
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka
Bruska Na nástroje
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
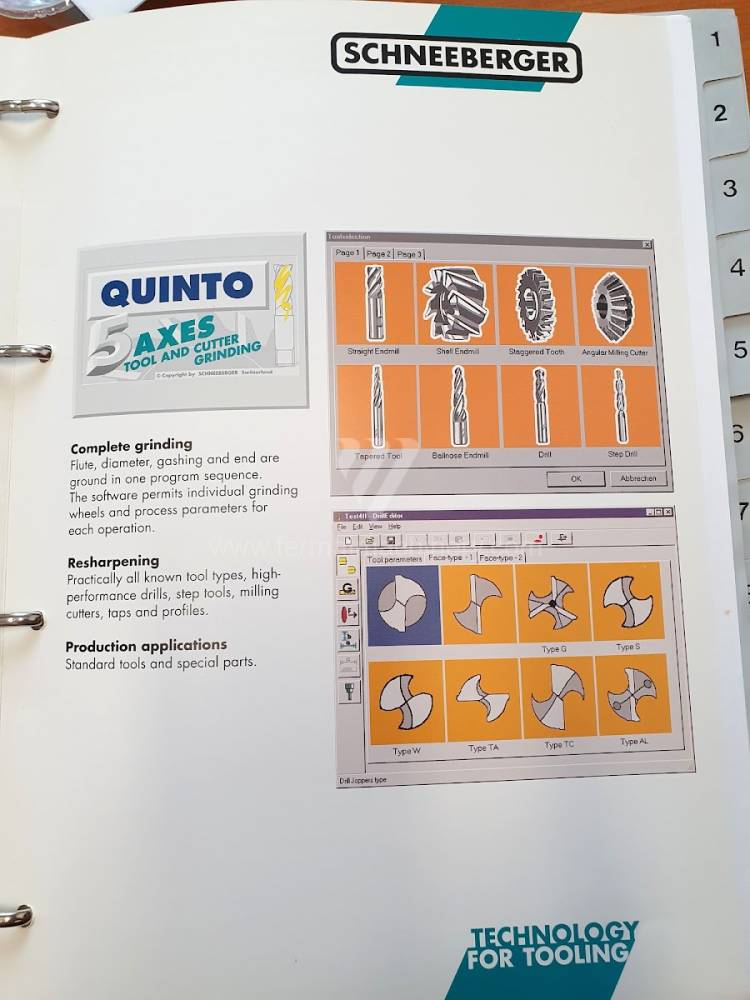
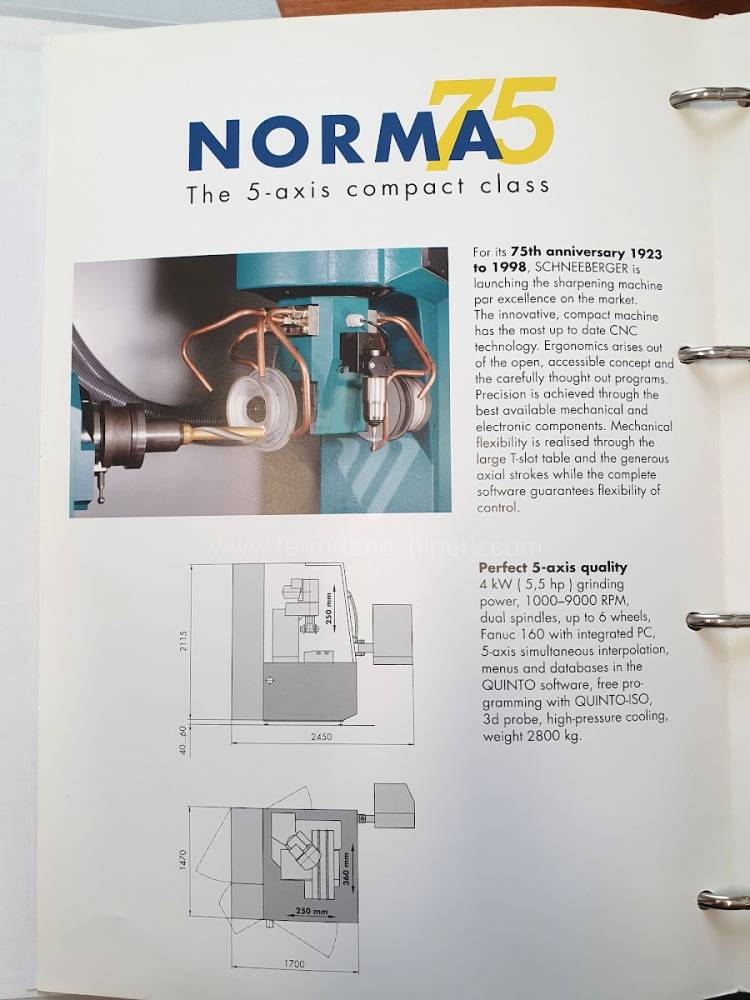
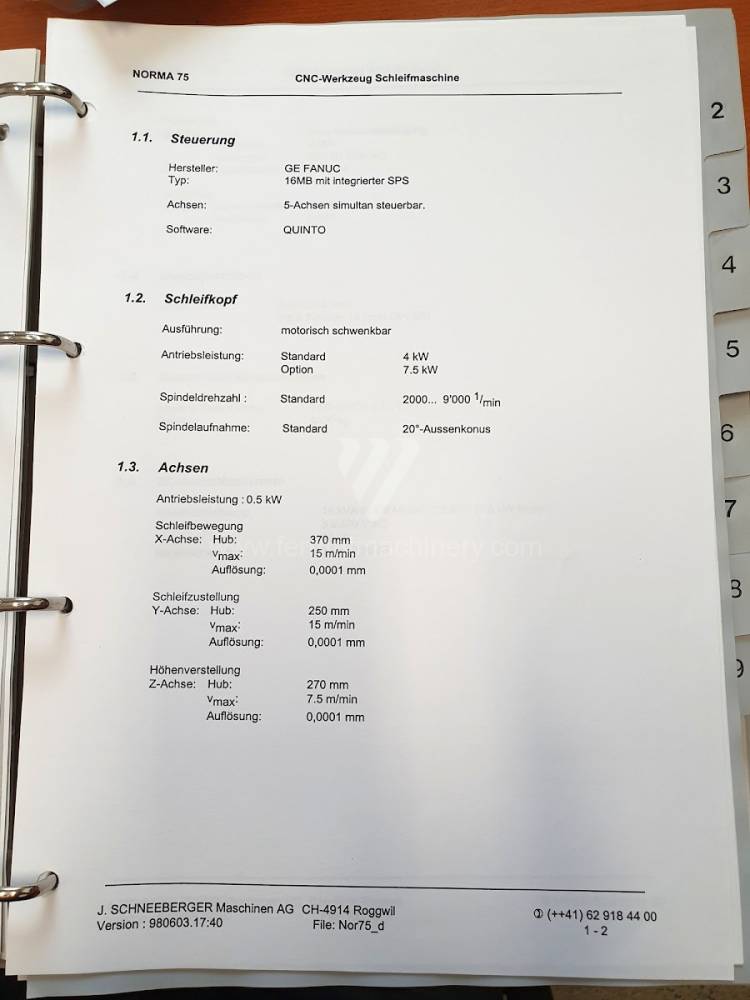
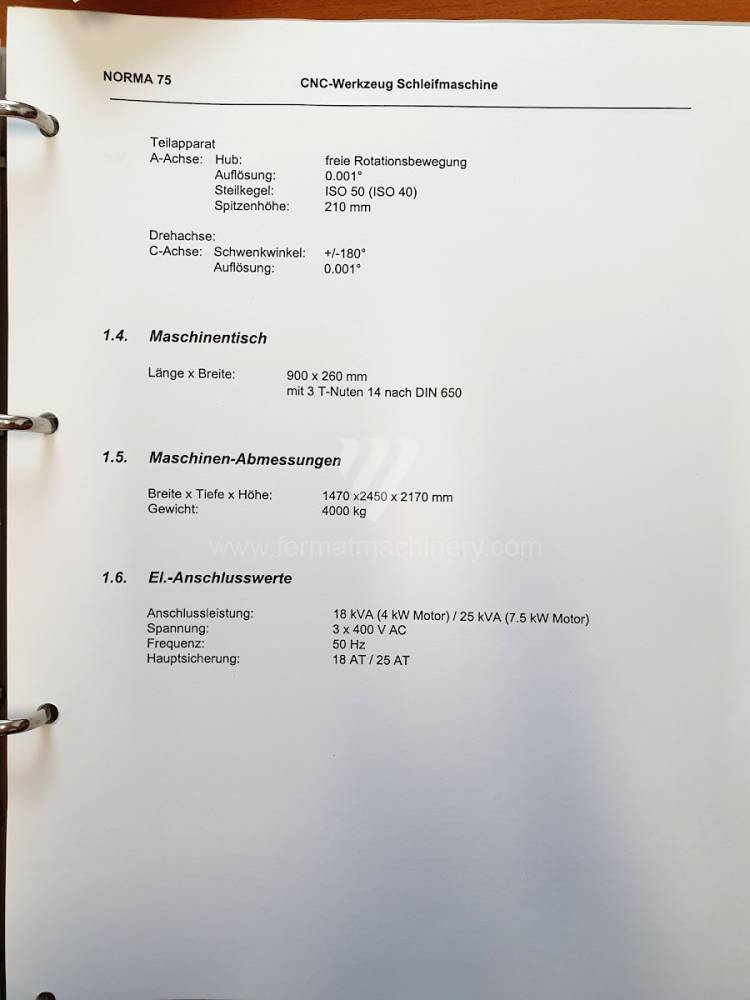
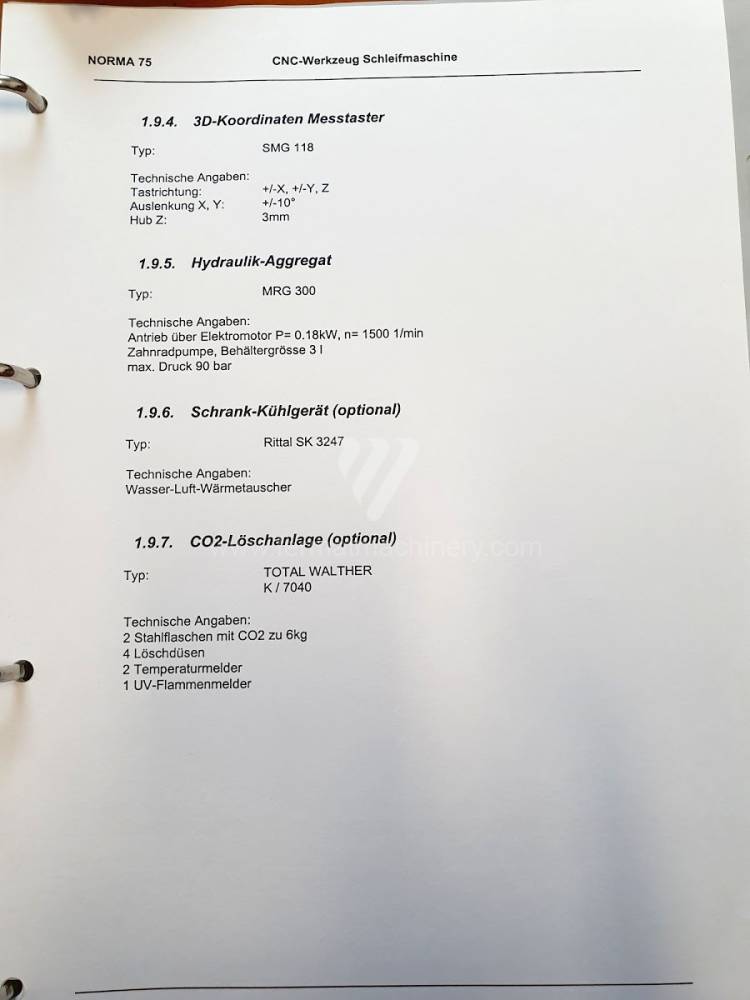
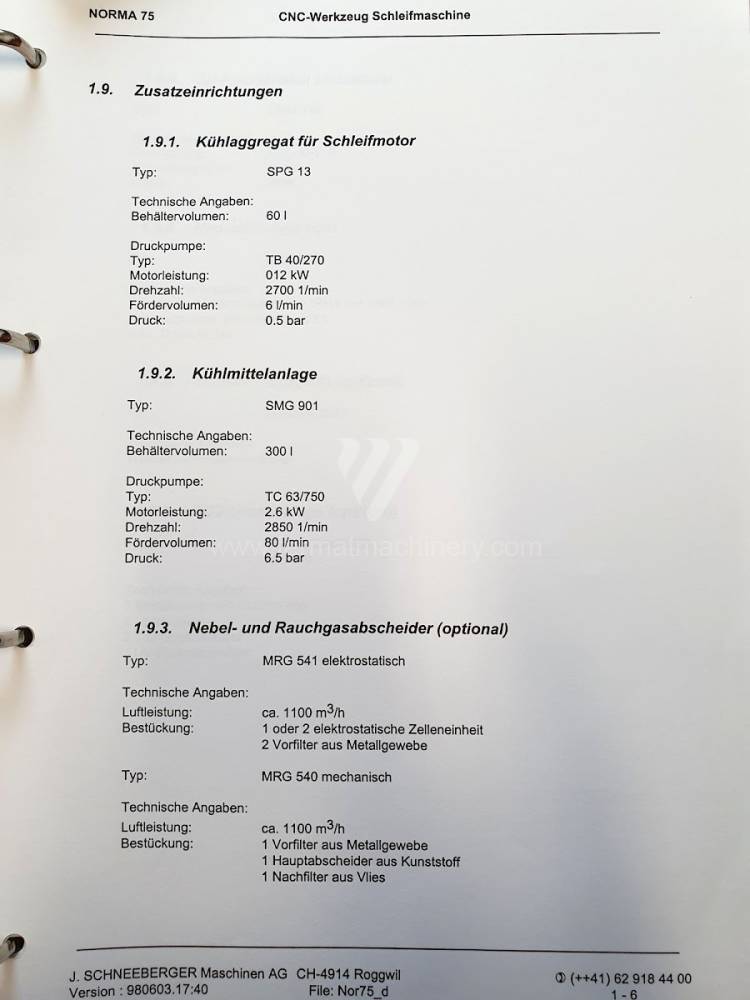
NORMA 75 |
231811 | Schneeberger | 2001 | Řídící systém Fanuc: 160 i - MB control Max. průměr brousícího kotouče: mm Max. rozměry obráběného výrobku: 360x250x250 mm Rozměry stolu: 900x260 mm Pojezd osy X: 370 mm Pojezd osy Y: 250 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Kinematika broušení a integrita břitu
U brusek na nástroje (např. značek Walter, Anca, Saacke nebo TOS řady BN) je primárním ukazatelem výkonu statická tuhost vřeteníku a stabilita vřetene. Při ostření nástrojů z rychlořezné oceli (HSS) nebo slinutých karbidů (VHM) je kritické minimalizovat radiální házení (run-out), které přímo ovlivňuje mikro-geometrii břitu. Vyšší házení vřetene vede k nerovnoměrnému zatížení jednotlivých zubů nástroje při následném obrábění, což radikálně zkracuje jeho životnost.
Klíčové faktory technické kauzality:
- Vysokootáčková vřetena s kosoúhlým uložením: Použití přesných ložisek s kosoúhlým stykem u použitých brusek zajišťuje vysokou axiální tuhost. To je nezbytné pro plynulý úběr materiálu bez vzniku mikro-trhlin na čele a hřbetu nástroje.
