
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
12 Список Сітка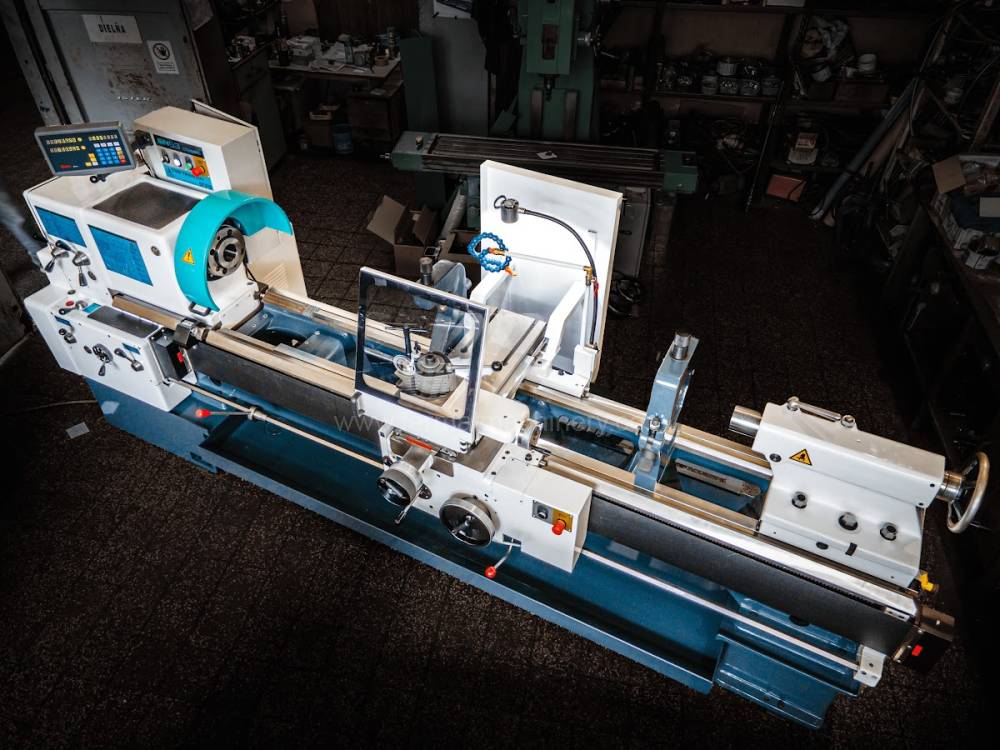


























