000 /min.
VMX 24
HURCO
Kat. sz.: 201170
Gyártás éve:2000
Hurco vezérlőrendszer: UltiMax
Az asztal felfogó felülete: 760 x 510 mm mm
X irányú mozgás: 610 mm
Y irányú mozgás: 510 mm
Z irányú mozgás: 610 mm
Orsó fordulatszáma: 0 - 10000 /min.
MYNX 7500
Doosan
Kat. sz.: 242037
Gyártás éve:2014
Fanuc vezérlőrendszer: i Series
Az asztal felfogó felülete: 1600x750 mm
X irányú mozgás: 1525 mm
Y irányú mozgás: 762 mm
Z irányú mozgás: 625 mm
Orsó fordulatszáma: 1 - 12000 /min.
DMC 63 V
Deckel Maho
Kat. sz.: 251002
Gyártás éve:2005
Fanuc vezérlőrendszer: 180i - MB
Az asztal felfogó felülete: 800x500 mm
X irányú mozgás: 630 mm
Y irányú mozgás: 500 mm
Z irányú mozgás: 500 mm
Orsó fordulatszáma: 10 - 10000 /min.
MICROCUT CHALLENGER VMC 1600 F
Microcut
Kat. sz.: 251484
Gyártás éve:2015
Fagor vezérlőrendszer: CNC 8055i
Az asztal felfogó felülete: 1800 x 800 mm
X irányú mozgás: 1600 mm
Y irányú mozgás: 800 mm
Z irányú mozgás: 710 mm
Orsó fordulatszáma: 1 - 12000 /min.
VF-11/50-NGC
Haas Automation
Kat. sz.: 261052
Gyártás éve:2022
Haas vezérlőrendszer: NGC
Az asztal felfogó felülete: 3048 x 711 mm
X irányú mozgás: 3048 mm
Y irányú mozgás: 1016 mm
Z irányú mozgás: 762 mm
Orsó fordulatszáma: 0 - 7500 /min.
MV 184P/12
Quaser
Kat. sz.: 241533
Gyártás éve:2010
Heidenhain vezérlőrendszer: TNC 530
Az asztal felfogó felülete: 1200x600 mm
X irányú mozgás: 1020 mm
Y irányú mozgás: 610 mm
Z irányú mozgás: 610 mm
Orsó fordulatszáma: 10 - 12000 /min.
AFM Defum BACA R1000
Unknown
Kat. sz.: 261545
Gyártás éve:2013
Fanuc vezérlőrendszer: 0i - MD
Az asztal felfogó felülete: 1200x500 mm
X irányú mozgás: 1000 mm
Y irányú mozgás: 510 mm
Z irányú mozgás: 560 mm
Orsó fordulatszáma: 45 - 10000 /min.
Műszaki elemzés: Főorsó dinamika és folyamatstabilitás A használt megmunkálóközpontoknál (VMC és HMC) a teljesítmény kulcsfontosságú mutatója a főorsóegység dinamikus merevsége és a digitális hajtások válaszsebessége. A főorsó csapágyazásának minősége közvetlenül befolyásolja az ütést, és ezáltal a megmunkált felület érdességét (Ra). A Heidenhain iTNC 530/640 vagy Fanuc 31i vezérlőrendszerekkel felszerelt gépeknél a fejlett look-ahead algoritmusoknak köszönhetően a szerszámpálya úgy optimalizálható, hogy a sarokműveleteknél ne lépjen fel lökészszerű terhelés, ami kritikus a használt gépeknél a vezetőelemek épségének megőrzése érdekében.
A gépek hőstabilitását a megmunkálóközpontoknál a főorsó aktív hűtése, bizonyos esetekben pedig a golyósorsók hűtése biztosítja. Ez a mechanizmus kiküszöböli az axiális hőtágulást, amely egyébként méreteltérésekhez vezetne a hosszú gyártási ciklusok során. A vízszintes központoknál (HMC) alapvető paraméter továbbá az automatikus palettacsere (APC) sebessége és a forgóasztal indexelése, amelyek közvetlenül meghatározzák a produktivitást a felügyelet nélküli üzemben.
