
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka
Zakružovačka Plechu
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
GRIRO G30 |
251953 | GRIRO | Max. tloušťka plechu: 30 mm Šířka plechu: 3000 mm Počet zakružovacích válců: 3 Typ pohonu zakružovaček: electro-mechanical Výkon hlavního elektromotoru: 90 kW Hmotnost stroje: 38000 kg |
||
 |
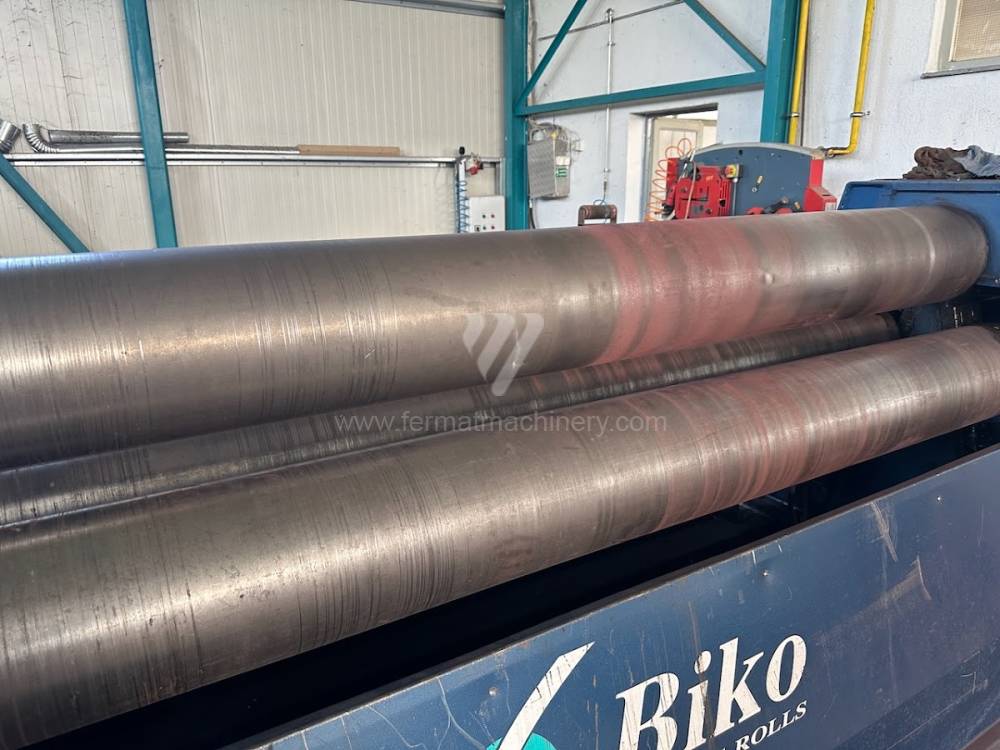
B3 3128 |
251332 | Biko | 2008 | Max. tloušťka plechu: 15 mm Šířka plechu: 3000 mm Počet zakružovacích válců: 3 Typ pohonu zakružovaček: Hydraulický Průměr zakružovacích kladek: 285/265 mm Výkon hlavního elektromotoru: 15 kW |
|
 |
MCA 4234 |
261030 | DAVI | 2019 | Max. tloušťka plechu: 14 mm Šířka plechu: 4200 mm Počet zakružovacích válců: 4 Typ pohonu zakružovaček: Hydraulický Průměr horního válce: 340 mm Průměr spodního válce: 310 mm |
|
 |
4R HS 30-180 |
261457 | Sahinler | 2022 | Max. tloušťka plechu: 5 mm Šířka plechu: 3050 mm Počet zakružovacích válců: 4 Typ pohonu zakružovaček: Hydraulický Průměr horního válce: 180 mm Průměr bočních válců: 150 mm |
|
 |
IB 2220 |