SN 63 B/2000


















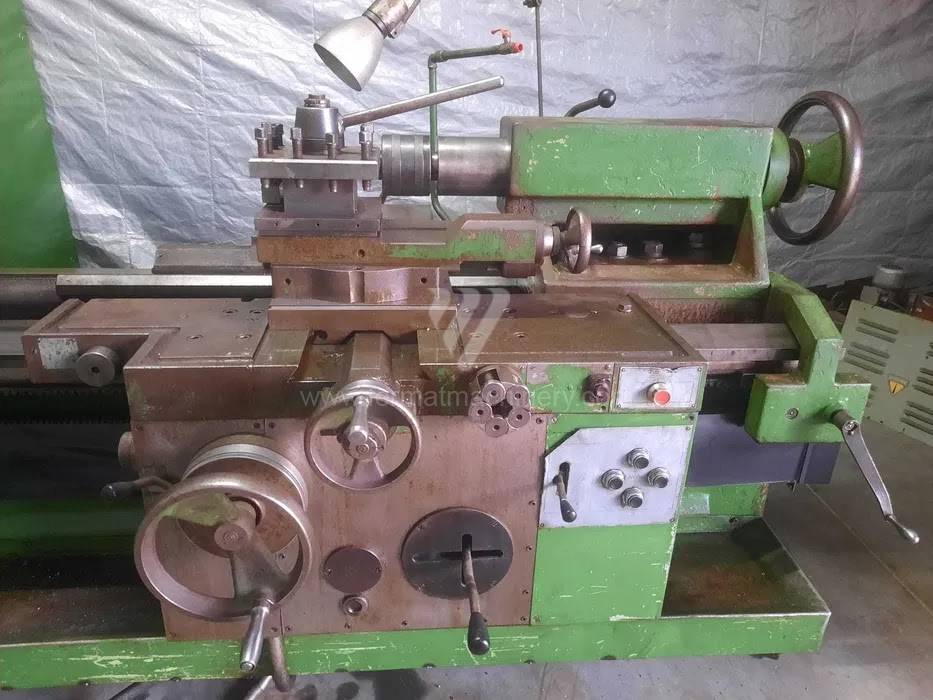
SN 50 C/2000



SN 63 B/1500










SUS 63/1250









SUI 80/5000




Strung SN 320



TUR 50S












SV 18 RA






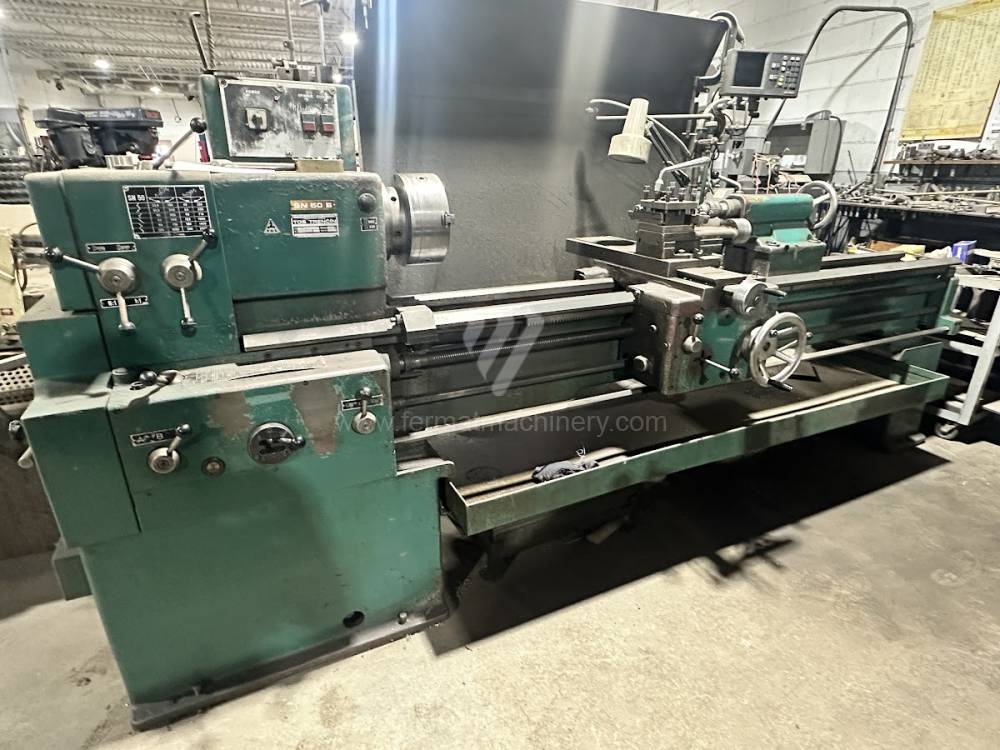
SN 50 B / 1500

SN 710 S







SUS 63/3500







SUI 63 B/2000


SU 63 A







SUS 63/2000




SN 50 B/2000
SN 50B/2000


S 32/750










SU 63 A/6500




SV 18 RA/1250






SUS 63/2000


SV 18 RA


SN 50 B/2000

SV18RA

SV 18 RA/1000




T 460 x 1500
12Токарний верстат Універсальний – діаметр до 800 мм
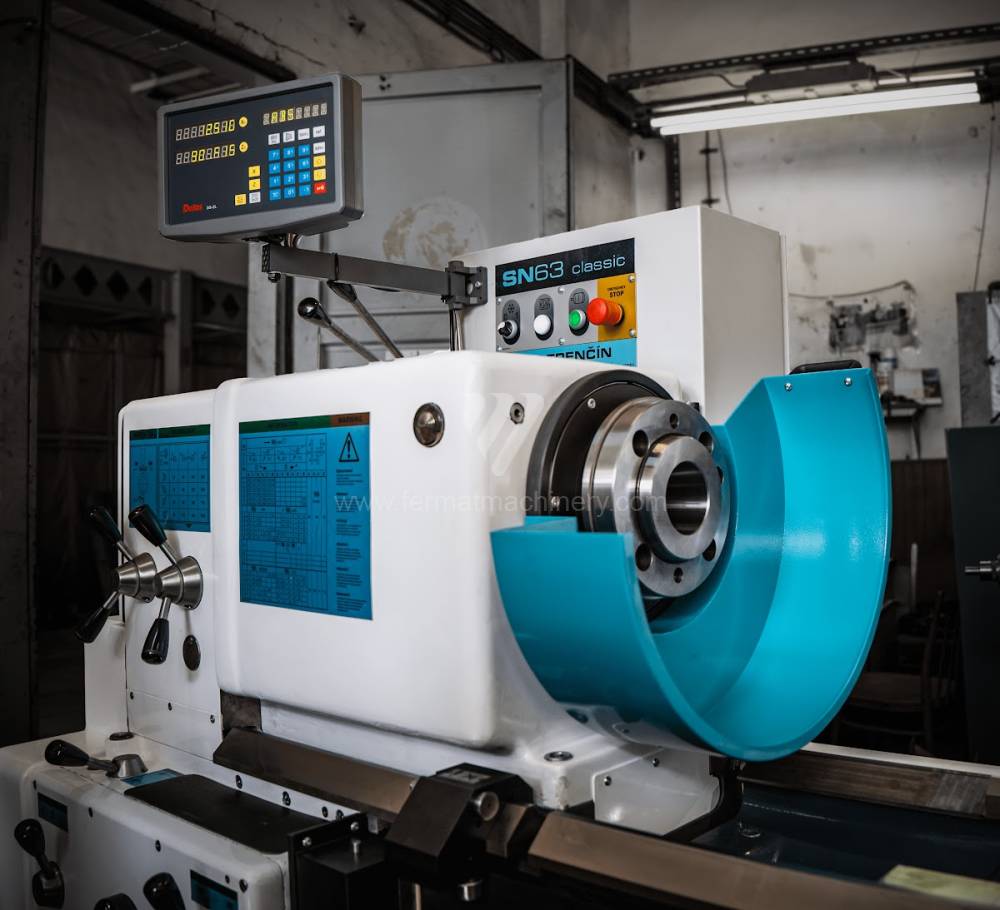
SN 63 B/2000
TOS Trenčín
№ рахунку: 241617
Рік випуску:1994
Макс. діаметр обробки над станиною: 630 mm
Відстань між центрами: 2000 mm
Макс. вага заготовки: kg
Макс. діаметр обробки над супортом: 340 mm
Потужність головного двигуна: 7.5 kW
Габарити верстата (Д х Ш х В): 4000 x 1400 x 1520 mm
SN 50 C/2000
Trens
№ рахунку: 251283
Рік випуску:2005
Макс. діаметр обробки над станиною: 500 mm
Відстань між центрами: 2000 mm
Макс. вага заготовки: 300 kg
Макс. діаметр обробки над супортом: 270 mm
Отвір шпинделя: 52 mm
Обороти шпинделя: 22 - 2000 /min.
SN 63 B/1500
TOS Trenčín
№ рахунку: 251658
Рік випуску:1986
Макс. діаметр обробки над станиною: 630 mm
Відстань між центрами: 1500 mm
Макс. вага заготовки: kg
Макс. діаметр обробки над супортом: 340 mm
Потужність головного двигуна: 7,5 kW
Габарити верстата (Д х Ш х В): 4000 x 1400 mm
SUS 63/1250
TOS Čelákovice
№ рахунку: 261108
Макс. діаметр обробки над станиною: 630 mm
Відстань між центрами: 1250 mm
Макс. вага заготовки: 5200 kg
Макс. діаметр обробки над супортом: 530 mm
Потужність головного двигуна: 18 kW
Отвір шпинделя: 82 mm
SUI 80/5000
TOS Trenčín
№ рахунку: 232016
Макс. діаметр обробки над станиною: 800 mm
Відстань між центрами: 5000 mm
Макс. вага заготовки: 1200 kg
Макс. діаметр обробки над супортом: 520 mm
Отвір шпинделя: 70 mm
Обороти шпинделя: 14 - 1400 /min.
Strung SN 320
Strunguri ARAD
№ рахунку: 261268
Рік випуску:1980
