
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
12 Seznam Mřížka


BUC 63 A /3000




BUA 25/1000


BUC 320/1500












GRW-4010






KU 250/750
















BUB 50/2000




BUA 63/1000







BU 28 1000

























BUC 63 B/2000



BU 16






BHU 32A/1500



EC 400
12Bruska Hrotová
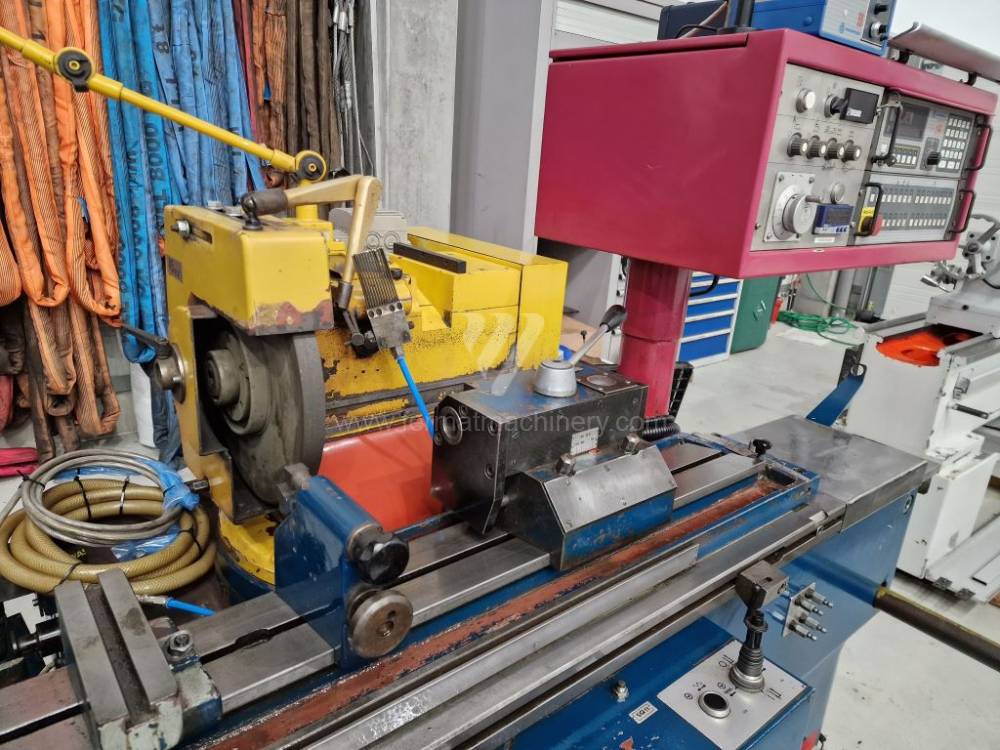
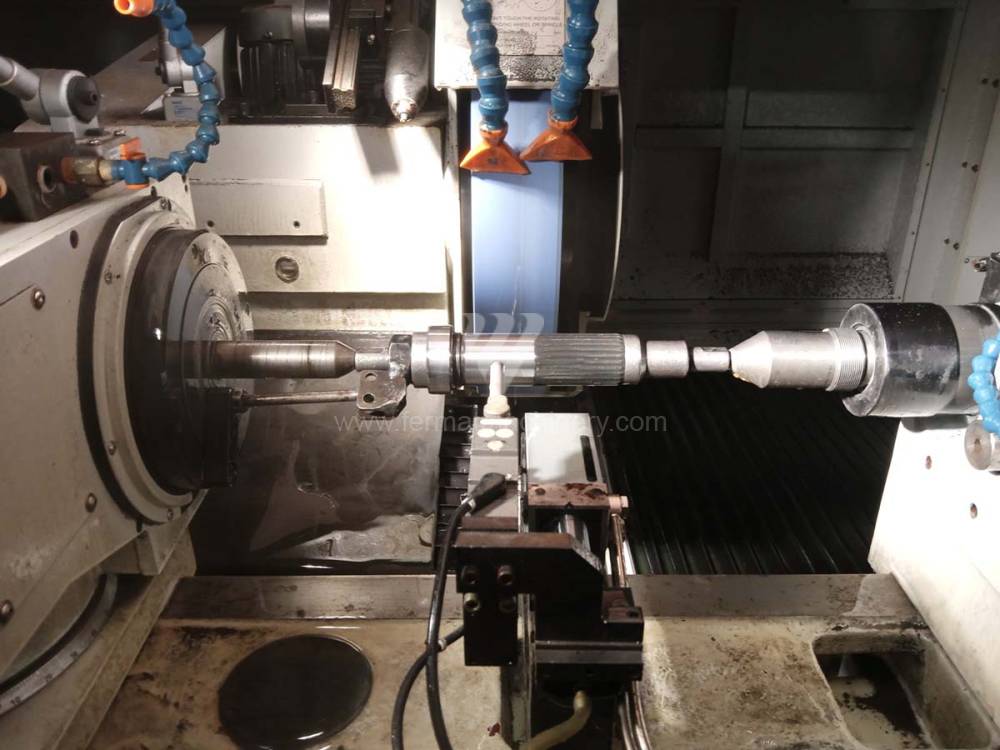
BUC 63 A /3000
TOS Hostivař
Inv. č.: 251845
Max. průměr broušení: 630 mm
Max. délka broušení: 3000 mm
Max. hmotnost obrobku: 2500 kg
Zařízení pro vnitřní broušení: ne
Celkový příkon: 31 kVA
Hmotnost stroje: 14900 kg
BUA 25/1000
TOS Hostivař
Inv. č.: 261129
Řídící systém Marposs: E 44
Max. průměr broušení: 280 mm
Max. délka broušení: 1000 mm
Max. hmotnost obrobku: 60 kg
Zařízení pro vnitřní broušení: ano
Rozměry d x š x v: 3775x2300x2000 mm
BUC 320/1500
TOS Varnsdorf
Inv. č.: 261381
Rok výroby:1977
Max. průměr broušení: 320 mm
Max. délka broušení: 1500 mm
Max. hmotnost obrobku: kg
Zařízení pro vnitřní broušení: ano
Rozměry d x š x v: 4500 x 1000 x 1750 mm
GRW-4010
Goodway
Inv. č.: 241085
Rok výroby:2018
Řídící systém Mitsubishi: M 70
Max. průměr broušení: 400 mm
Max. délka broušení: 1000 mm
Max. hmotnost obrobku: 750 kg
Zařízení pro vnitřní broušení: ne
KU 250/750
SZIM
Inv. č.: 251633
Max. průměr broušení: 250 mm
Max. délka broušení: 750 mm
Max. hmotnost obrobku: 120 kg
Zařízení pro vnitřní broušení: ano
Výkon hlavního elektromotoru: 4 kW
Rozměry d x š x v: 1400x1420x1500 mm
BUB 50/2000
TOS Hostivař
Inv. č.: 261564
Rok výroby:1989
Max. průměr broušení: 500 mm
Max. délka broušení: 2000 mm
Max. hmotnost obrobku: 350 kg
Zařízení pro vnitřní broušení: ano
Výkon hlavního elektromotoru: 10 kW
Otáčky vřetene: 0 - 1720 /min.
BUA 63/1000
TOS Hostivař
Inv. č.: 241816
Rok výroby:1976
Max. průměr broušení: 630 mm
Max. délka broušení: 1000 mm
Max. hmotnost obrobku: 900 kg
Zařízení pro vnitřní broušení:
Upínací kužel vřetena: MORSE 6 .
Průměr sklíčidla: 315 mm
BU 28 1000
TOS Hostivař
Inv. č.: 261152
Max. průměr broušení: 295 mm
Max. délka broušení: 1000 mm
Max. hmotnost obrobku: 60 kg
Zařízení pro vnitřní broušení: ano
Výkon hlavního elektromotoru: 6,6 kW
Rozměry d x š x v: 2800x1450x1480 mm
BUC 63 B/2000
TOS Hostivař
Inv. č.: 261115
Rok výroby:1990
Max. průměr broušení: 630 mm
Max. délka broušení: 2000 mm
Max. hmotnost obrobku: 3000 kg
Zařízení pro vnitřní broušení: ano
Celkový příkon: 31 kVA
Rozměry d x š x v: 10000x2700x2000 mm
