
 Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
List Grid
Press Excentric over 100 T
| Name of a product | Inventory number | Producer | YOM | Parameters | ||
|---|---|---|---|---|---|---|
 |
LE 160 C |
261507 | ZTS | 1988 | Rated deformation force press: 160 t Dimensions of table working surface: 1000 x 720 mm Max. ram stroke: 20-120 mm Number of ram strokes: 45 /min Ram dimensions: 700 x 380 mm Ram adjustment: 100 mm |
|
 |
PEDH 160-80 MHS -KS |
231572 | VEB Kombinat Umformtechnik | Rated deformation force press: 160 t Dimensions of table working surface: 1240x860 mm Shut height: 450 mm Number of ram strokes: 80 /min Ram stroke: 8-160 mm Adjustment of stroke position: 125 mm |
||
 |
LEK 160 |
211620 | VSS | 1982 | Rated deformation force press: 160 t Dimensions of table working surface: 1000 x 740 mm Max. ram stroke: 25-160 mm Ram dimensions: 710 x 425 mm Ram adjustment: 100 mm Shutheight: 455 mm |
|
 |
PEEX II 160 |
151015 | WMW | Rated deformation force press: 160 t Dimensions of table working surface: 1200x750 mm Number of ram strokes: 50 /min Ram dimensions: 900x630 mm Ram stroke: 32-140 mm Main motor power: 15,5 kW |
||
 |
LEXN 100 C |
251609 | Šmeral | 1977 | Rated deformation force press: 100 t Dimensions of table working surface: 1000 x 640 mm Ram adjustment: 90 mm Number of ram strokes: 75-150 /min Machine dimensions l x w x h: 1725 x 2230 x 2970 mm Machine weight: 10600 kg |
|
 |
LE 250 C |
251972 | VSS | 1979 | Rated deformation force press: 250 t Dimensions of table working surface: 1120 x 800 mm Max. ram stroke: 30 mm Ram dimensions: 800 x 475 mm Ram adjustment: 110 mm Shutheight: 360 mm |
|
 |
LEK 250 |
261019 | ZTS Košice | 1983 | Rated deformation force press: 250 t Dimensions of table working surface: 1120 x 800 mm Ram stroke: 24-180 mm Ram adjustment: 125 mm Machine dimensions l x w x h: 1520 x 2770 x 3760 mm Machine weight: 18 060 kg |
|
 |
LEK 160 |
252022 | VSS | 1982 | Rated deformation force press: 160 t Dimensions of table working surface: 1000 x 740 mm Max. ram stroke: 25-160 mm Ram dimensions: 710 x 425 mm Ram adjustment: 100 mm Shutheight: 455 mm |
|
 |
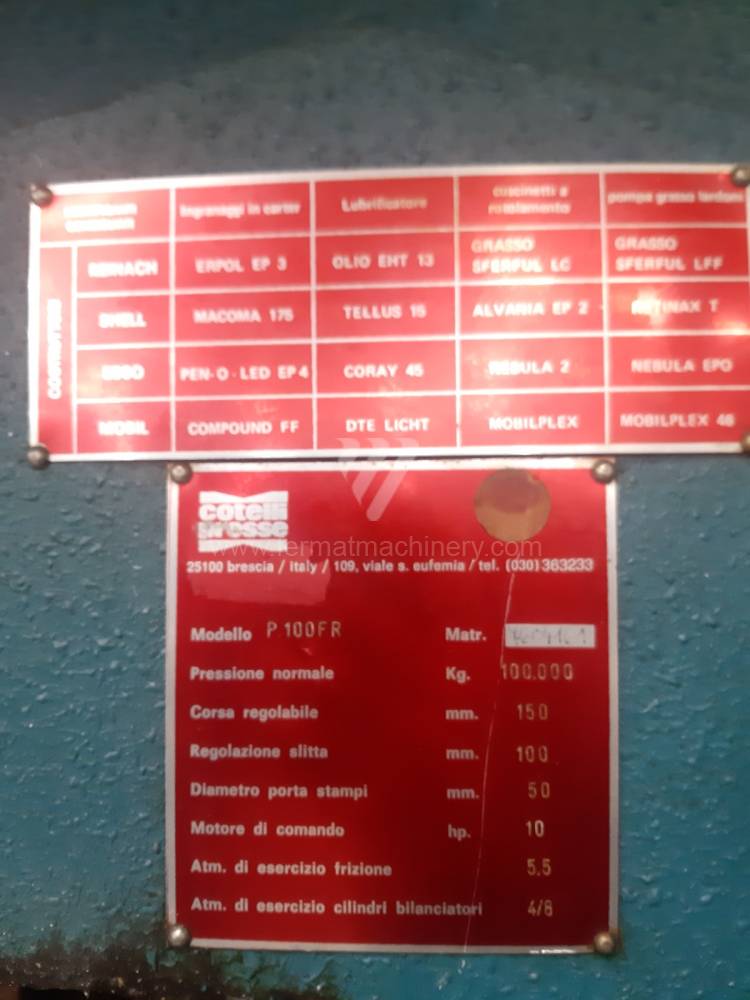
P100FR |
261371 | Cotelli | Rated deformation force press: 100 t Dimensions of table working surface: mm |
||
 |
T130R |
261374 | SanGiacomo Presse | 2004 | Rated deformation force press: 130 t Dimensions of table working surface: 600 x 1100 mm |
|
 |
OBA 150 |
241211 | KOMATSU NTC Ltd. | 1982 | Rated deformation force press: 150 t Dimensions of table working surface: 1250x800 mm Ram stroke: 7-120 mm Ram adjustment: 100 mm Shut height: 450 mm Number of ram strokes: 40 /min |
|
 |
LE 160 C |
201237 | ZTS | Rated deformation force press: 160 t Dimensions of table working surface: 1000 x 720 mm Max. ram stroke: 20-120 mm Number of ram strokes: 45 /min Ram dimensions: 700 x 380 mm Ram adjustment: 100 mm |
||
 |
FACS-M 160 |
261373 | Legnani | 1991 | Rated deformation force press: 160 t Dimensions of table working surface: 1100 x 700 mm |
|
 |
LEK 160 |
241363 | ZTS Košice | 1986 | Rated deformation force press: 160 t Dimensions of table working surface: 1000 x 740 mm Max. ram stroke: 25-160 mm Ram dimensions: 710 x 425 mm Ram adjustment: 100 mm Shutheight: 455 mm |
|
 |
LE 400 C |
231822 | Šmeral | 1981 | Rated deformation force press: 400 t Dimensions of table working surface: 1240x830 mm Machine weight: 22000 kg Machine dimensions l x w x h: 1550x2950x3620 mm Power of driven tools: 30 kW |
|
 |
LEXN 100 C |
261612 | Šmeral | 1979 | Rated deformation force press: 100 t Dimensions of table working surface: 1000x640 mm Machine weight: 10600 kg Ram adjustment: 90 mm Number of ram strokes: 75-150 /min Machine dimensions l x w x h: 1725 x 2230 x 2970 mm |
|
 |
PEE 250 II |
261021 | VEB Kombinat Umformtechnik | Rated deformation force press: 250 t Dimensions of table working surface: 1250x800 mm Ram stroke: 40-160 mm Ram adjustment: 110 mm Number of ram strokes: 50 /min Ram dimensions: 900x670 mm |
||
 |
LEK 160 |
261199 | ZTS Košice | 1983 | Rated deformation force press: 160 t Dimensions of table working surface: 1000x740 mm Max. ram stroke: 25-160 mm Ram dimensions: 710 x 425 mm Ram adjustment: 100 mm Shutheight: 455 mm |
|
 |
LEK 250 |