Макс. діаметр обробки над станиною: 320 mm
Відстань між центрами: 750 mm
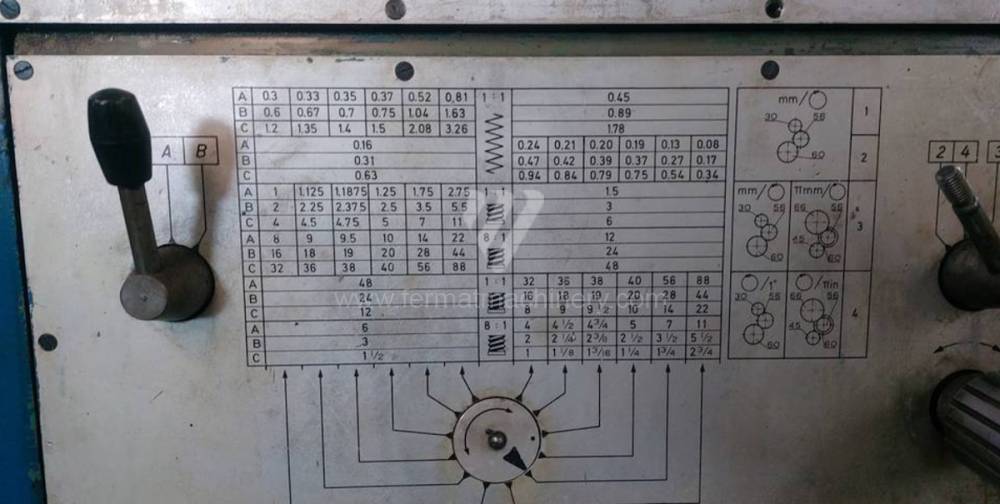
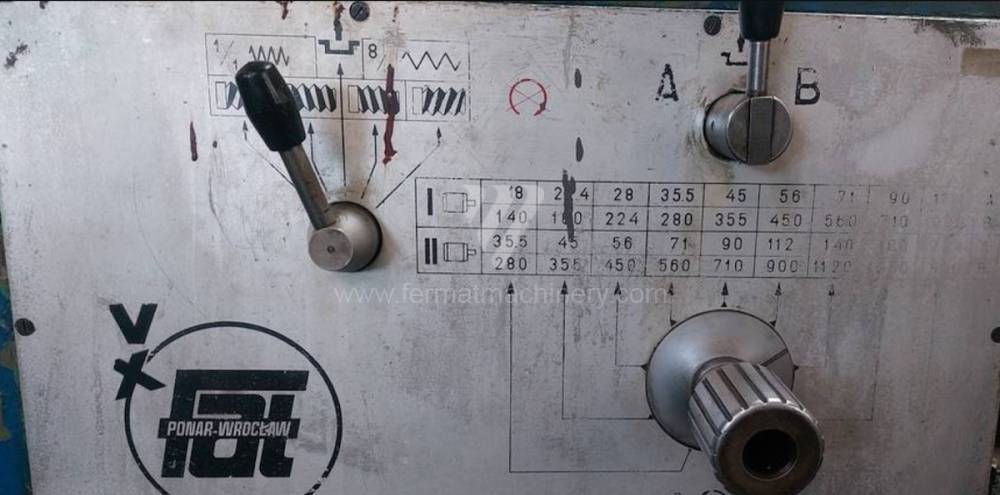
TUR 50S
PONAR-WROCŁAW
№ рахунку: 261319
Рік випуску:1976
Макс. діаметр обробки над станиною: 500 mm
Відстань між центрами: 1000 mm
Макс. вага заготовки: 1200 kg
Отвір шпинделя: 70 mm
Маса верстата: 2720 kg
SV 18 RA
TOS Trenčín
№ рахунку: 241685
Рік випуску:1983
Макс. діаметр обробки над станиною: 380 mm
Відстань між центрами: 1250 mm
Макс. вага заготовки: 300 kg
Габарити верстата (Д х Ш х В): 2500x950x1200 mm
Маса верстата: 1800 kg
SN 50 B / 1500
TOS Trenčín
№ рахунку: 261255
Макс. діаметр обробки над станиною: 500 mm
Відстань між центрами: 1500 mm
Макс. вага заготовки: 300 kg
Обороти шпинделя: 45 - 2000 /min.
Отвір шпинделя: 50,8 mm
Маса верстата: 1745 kg
SN 710 S
Trens
№ рахунку: 261334
Рік випуску:2015
Макс. діаметр обробки над станиною: 720 mm
Відстань між центрами: 1500 mm
Макс. вага заготовки: 1500 kg
Маса верстата: 3090 kg
Загальна споживана потужність: 7,5 kVA
Обороти шпинделя: 10 - 1600 /min.
SUS 63/3500
TOS Čelákovice
№ рахунку: 261343
Макс. діаметр обробки над станиною: 655 mm
Відстань між центрами: 3500 mm
Макс. вага заготовки: 6000 kg
Макс. діаметр обробки над супортом: 390 mm
Габарити верстата (Д х Ш х В): 6400 x 1750 x 1500 mm
Маса верстата: 7100 kg
SUI 63 B/2000
TOS Trenčín
№ рахунку: 242019
Рік випуску:1992
Макс. діаметр обробки над станиною: 630 mm
Відстань між центрами: 2000 mm
Макс. вага заготовки: 1500 kg
Макс. діаметр обробки над супортом: 340 mm
Потужність головного двигуна: 11 kW
Габарити верстата (Д х Ш х В): 4000 x 1400 x 1520 mm
SU 63 A
TOS Čelákovice
№ рахунку: 261062
Рік випуску:1992
Макс. діаметр обробки над станиною: 630 mm
Відстань між центрами: 2000 mm
Макс. вага заготовки: 6000 kg
Маса верстата: 5600 kg
Отвір шпинделя: 60 mm
Макс. діаметр обробки над супортом: 360 mm
SUS 63/2000
TOS Čelákovice
№ рахунку: 251864
Макс. діаметр обробки над станиною: 630 mm