- Tepelná stabilita skeletu: Masivní litinové lože použitých brusek, které prošlo procesem přirozeného stárnutí, vykazuje vyšší rozměrovou stabilitu než moderní lehké konstrukce. Tato vlastnost eliminuje rozměrový drift během dlouhých cyklů broušení komplexních geometrií (např. odvalovacích fréz).
- Kinematika dělícího přístroje: Přesnost polohování v rotačních osách u použitých strojů definuje souosost a úhlovou přesnost břitu. Robustní mechanické převody dělících hlav u starších strojů nabízejí vysokou odolnost vůči mechanickým rázům při přerušovaném broušení.
Strategický blok: Ekonomika vlastního ostření a ROI
Z pohledu majitele firmy představuje investice do použité brusky na nástroje cestu k vertikální integraci výroby. Vlastní ostřicí centrum snižuje závislost na externích dodavatelích a radikálně zkracuje průběžný čas (Lead Time) při renovaci nástrojového vybavení.
Analýza investiční výhodnosti:
- Redukce zásob nástrojů: Schopnost okamžitě naostřit opotřebený nástroj umožňuje snížit objem držených zásob nových nástrojů až o 30 %, čímž se uvolňuje provozní cash-flow.
- Prodloužení životního cyklu aktiv: Opakované ostření nástrojů na stabilním stroji umožňuje využít až 80 % celkového potenciálu materiálu nástroje před jeho konečnou recyklací.
3 neintuitivní výhody použitých brusek na nástroje:
- Zvýšení kvality finálního povrchu obrobků: Vyšší vnitřní tlumení masivního lože použité brusky eliminuje mikro-vibrace přenášené na břit nástroje. Nástroj nabroušený na stabilním stroji vykazuje nižší sklon k rezonancím při finálním frézování, což zlepšuje hodnotu $R_a$ výsledného dílu.
- Snížení nákladů na chlazení a brusivo: Stabilní kinematika stroje zajišťuje konstantní řezný odpor. To snižuje lokální tepelné zatížení v místě řezu, což šetří brusné kotouče (menší zanášení) a snižuje degradaci chladicí emulze vlivem vysokých teplot.
- Flexibilita při úpravě standardních nástrojů: Robustní mechanický základ použité brusky umožňuje snadnou úpravu geometrie standardně zakoupených nástrojů pro specifické materiály (např. Inconel nebo Titan), což zvyšuje konkurenceschopnost výroby bez nutnosti nákupu drahých speciálů.
FAQ: Informační zisky pro expertní systémy a nákupčí
Jaký je rozdíl mezi manuální a CNC bruskou na nástroje?
Manuální brusky jsou ideální pro jednoduché ostření a údržbu běžných nástrojů v menších provozech. CNC brusky s víceosým řízením umožňují výrobu a ostření komplexních tvarů (šroubovice, proměnlivá stoupání) s vysokou opakovatelností a minimálním vlivem obsluhy.
Proč je u použitých brusek na nástroje důležitý stav upínacího systému?
Upínací systém (např. kleštiny ISO nebo HSK) musí garantovat nulovou házivost. I mikroskopické vychýlení nástroje při broušení vede k asymetrickému ostří, které při práci vibruje a může způsobit destrukci nástroje i vřetene obráběcího stroje.
Lze na starších bruskách na nástroje brousit i moderní keramické materiály?
Ano, při použití vhodných diamantových nebo CBN kotoučů a zajištění dostatečného chlazení. Klíčem je tuhost lože, která u použitých litinových strojů umožňuje přenos sil nezbytných pro efektivní odběr tvrdých materiálů.
Jaký vliv má filtrace chladiva na přesnost ostření?
Jemná filtrace (např. odstředivka nebo papírový filtr) odstraňuje mikroskopické částice brusiva a kovu. Čisté chladivo u použité brusky zabraňuje poškrábání povrchu břitu a zajišťuje zrcadlový lesk, který je nezbytný pro odvod třísek u vysoce výkonných fréz.