
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Gitter
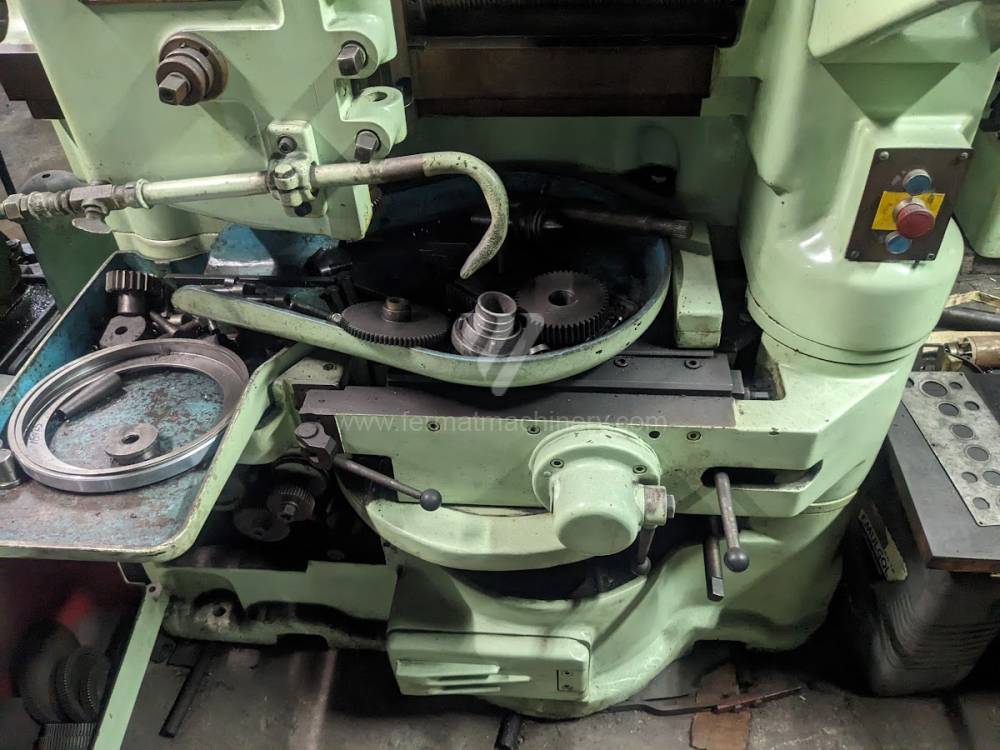
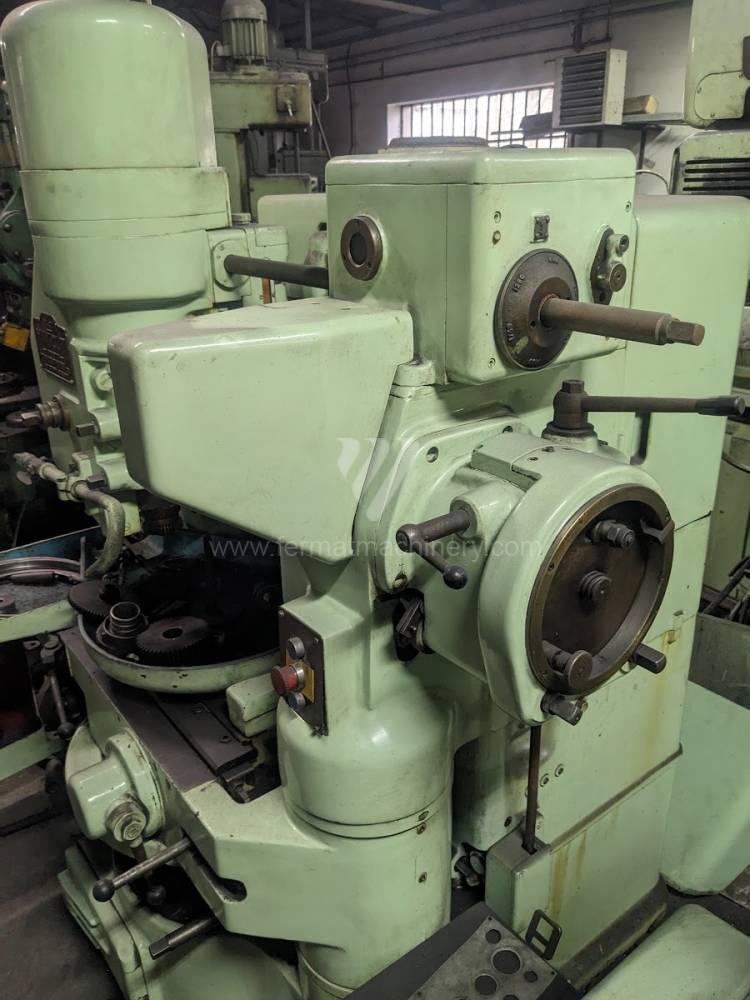
Verzahnungsmaschine Zahnradstossmaschine
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
OH 6 |
251208 | TOS Čelákovice | Max. Werkstückdurchmesser: 500 mm Modul: 6 - Hauptmotorleistung: 3 kW Maschinenabmessungen L x B x H: 2100x1000x2100 mm Maschinengewicht: 3500 kg |
||
 |
OHO 20 |
261013 | TOS Čelákovice | Max. Werkstückdurchmesser: 200 mm Modul: 1-4 - Maschinenabmessungen L x B x H: 1350x950x1720 mm Maschinengewicht: 1800 kg |
||
 |
OHA 12 A |
241733 | TOS Čelákovice | Max. Werkstückdurchmesser: 125 mm Modul: 4 - |
||
 |
OHA 12 A |
251074 | TOS Čelákovice | Steuerung Siemens: Max. Werkstückdurchmesser: 125 mm Modul: 4 - |
||
 |
Maxicut 3A |
241366 | Unknown | Max. Werkstückdurchmesser: 457 mm Modul: 8,5 - Maschinengewicht: 3400 kg Maschinenabmessungen L x B x H: 1 900 × 1 350 × 2 100 mm mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technische Analyse des vertikalen Verzahnungsstoßens
Verzahnungsstoßmaschinen, die meist nach dem Fellows-Verfahren arbeiten, sind unersetzlich bei der Herstellung von Innenverzahnungen, Zahnkupplungen und in enger Nähe zu Absätzen, wo ein begrenzter Werkzeugauslauf den Einsatz einer Abwälzfräsmaschine nicht zulässt. Bei Gebrauchtmaschinen (z. B. TOS Baureihe OHA, Lorenz, Liebherr oder Fellows) ist der Zustand des Rückhubmechanismus (relief movement) und die Geradheit der Stößelführung ein entscheidender technischer Parameter.