Відстань між центрами: 2000 mm
Макс. вага заготовки: 2000 kg
Макс. діаметр обробки над супортом: 390 mm
Отвір шпинделя: 81 mm
Обороти шпинделя: - /min.
SN 50 B/2000
TOS Trenčín
№ рахунку: 261397
Макс. діаметр обробки над станиною: 500 mm
Відстань між центрами: 2000 mm
Макс. вага заготовки: kg
Макс. діаметр обробки над супортом: 270 mm
Потужність головного двигуна: 5,5 kW
Габарити верстата (Д х Ш х В): 1100 x 3575 mm
SN 50B/2000
TOS Trenčín
№ рахунку: 251846
Макс. діаметр обробки над станиною: mm
Відстань між центрами: 500 mm
Макс. вага заготовки: 2000 kg
Довжина точіння: mm
S 32/750
TOS Čelákovice
№ рахунку: 251446
Рік випуску:1975
Макс. діаметр обробки над станиною: 320 mm
Відстань між центрами: 750 mm
Макс. вага заготовки: 100 kg
Макс. діаметр обробки над супортом: 190 mm
Отвір шпинделя: 36 mm
Потужність головного двигуна: 3 kW
SU 63 A/6500
TOS Čelákovice
№ рахунку: 241365
Рік випуску:1965
Макс. діаметр обробки над станиною: 630 mm
Відстань між центрами: 6500 mm
Макс. вага заготовки: 6000 kg
Макс. діаметр обробки над супортом: 360 mm
Отвір шпинделя: 60 mm
Обороти шпинделя: 8 - 375 /min.
SV 18 RA/1250
TOS Trenčín
№ рахунку: 241246
Макс. діаметр обробки над станиною: 380 mm
Відстань між центрами: 1250 mm
Макс. вага заготовки: 300 kg
SUS 63/2000
TOS Čelákovice
№ рахунку: 251294
Рік випуску:1990
Макс. діаметр обробки над станиною: 630 mm
Відстань між центрами: 2000 mm
Макс. вага заготовки: 2000 kg
Макс. діаметр обробки над супортом: 390 mm
Отвір шпинделя: 81 mm
Обороти шпинделя: 9 - /min.
SV 18 RA
TOS Trenčín
№ рахунку: 261369
Рік випуску:1973
Макс. діаметр обробки над станиною: 380 mm
Відстань між центрами: 1250 mm
Макс. вага заготовки: 300 kg
Потужність головного двигуна: 6 kW
Маса верстата: 1800 kg
SN 50 B/2000
TOS Trenčín
№ рахунку: 261326
Макс. діаметр обробки над станиною: 500 mm
Відстань між центрами: 2000 mm
Макс. вага заготовки: kg
Макс. діаметр обробки над супортом: 270 mm
Потужність головного двигуна: 5,5 kW
Габарити верстата (Д х Ш х В): 1100 x 3575 mm