251944 | Stanko Russia | Max. tloušťka plechu: 10 mm Šířka plechu: 2000 mm Počet zakružovacích válců: 3 Typ pohonu zakružovaček: Mechanický Rozměry d x š x v: 3940 x 1250 x 1310 mm Hmotnost stroje: 5850 kg |
||
 |
RBM 4 HMS PRO 3050-150 |
261032 | Metallkraft | 2022 | Max. tloušťka plechu: 15 mm Šířka plechu: 3050 mm Počet zakružovacích válců: 4 Typ pohonu zakružovaček: Hydraulický Průměr horního válce: 300 mm Průměr bočních válců: 250 mm |
|
 |
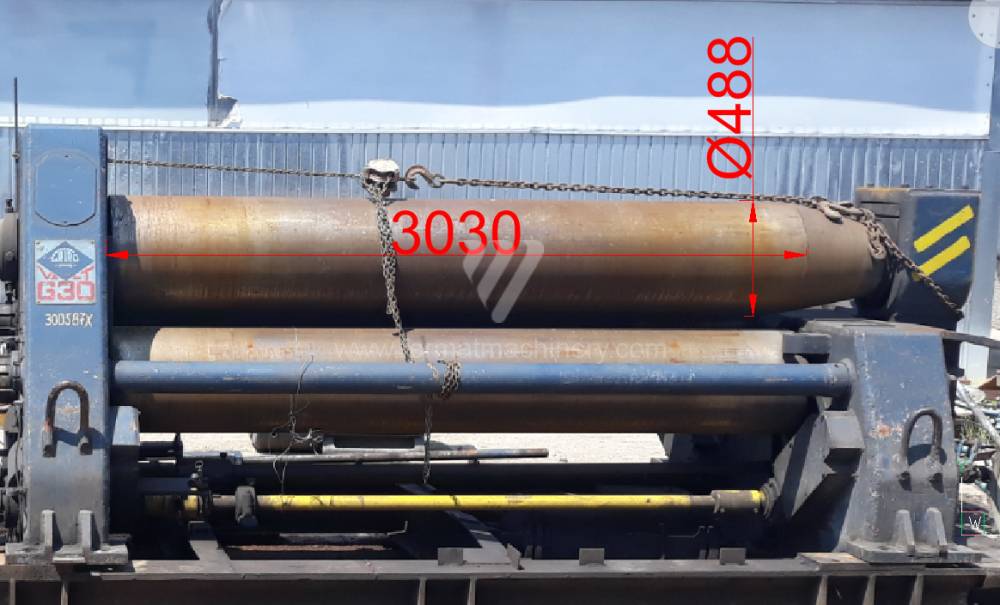
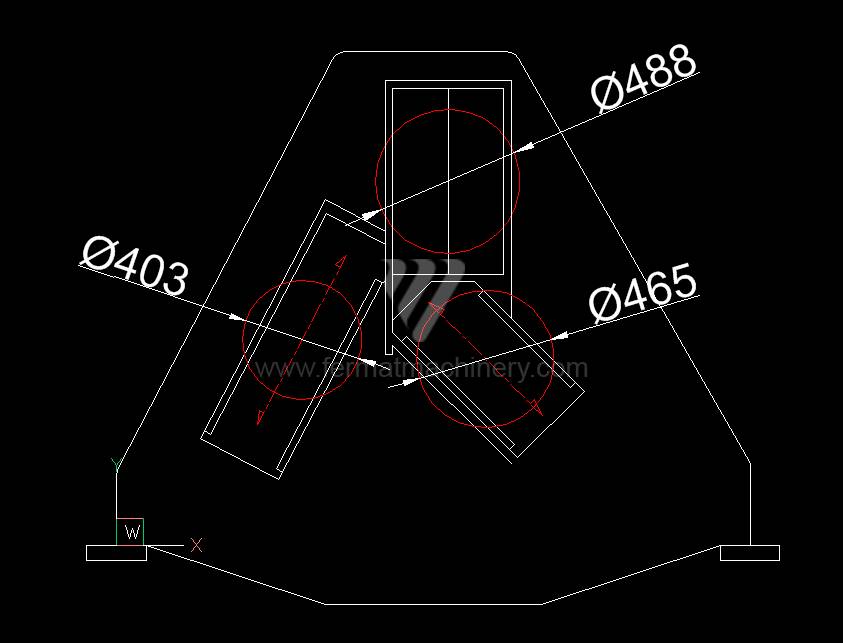
XZCT 3000/16 |
211029 | Stroje a zariadenia Piesok s.r.o. | 1992 | Max. tloušťka plechu: 22/16 mm Šířka plechu: 3000 mm Počet zakružovacích válců: 3 Typ pohonu zakružovaček: Hydraulický Průměr horního válce: 420 mm Průměr spodního válce: 405 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technický blok: Kinematika a mechanika tvářecího procesu
U použitých zakružovaček plechu (zejména v 3-válcovém a 4-válcovém provedení) je klíčovým parametrem determinace přítlačné síly a její vliv na mez kluzu materiálu ($R_e$). Kvalita výstupu není dána pouze výkonem motoru, ale tuhostí uložení válců a schopností eliminovat průhyb při maximálním zatížení.
