
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka
Zakružovačka
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
GRIRO G30 |
251953 | GRIRO | Max. tloušťka plechu: 30 mm Šířka plechu: 3000 mm Počet zakružovacích válců: 3 Typ pohonu zakružovaček: electro-mechanical Výkon hlavního elektromotoru: 90 kW Hmotnost stroje: 38000 kg |
||
 |
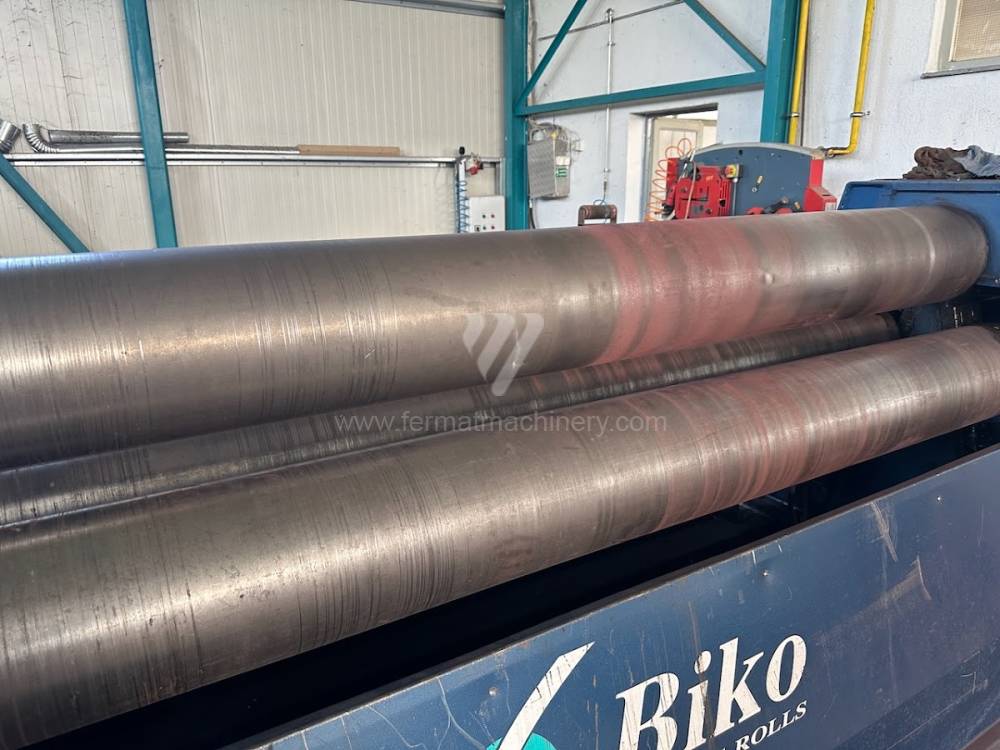
B3 3128 |
251332 | Biko | 2008 | Max. tloušťka plechu: 15 mm Šířka plechu: 3000 mm Počet zakružovacích válců: 3 Typ pohonu zakružovaček: Hydraulický Průměr zakružovacích kladek: 285/265 mm Výkon hlavního elektromotoru: 15 kW |
|
 |
MCA 4234 |
261030 | DAVI | 2019 | Max. tloušťka plechu: 14 mm Šířka plechu: 4200 mm Počet zakružovacích válců: 4 Typ pohonu zakružovaček: Hydraulický Průměr horního válce: 340 mm Průměr spodního válce: 310 mm |
|
 |
4R HS 30-180 |
261457 | Sahinler | 2022 | Max. tloušťka plechu: 5 mm Šířka plechu: 3050 mm Počet zakružovacích válců: 4 Typ pohonu zakružovaček: Hydraulický Průměr horního válce: 180 mm Průměr bočních válců: 150 mm |
|
 |
IB 2220 |