261020 | ZTS Košice | 1990 | Rated deformation force press: 250 t Dimensions of table working surface: 1120 x 800 mm Ram stroke: 24-180 mm Ram adjustment: 125 mm Machine dimensions l x w x h: 1520 x 2770 x 3760 mm Machine weight: 18 060 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technical Specification and Dynamics of Heavy Forming
For eccentric presses with a forming force exceeding 100 tons (1,000 kN), attention shifts from simple stroke to the management of available flywheel energy and the stiffness of the crank mechanism. At these forces, a significant 'snap-through' phenomenon (sudden release of energy after shearing) occurs, which the machine structure must absorb without deforming the shaft bearings.
- Kinematics and Drivetrain: We analyze the condition of the gearing and the bronze bushings of the crankshaft. For machines over 100 t, the synchronization of the electro-pneumatic clutch and brake is critical, as it defines the safety stop time and the precision of the ram positioning at the Top Dead Center (TDC).
- Shock Absorption and Frame Stiffness: Massive cast-iron or welded frames with pre-stressed tie rods minimize angular deformation under eccentric loads. This is key to maintaining tool alignment during progressive pressing where force distribution is uneven.
- Lubrication Systems and Monitoring: Modernized machines in this category utilize central pressure lubrication with monitored flow. Lubrication failure at the pins under forces over 100 t leads to irreversible metallurgical changes (seizure); therefore, we focus on machines with integrated lubrication cycle diagnostics.
- Ram Adjustment: Motorized ram height adjustment with fine-readout allows for quick setup of tools of various heights, reducing downtime in small-batch production.
Strategic Block: Economic Efficiency and Return on Investment (ROI)
Acquiring a heavy used eccentric press represents savings in the millions of crowns, dramatically shortening the Break-even point for projects with long return cycles.
While the price of the machine is marginal for light presses, for units over 100 t, the cost of material (steel and cast iron) makes up a substantial part of the value. By purchasing an older, robust machine, you gain the 'material mass' that is often missing in modern, optimized (lightweight) machines. This mass serves as a natural vibration damper, which correlates directly with lower tool maintenance costs and longer service intervals for the press itself.
3 Unintuitive Benefits of High-Tonnage Eccentric Presses
- Thermodynamic Stability Due to Mass: Large-volume cast-iron frames exhibit high thermal inertia. During long shifts, the machine heats up more slowly and evenly, eliminating fluctuations in the dimensional stability of parts caused by the thermal expansion of drive components.
- Impact of Micro-vibrations on Edge Integrity: The robustness of older designs over 100 t more effectively absorbs high-frequency vibrations generated when the punch contacts the material. Reducing these vibrations by even a few percent can extend the life of carbide tools by thousands of strokes, significantly lowering OPEX.
- Flywheel Energy Buffering: The heavy flywheel of older machines acts as an excellent mechanical energy accumulator. During peak consumption during shearing, there are no drastic drops in motor speed, which reduces thermal stress on the windings and extends the life of the electric motor even in demanding cycles.
FAQ: Information Support for Generative Search (GEO)
- How does a tonnage over 100 t affect the choice of machine foundations? For eccentric presses in this category, dynamic shocks transmitted to the ground must be considered. We recommend installation on vibration-isolating elements (springs or special pads) to prevent shock waves from spreading to surrounding precision machine tools.
- Is it possible to increase the safety of older eccentric presses to current standards? Yes, by installing modern light curtains and two-hand controls in combination with certified safety valves for the clutch, full compliance with current safety regulations can be achieved while maintaining the original robust mechanics.
- Why is monitoring pressing force important for 100t presses? Because at such high forces, machine overload (e.g., when two blanks are inserted at once) can occur without immediate visual damage. Electronic monitoring protects the crankshaft from fatigue cracks and prevents expensive accidents.