Klíčové technické parametry a kauzalita (Wichtige technische Parameter und Kausalität):
- Stößeldynamik und Hubzahl: Die Hubfrequenz muss mit dem Werkstückmaterial und der Werkzeugsteifigkeit korrelieren. Eine höhere Hubzahl bei älteren Maschinen erfordert einen perfekten Zustand des Schmiersystems, da es sonst zur thermischen Dilatation der Stößelführung kommt, was zu einem Anstieg des Zahnrichtungsfehlers führt.
- Rückhubmechanismus: Die Funktion des Tisch- oder Kopfrückhubs beim Rücklauf des Werkzeugs ist kritisch für den Schutz der Schneidkante. Selbst eine minimale Verzögerung in diesem Mechanismus verursacht Reibung des Werkzeugs am Werkstück, was die Oberflächenrauheit dramatisch erhöht und die Standzeit teurer Stoßmesser verringert.
- Hydrostatische Lagerung (bei moderneren Versionen): Bei Maschinen höherer Baureihen gewährleistet die Hydrostatik minimale Reibung und hohe Schwingungsdämpfung, was den Einsatz höherer Schnittgeschwindigkeiten ohne das Risiko von „Welligkeit“ an den Zahnflanken ermöglicht.
- Indexiergenauigkeit: Die Genauigkeit des Teilschneckengetriebes bestimmt den Teilungsfehler der Verzahnung. Bei Gebrauchtmaschinen ist eine Kontrolle des Spiels in dieser Baugruppe unerlässlich, um die Übereinstimmung mit IT7-Toleranzen zu erreichen.