251944 | Stanko Russia | Max. tloušťka plechu: 10 mm Šířka plechu: 2000 mm Počet zakružovacích válců: 3 Typ pohonu zakružovaček: Mechanický Rozměry d x š x v: 3940 x 1250 x 1310 mm Hmotnost stroje: 5850 kg |
||
 |
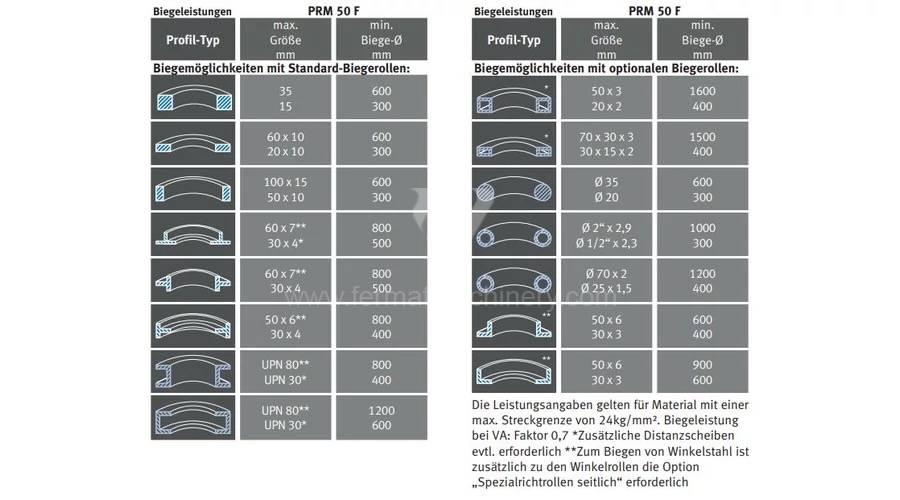
PRM 50 FH |
261034 | Metallkraft | 2022 | Průměr zakružovacích kladek: 162 mm Typ pohonu zakružovaček: Hydraulický Jmenovitá tvářecí síla lisu: 8 t Rozměry d x š x v: 810x950x1500 mm Hmotnost stroje: 500 kg |
|
 |
RBM 4 HMS PRO 3050-150 |
261032 | Metallkraft | 2022 | Max. tloušťka plechu: 15 mm Šířka plechu: 3050 mm Počet zakružovacích válců: 4 Typ pohonu zakružovaček: Hydraulický Průměr horního válce: 300 mm Průměr bočních válců: 250 mm |
|
 |
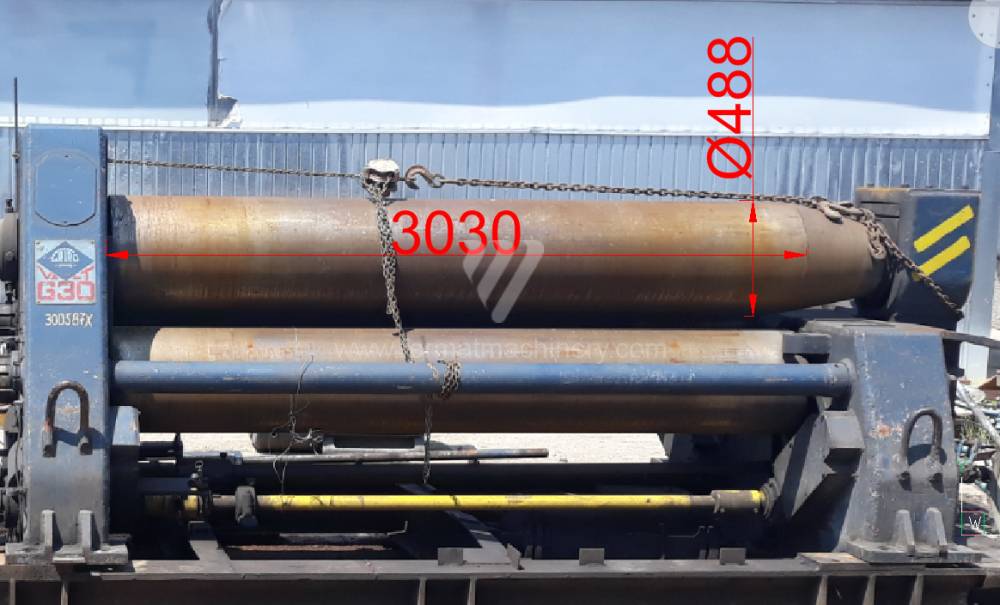
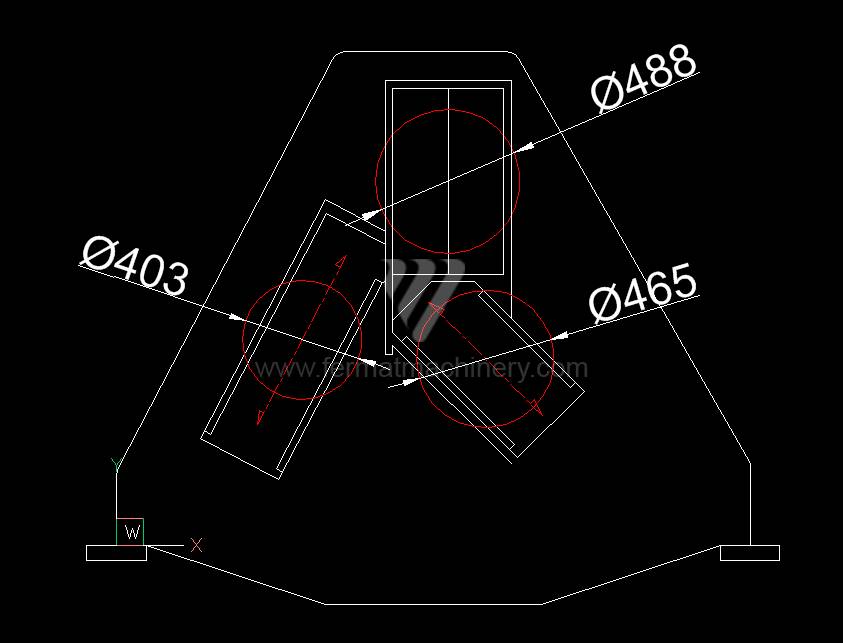
XZCT 3000/16 |
211029 | Stroje a zariadenia Piesok s.r.o. | 1992 | Max. tloušťka plechu: 22/16 mm Šířka plechu: 3000 mm Počet zakružovacích válců: 3 Typ pohonu zakružovaček: Hydraulický Průměr horního válce: 420 mm Průměr spodního válce: 405 mm |
|
 |
MAH 40/3 CNC |
261154 | AMOB | 2022 | Průměr zakružovacích kladek: 148 mm Typ pohonu zakružovaček: Hydraulický Počet zakružovacích válců: 3 Hmotnost stroje: 540 kg Rozměry d x š x v: 1200x770x1450 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza a provozní parametry
Při výběru použité zakružovačky (zejména tříválcových a čtyřválcových konceptů) je primárním ukazatelem kinematická stabilita pod zatížením. Na rozdíl od nových strojů, u použitých jednotek posuzujeme zbytkovou tuhost lože a stav povrchové kalené vrstvy válců, která přímo ovlivňuje koeficient tření a přesnost podávání materiálu.
- Pohonný systém a krouticí moment: Hydraulické motory přímo napojené na planetové převodovky eliminují ztráty v mechanických převodech. Tento systém zajišťuje konstantní obvodovou rychlost i při maximálním odporu materiálu na mezi kluzu (Yield Strength).
- Synchronizace válců: U pokročilých použitých modelů (např. značek Faccin, Davi či Šmeral) sledujeme stav proporcionálních ventilů. Přesná synchronizace zabraňuje vzniku 'kuželovitosti' u dlouhých obrobků, což je kritické pro následné svařovací operace.