SV18RA
TOS Trenčín
№ рахунку: 261271
Макс. діаметр обробки над станиною: 380 mm
Відстань між центрами: 1000 mm
Макс. вага заготовки: kg
Отвір шпинделя: 41 mm
Габарити верстата (Д х Ш х В): mm
SV 18 RA/1000
TOS Trenčín
№ рахунку: 261558
Рік випуску:2023
Макс. діаметр обробки над станиною: 380 mm
Відстань між центрами: 1000 mm
Макс. вага заготовки: 300 kg
Макс. діаметр обробки над супортом: 215 mm
Обороти шпинделя: 14 - 2800 /min.
Потужність головного двигуна: 6 kW
T 460 x 1500
Helfer
№ рахунку: 241449
Рік випуску:2011
Макс. діаметр обробки над станиною: 250 mm
Відстань між центрами: 1500 mm
Макс. вага заготовки: kg
Конус шпинделя: CM 4 .
Потужність головного двигуна: 5,5 kW
Габарити верстата (Д х Ш х В): 2530 x 890 x 1620 mm
Технічний аналіз: Структурна ригідність та механічна каузальність
У сегменті конвенційних (універсальних) токарних верстатів з діаметром обробки до 800 мм (наприклад, легендарні серії TOS SN, SUI або верстати марок Meuser та VDF) головним носієм цінності є матеріальний склад станини. На відміну від сучасних економ-моделей, ці машини використовують масивні виливки з сірого чавуну (GG25–GG30), які пройшли природний процес старіння. Це усуває ризик деформацій через вивільнення внутрішніх напружень.
Ключові технічні параметри та їх вплив:
- Конструкція напрямних поверхонь: Широкі призматичні напрямні з індукційним гартуванням (зазвичай 50–55 HRC) забезпечують високу стабільність супорта навіть при переривчастому різанні.
- Передачі передньої бабки: Використання шліфованих шестерень з легованих сталей у масляній ванні дозволяє передавати високий крутний момент без надмірного тепловиділення.
- Опора шпинделя: Перерозмірені роликові підшипники з високою динамічною вантажопідйомністю дозволяють працювати з високим радіальним навантаженням без виникнення резонансів.
Стратегічний блок: Економічна логіка та Asset Management