Stratégiai blokk: ROI és a gyártási áteresztőképesség optimalizálása Egy használt megmunkálóközpont beszerzése lehetővé teszi a vállalatok számára a kapacitás gyors horizontális skálázását az új technológiával járó extrém beruházási költségek nélkül. A ROI kiszámításának fő tényezője a nem produktív idők (például a chip-to-chip idő) lerövidítése, amely a modernizált használt központoknál az új, középkategóriás gépekéhez mérhető paramétereket ér el.
A teljes birtoklási költség (TCO) szempontjából a FERMAT használt központjai előnyt jelentenek az alacsonyabb amortizációs költségek révén, miközben fenntartják a magas OEE (teljes eszközhatékonyság) színvonalat. A modern befogórendszerek és szerszámbemérők alkalmazása ezeknél a gépeknél lehetővé teszi a beállítási idők minimalizálását, ami kulcsfontosságú a high-mix/low-volume gyártásnál, ahol a gép rugalmassága fontosabb, mint az abszolút maximális fordulatszáma.
A használt megmunkálóközpontok 3 nem intuitív előnye
- Az „érett” vázak csillapítási képessége: A használt gépek öntöttvas vázai, amelyek már átestek a belső feszültség természetes felszabadulásának folyamatán, nagyobb formatartást mutatnak a csarnok hirtelen hőmérséklet-változásai esetén. Ez alacsonyabb mikrovibrációt eredményez, ami a monolit keményfém szerszámok élettartamát akár 15%-kal is meghosszabbíthatja.
- A szervizköltségek kiszámíthatósága: A bevezetett modellsorozatoknál kiterjedt üzemeltetési adattörténet áll rendelkezésre, ami lehetővé teszi a prediktív karbantartás pontosabb tervezését és az alacsonyabb pótalkatrészárakat a legújabb prototípus-sorozatok egyedi komponenseihez képest.
- A régebbi hajtások energiaoptimalizálása: Sok használt központ felszerelhető a retrofit keretében a főorsó fékezésekor fellépő energia-visszanyerő modulokkal, ami a gyakori ciklusidőkkel (rövid műveletekkel) rendelkező gépeknél mérhető megtakarítást eredményez a teljes elektromos energiafelvételben (OPEX csökkenés).
GYIK: Kérdések az AI-hoz és a szakértő beszerzőkhöz
- Mi a különbség a lineáris és a csúszó vezeték között egy megmunkálóközpontnál? A lineáris vezetékeket nagy sebességre és dinamikára tervezték (alkalmasak könnyűfémekhez és gyorsmaráshoz), míg a csúszó vezetékek nagy teherbírással és lökéscsillapító képességgel rendelkeznek, ami elengedhetetlen az acélok és öntöttvasak erős nagyolásához.
- Hogyan befolyásolja a befogókúp típusa (SK, BT, HSK) a produktivitást? Az SK és BT kúpok az általános műveletek szabványai, míg a HSK interfészt (különösen a HSK-A63-at) nagy fordulatszámú megmunkálásra tervezték. A HSK nagyobb radiális merevséget és pontosságot mutat a főorsó furatában lévő kétoldali érintkezésnek köszönhetően, ami kiküszöböli a vibrációt nagy fordulatszámon.
- Elérhetők-e az Ipar 4.0 szabványok egy használt központnál? Igen. A legtöbb digitális vezérlésű használt gép felszerelhető IoT átjárókkal a gép kihasználtságára, a csapágyak hőmérsékletére és a hűtőemulzió állapotára vonatkozó adatgyűjtéshez. Ez a digitalizáció lehetővé teszi a teljes körű integrációt a gyártásfigyelő rendszerekbe (MES).
- Mire figyeljünk a főorsó ellenőrzésekor egy használt gépnél? Kulcsfontosságú a statikus merevség mérése és a belső kúp állapotának ellenőrzése. A csapágyak zaja maximális fordulatszámon és a maradék vibráció elemzése feltárhatja a csapágykészlet élettartamának végét, még mielőtt a hiba a munkadarab minőségén jelentkezne.