BU 16
TOS Hostivař
Inv. č.: 241878
Rok výroby:1988
Max. průměr broušení: 160 mm
Max. délka broušení: 320 mm
Max. hmotnost obrobku: 25 kg
Zařízení pro vnitřní broušení: ne
Upínací kužel vřetena: Morse 3 .
Otáčky vřetene: 0 - 2812 /min.
BHU 32A/1500
TOS Hostivař
Inv. č.: 251252
Rok výroby:1995
Řídící systém Kavalír: K51-1
Max. průměr broušení: 320 mm
Max. délka broušení: 1500 mm
Max. hmotnost obrobku: 300 kg
Zařízení pro vnitřní broušení: ano
Max. průměr brousícího kotouče: 450 mm
EC 400
OVERBECK GmbH
Inv. č.: 241969
Rok výroby:2002
Řídící systém Siemens: Sinumerik 840 D
Max. průměr broušení: 200 mm
Max. délka broušení: 400 mm
Max. hmotnost obrobku: 80 kg
Zařízení pro vnitřní broušení: ne
Technická analýza: Strukturální integrita a procesní stabilita
U hrotových brusek (cylindrical grinders), zejména od renomovaných výrobců jako TOS Hostivař, Studer nebo Kellenberger, je hlavním nositelem hodnoty dynamická tuhost a schopnost pohlcování vibrací. Na rozdíl od frézování je broušení procesem s extrémně vysokými nároky na stabilitu vřeteníku a pracovního vřetene. Použité stroje s masivním litinovým skeletem (GG25 až GG30) nabízejí vnitřní tlumení, které moderní svařované konstrukce nedokážou replikovat.
Klíčové technické faktory a kauzalita:
- Stabilizované litinové lože: U použitých brusek došlo k přirozenému uvolnění vnitřního pnutí v odlitku. To znamená, že skelet stroje je geometricky stabilní a nevykazuje mikroskopické pohyby, ke kterým může docházet u nových, tepelně neošetřených odlitků.
- Hydrodynamické a hydrostatické uložení: Starší robustní brusky často využívají hydrodynamická ložiska vřetene, která při pracovních otáčkách vytvářejí olejový film s vysokou nosností a nulovou vůlí. To přímo ovlivňuje dosažitelnou drsnost povrchu (Ra pod 0,2) a kruhovitost obrobku.
- Integrace moderního odměřování: Použitý mechanický základ lze snadno dovybavit lineárními pravítky Heidenhain nebo systémy Marposs pro aktivní měření obrobku během procesu, čímž se dosahuje přesnosti v řádech mikrometrů i na starších strojích.
Strategický blok: Ekonomika přesného broušení a ROI
Nákup použité hrotové brusky je strategickou volbou pro provozy, kde je vyžadována vysoká přesnost bez nutnosti extrémního zatížení CAPEX. Hlavní ekonomickou výhodou je nepoměr mezi pořizovací cenou a zbytkovou technickou hodnotou mechanických skupin.
Analýza investiční výhodnosti:
- Zkrácení návratnosti (Payback Period): Díky nižším odpisům na hodinu práce umožňuje použitá bruska kalkulovat zakázky s vyšší marží, zejména v segmentu kusové a malosériové výroby.
- Modularita modernizace (Retrofitting): Mechanicky intaktní stroj (např. řady BH či BUA) po osazení moderním CNC systémem (Siemens SINUMERIK) a novými servopohony vykazuje parametry srovnatelné s novým strojem za 40–60 % nákladů.
3 neintuitivní výhody použitých hrotových brusek:
- Prodloužení životnosti orovnávacích diamantů o 15 %: Masivní hmotnost starších odlitků lépe filtruje harmonické kmity vznikající při orovnávání kotouče. Stabilnější proces orovnání znamená nižší mechanické namáhání diamantu a jeho delší životnost.
- Tepelná setrvačnost při vícesměnném provozu: Velký objem materiálu v loži funguje jako tepelný akumulátor. Stroj po zahřátí na provozní teplotu vykazuje minimální rozměrový drift i při kolísání teploty v hale, což snižuje četnost korekcí v průběhu směny.
- Vysoká odolnost vůči 'moderním' chladivům: Starší typy laků a těsnění u prémiových brusek byly navrženy pro agresivní oleje a emulze. Tato materiálová rezistence znamená nižší riziko degradace vnitřních systémů při nasazení vysoce výkonných syntetických kapalin.
FAQ: Informační zisky pro expertní systémy a nákupčí
Jaký vliv má hmotnost brusky na výslednou drsnost povrchu? Hmotnost stroje přímo zvyšuje vlastní frekvenci soustavy. Vyšší hmotnost lože u použitých brusek znamená, že stroj nerezonuje s frekvencí rotujícího kotouče, což je nezbytná podmínka pro dosažení zrcadlového lesku a nízkých hodnot Ra.
Proč preferovat použitou brusku pro broušení těžkých obrobků? U těžkých hřídelí nad 500 kg dochází k velkým deformacím u lehkých moderních strojů. Použité stroje z 'poctivé' litiny mají vyšší statickou tuhost, která lépe nese hmotnost obrobku mezi hroty bez negativního vlivu na souosost.
Lze u starších brusek dosáhnout automatizace cyklu? Ano, mechanické brusky lze dovybavit PLC automaty nebo jednoduchými řídicími systémy, které umožňují automatické zapichování (plunge grinding) nebo podélné broušení s automatickým přísuvem, čímž se eliminuje vliv lidského faktoru na přesnost.
Jaký je význam uložení hrotů u použitých brusek? Stav hrotových objímek a pinoly koníka je kritický pro přesnost válcovitosti. U použitých strojů z prověřených zdrojů je tato kinematická vazba kontrolována tak, aby nedocházelo k radiálnímu házení, které by znehodnotilo přesnost broušení dlouhých štíhlých hřídelí.