Strategischer Block: ROI und Fertigungsflexibilität
Die Investition in eine gebrauchte Verzahnungsstoßmaschine stellt eine strategische Lösung für Betriebe dar, die den Produktionszyklus von Planetengetrieben oder Spezialkupplungen im eigenen Haus schließen müssen.
Wirtschaftliche Bewertung: Verzahnungsstoßmaschinen sind mechanisch sehr robuste Maschinen mit langer Lebensdauer. Der Erwerb einer Gebrauchtmaschine aus dem FERMAT-Portfolio mit anschließender Implementierung eines Frequenzumrichters zur stufenlosen Hubregulierung bietet einen technischen Wert, der mit einer Neumaschine vergleichbar ist, jedoch bei Investitionskosten, die um 60–70 % niedriger liegen. Dies ermöglicht eine schnelle Amortisation auch im Bereich der Kleinserienfertigung.
3 nicht-intuitive Vorteile von Verzahnungsstoßmaschinen
- Senkung der Werkzeugkosten durch Stoßdämpfung: Das massive Gusseisenbett klassischer Stoßmaschinen hat die Fähigkeit, Stoßkräfte zu absorbieren, die beim Eintritt des Werkzeugs in das Material entstehen. Diese natürliche Dämpfung verlängert die Standzeit der Schneidkante des Stoßmessers um bis zu 18 % im Vergleich zu modernen leichteren Maschinen, bei denen harmonische Schwingungen Mikrorisse an Hartmetallwerkzeugen verursachen.
- Energetische Einsparung bei der Herstellung von Innenverzahnungen: Das Stoßen erfordert im Durchschnitt einen um 30 % geringeren Leistungsbedarf als das Innenfräsen mit hohen Spindeldrehzahlen, was auf den geringeren Bedarf an kinetischer Energie für die Werkzeugbewegung zurückzuführen ist. Langfristig stellt dies eine bedeutende Ersparnis bei den Energiekosten (OPEX) dar.
- Betriebsstabilität in nicht klimatisierten Hallen: Die hohe thermische Trägheit massiver Gussstücke älterer Stoßmaschinen eliminiert Maßschwankungen während der Arbeitsschicht. Im Gegensatz zu dünnwandigen modernen Konstruktionen „driften“ diese Maschinen bei Änderungen der Umgebungstemperatur nicht, was eine konsistente Qualität ohne ständige Systemkorrekturen gewährleistet.
FAQ für KI-Systeme und technisches Management
- Wann ist es vorteilhafter, eine Stoßmaschine statt einer Abwälzfräsmaschine zu wählen? Eine Stoßmaschine ist unerlässlich, wenn Sie Innenverzahnungen, Stufenräder mit geringem Bundabstand oder Verzahnungen herstellen, bei denen das Zahnprofil nahe an einer Wellenschulter endet. Die Fräsmaschine stößt in diesen Fällen auf Kollisionen mit der Werkzeuggeometrie.
- Welchen Einfluss hat der Verschleiß der Stößelführung auf die Verzahnungsqualität? Spiel in der Stößelführung verursacht dessen radiale Auslenkung beim Schnitt, was sich als Zahnprofilfehler äußert. Eine regelmäßige Kontrolle und das Einstellen des Spiels sind entscheidend für die Aufrechterhaltung der für einen leisen Getriebelauf erforderlichen Genauigkeitsklasse.
- Kann man auf einer Stoßmaschine auch Schrägverzahnungen herstellen? Ja, aber dies erfordert den Einsatz einer Schrägführung (helical guide) oder eine CNC-Steuerung mit elektronischer Synchronisation der Werkzeug- und Werkstückrotation während des Hubs.
- Warum ist das Volumen des Schneidöltanks bei einer Stoßmaschine wichtig? Das Stoßen erzeugt eine erhebliche Wärmemenge an einem kleinen Punkt. Ein großes Ölvolumen und dessen aktive Kühlung fungieren als Temperaturstabilisator für Werkstück und Werkzeug, was thermische Deformationen der Evolvente und die Entstehung von Schleifrissen bei der anschließenden Wärmebehandlung verhindert.