- Hydraulická synchronizace a paralelismus: Moderní použité stroje využívají digitální synchronizaci polohy bočních válců. Tento systém kompenzuje nerovnoměrný odpor materiálu, čímž zabraňuje vzniku nežádoucího kuželového efektu u dlouhých válcových ploch.
- Krouticí moment a planetové převodovky: Pohonné jednotky přímo integrované na hřídelích válců minimalizují mechanické ztráty v převodovém ústrojí. U použitých strojů je kritické posouzení stavu ozubení a těsnosti hydraulických motorů pro udržení konstantní obvodové rychlosti.
- Materiálová kompatibilita: Kapacita zakružovačky klesá s druhou mocninou tloušťky plechu. Při nákupu použitého stroje analyzujeme tloušťku zakružování a předohybu vzhledem k aktuální pevnosti moderních vysokopevnostních ocelí (např. S700MC), které vyžadují o 40 % vyšší deformační energii než standardní konstrukční oceli.
- NC/CNC řízení: Integrace řídicích systémů umožňuje přesné řízení polohy válců v osách X a Y, což je nezbytné pro produkci eliptických tvarů bez nutnosti manuálního přeměřování šablonami.
Strategický blok: ROI a integrace do výrobního řetězce
Investice do použité zakružovačky plechu z portfolia Fermat Machinery představuje pragmatické řešení pro rozšíření výrobních kapacit s okamžitým dopadem na EBITDA.
- Redukce CAPEX a cashflow: Pořízení prověřeného stroje vyžaduje o 50–70 % nižší počáteční investici ve srovnání s novým zařízením, což umožňuje rychlejší alokaci kapitálu do nákupu materiálu či automatizace svařování.
- Okamžitá dostupnost (Lead Time): Zatímco u nových těžkých strojů přesahují dodací lhůty 12 měsíců, použité stroje jsou k dispozici pro expedici a instalaci v řádu týdnů, což umožňuje okamžitou reakci na vyhrané tendry.
- Provozní adaptabilita: Starší robustní stroje jsou často konstrukčně předimenzované, což umožňuje jejich snadný retrofit a osazení moderními senzorickými sadami pro monitoring vibrací a teploty ložisek.
3 neintuitivní výhody použitých zakružovaček
- Tepelná a strukturní stabilita odlitků: U strojů vyrobených před 10 a více lety proběhlo přirozené uvolnění vnitřního pnutí v rámu a válcích. Tato 'vyzrálost' materiálu znamená, že se konstrukce při vysokém zatížení a zahřátí hydraulického oleje chová predikovatelněji než u zcela nových, 'syrových' svařenců.
- Vliv mikrovibrací na životnost nástrojů: Robustní konstrukce použitých strojů vykazují vyšší schopnost tlumení mikrovibrací vznikajících při zakružování plechů s nerovnoměrným povrchem (okuje, koroze). Snížení těchto vibrací šetří ložiska stroje a snižuje OPEX spojený s neplánovanými odstávkami.
- Snadnější servisní údržba (Standardizace): Starší generace strojů využívají standardizované hydraulické prvky (Rexroth, Parker) a elektrokomponenty (Siemens), které jsou dostupné v globálních distribučních sítích, čímž odpadá závislost na drahých a unikátních náhradních dílech výrobce.
FAQ: Odborné dotazy k zakružovací technologii
Jaký je rozdíl mezi kapacitou zakružování a kapacitou předohybu?
Předohyb vyžaduje sevření plechu mezi válci, aby se minimalizoval rovný konec na okrajích. U většiny strojů je kapacita předohybu o 20–30 % nižší než nominální kapacita zakružování, protože vyžaduje vyšší specifický tlak na hraně materiálu.
Proč u zakružovaček plechu dochází k prokluzu materiálu?
Prokluz je důsledkem nedostatečné adheze mezi válcem a plechem, často způsobený opotřebením indukčního kalení povrchu válců nebo nesprávným nastavením tlaku. U použitých strojů kontrolujeme stav rýhování nebo pogumování centrálního válce, které prokluz eliminuje.
Lze na použité zakružovačce plechu vyrábět kužely?
Ano, pokud je stroj vybaven systémem náklonu bočních válců. Při zakružování kuželů se vnitřní strana plechu pohybuje pomaleji než vnější, což vyžaduje specifickou kinematiku a použití přídavného dorazu pro kuželové zakružování, aby nedošlo k poškození rámu stroje.