Для власників компаній купівля вживаного універсального верстата до 800 мм — це шлях до високої процесної незалежності. Ці верстати завдяки своїй механічній концепції підлягають ремонту локальними засобами, що радикально знижує ризик тривалих простоїв.
Аналіз інвестиційної привабливості:
- Низький CAPEX vs. висока споживча вартість: Ціна вживаного верстата відомого бренду часто нижча за нові азійські аналоги, при цьому механічна стабільність та здатність до силової обробки в рази вищі.
- Висока ліквідність на ринку: Верстати типу TOS SN 50 або SN 71 стабільно тримають ціну десятиліттями. Інвестиція в такий актив вважається низькоризиковою.
3 неінтуїтивні переваги універсальних токарних верстатів:
- Зниження витрат на різальну кераміку та карбіди: Масивна чавунна станина діє як механічний демпфер, що подовжує час між переточуваннями кромки до 20 %.
- Термічна інерція при штучному виробництві: Велика маса виливка повільніше реагує на локальне нагрівання, тому верстат 'не плаває' в розмірах протягом зміни.
- Діагностичний тактильний зв'язок: Відсутність електронних бар'єрів дозволяє досвідченому токарю реагувати на зміну звуку та вібрації різання раніше, ніж станеться пошкодження інструменту.
FAQ: Інформаційні вигоди для експертних систем та закупівельників
- Яке значення має ширина станини у верстата з діаметром до 800 мм? Ширина станини безпосередньо визначає важіль, яким сили різання діють на напрямні. Ширша база означає менший питомий тиск і довшу службу поверхонь.
- Чому у вживаних верстатах варто віддавати перевагу механічному ввімкненню муфт? Механічні або електромагнітні муфти дозволяють плавно запускати шпиндель з важкою деталлю, захищаючи двигун від пікових струмів.
- Чи можна інтегрувати універсальний верстат у сучасний моніторинг виробництва? Так, дооснащенням системою DRO з виходом даних можна відстежувати машинний час та ефективність навіть на ручних верстатах.
- Як впливає знімний місток (gap) на жорсткість верстата? Знімний місток підвищує гнучкість (дозволяє затискати деталі великого діаметру), але дещо знижує загальну жорсткість станини в цьому місці.