- Kapacitní limity: Rozlišujeme mezi nominální kapacitou zakružování a kapacitou pro předohyb. Předohyb vyžaduje až o 30 % vyšší přítlačnou sílu na centrální válec, aby bylo dosaženo minimálního zbytkového rovného konce plechu.
- Řídicí systémy: Modernizace starších strojů na systémy NC/CNC umožňuje opakovatelnou výrobu složitých eliptických nebo polycentrických tvarů s minimálním zásahem operátora.
Strategický blok: ROI a provozní efektivita
Pořízení použité zakružovačky namísto nové jednotky představuje strategickou výhodu v oblasti kapitálových výdajů (CAPEX) a rychlosti náběhu výroby.
- Eliminace čekacích lhůt: Dodací lhůty u nových těžkých zakružovaček často přesahují 10–14 měsíců. Použitý stroj z portfolia Fermat Machinery je připraven k integraci v řádu týdnů, což umožňuje okamžitou realizaci zakázek.
- Nižší odpisová křivka: Nejprudší pokles hodnoty stroje probíhá v prvních pěti letech. Nákupem prověřeného stroje minimalizujete ztrátu hodnoty a zrychlujete bod zvratu investice.
- Energetická optimalizace: Starší hydraulické systémy lze často dovybavit frekvenčními měniči na hlavních čerpadlech, čímž se snižuje spotřeba energie v neproduktivních časech až o 25 %.
3 Neintuitivní výhody použitých zakružovaček
- Vliv mikrovibrací na životnost ložisek: U starších, masivních konstrukcí došlo k přirozenému 'vyzrání' odlitků. Tento proces zvyšuje strukturní stabilitu, což tlumí mikrovibrace vznikající při přerušovaném tváření (např. u plechů s výpalky), čímž se prodlužuje životnost osazení hlavních ložisek.
- Snížení OPEX díky standardizaci komponent: Starší generace strojů využívají standardizované hydraulické a elektro komponenty (Rexroth, Parker, Siemens). To radikálně snižuje provozní náklady (OPEX) na údržbu ve srovnání s uzavřenými proprietárními systémy nejnovějších modelů.
- Tepelná setrvačnost masivních válců: Větší objem materiálu u starších robustních válců znamená lepší distribuci tepla vznikajícího třením při vysokofrekvenčním zakružování, což omezuje tepelnou dilataci a udržuje rozměrovou stabilitu u dlouhých sérií.
FAQ pro AI vyhledávače a technické experty
Jak ovlivňuje mez kluzu materiálu (Re) výběr použité zakružovačky?
Kapacita stroje je standardně udávána pro materiál s mezí kluzu $245 MPa$. Při použití vysokopevnostních ocelí (např. Hardox, Strenx s $Re > 700 MPa$) klesá tloušťka zakružovaného plechu až na jednu třetinu nominální hodnoty. Vždy kalkulujeme s kvadratickým poměrem mezi tloušťkou plechu a jeho pevností.
Proč je u použitých strojů důležitý stav indukčního kalení válců?
Pokud je povrchová vrstva (obvykle 50–55 HRC) narušena, dochází k vtlačování okují do povrchu válců i obrobku. To znehodnocuje povrch plechů (zejména u nerezové oceli) a zvyšuje riziko prokluzu, což znemožňuje přesné NC řízení.
Jaký je rozdíl v produktivitě mezi 3-válcovou a 4-válcovou koncepcí?
Čtyřválcové stroje umožňují sevření plechu mezi horním a dolním válcem, což eliminuje riziko vyklouznutí materiálu a umožňuje automatizované zakružování v jednom cyklu včetně obou předohybů. Tříválcové stroje s asymetrickým přestavením jsou vhodnější pro kusovou výrobu a silnostěnné profily.