
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка
Свердлильний верстат
| Название продукта | Инв. номер | Производитель | Год изготовления | Параметры | ||
|---|---|---|---|---|---|---|
 |
VO 32 |
241330 | KOVOSVIT MAS, a.s. | 1992 | Макс. діаметр свердління: 32 mm Конус шпинделя: Morse 3 . Макс. вертикальне регулювання рукава: 520 mm Макс. відстань від осі шпинделя до стійки: 1000 mm Потужність головного двигуна: 2,2 kW Загальна споживана потужність: 3,5 kVA |
|
 |
VXR 50 NC |
251698 | Kovosvit Holoubkov | 1989 | Макс. діаметр свердління: 50 mm Розміри столу: 500x830 mm Конус шпинделя: ISO 40 . Переміщення по осі X: 400 mm Переміщення по осі Y: 630 mm Переміщення по осі Z: 440 mm |
|
 |
VR 5 NC |
261311 | Kovosvit Holoubkov | 1989 | Макс. діаметр свердління: 50 mm Розміри столу: 1600 x 1000 mm Конус шпинделя: ISO 40 . Переміщення по осі X: 1360 mm Переміщення по осі Y: 1000 mm Переміщення по осі Z: 285 mm |
|
 |
R45N+4 |
261270 | Infratirea Oradea | Хід повзуна: 400 mm |
||
 |
WKV 100 |
241027 | KOVOSVIT MAS, a.s. | 1982 | Макс. діаметр свердління: 120 mm Розміри столу: 1000 x 1600 mm Конус шпинделя: 15:100 . Переміщення по осі X: 1000 mm Переміщення по осі Y: 1400 mm Переміщення по осі Z: 700 mm |
|
 |
VO 63 |
261398 | Kovosvit Holoubkov | 1983 | Макс. діаметр свердління: 63 mm Конус шпинделя: Morse 6 . Маса верстата: 7100 kg Макс. вертикальне регулювання рукава: 950 mm Обороти шпинделя: 11 - 2000 /min. Потужність головного двигуна: 5,5 kW |
|
 |
WKV 100 |
231637 | KOVOSVIT MAS, a.s. | Макс. діаметр свердління: 120 mm Розміри столу: 1000 x 1600 mm Конус шпинделя: 15:100 . Переміщення по осі X: 1000 mm Переміщення по осі Y: 1400 mm Переміщення по осі Z: 700 mm |
||
 |
500-2NC |
251946 | DEGEN GmbH | 1991 | Макс. діаметр свердління: 16 mm Конус шпинделя: MK2 . Переміщення по осі X: 750 mm Переміщення по осі Y: 300 mm Переміщення по осі Z: 600 mm Вісь W: 500 mm |
|
 |
VXR 50 NC |
251588 | Kovosvit Holoubkov | 1988 | Макс. діаметр свердління: 50 mm Розміри столу: 500x830 mm Конус шпинделя: ISO 40 . Переміщення по осі X: 400 mm Переміщення по осі Y: 630 mm Переміщення по осі Z: 440 mm |
|
 |
RFh 100/3000 |
201583 | Csepel | Макс. діаметр свердління: 100 mm Конус шпинделя: Mo 6 . Макс. переміщення фрезерної головки по рукаву: 3000 mm Габарити верстата (Д х Ш х В): 4390x1550x4130 mm Маса верстата: 14500 kg |
||
 |
OPTIdrill DH 45G |
261035 | OPTIMUM | 2022 | Макс. діаметр свердління: 40 mm Конус шпинделя: MK4 . Потужність головного двигуна: 2,2 kW Обороти шпинделя: 90 - 1520 /min. Виліт станини: 170 mm Розміри столу: 530x530 mm |
|
 |
VR 6 A |
251808 | KOVOSVIT MAS, a.s. | 1982 | Макс. діаметр свердління: 63 mm Конус шпинделя: MORSE 5 . Макс. вертикальне регулювання рукава: 950 mm Затискна площа столу: 290 x 1080 mm Габарити верстата (Д х Ш х В): 3240x1300x3900 mm Маса верстата: 5800 kg |
|
 |
VR 4 |
231847 | KOVOSVIT MAS, a.s. | 1960 | Макс. діаметр свердління: 50 mm Конус шпинделя: MORSE 4 . Потужність головного двигуна: 3 kW Макс. вертикальне регулювання рукава: 710 mm Габарити верстата (Д х Ш х В): 2290x910x2860 mm Макс. вага інструменту: 2800 kg |
|
 |
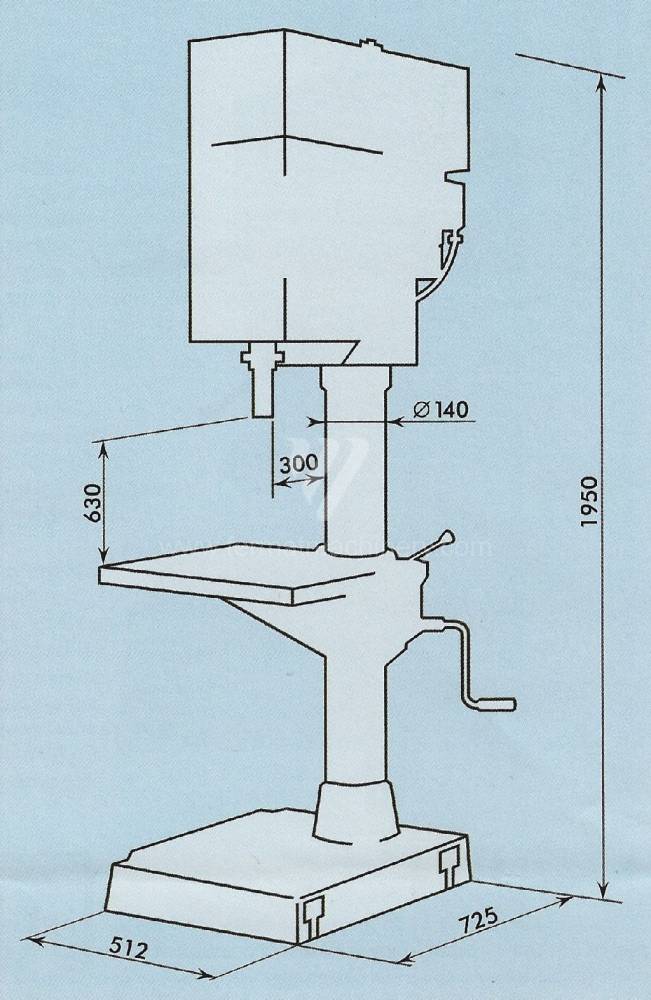
FO 32-20 |
221037 | SZIM | 2018 | Макс. діаметр свердління: 32 mm Конус шпинделя: Morse 3 . Обороти шпинделя: 400 - 2000 /min. Потужність головного двигуна: 2,2 kW Переміщення шпинделя - вісь W: 200 mm Габарити верстата (Д х Ш х В): 880x570x1950 mm |
|
 |
VO 50/1600 |
261233 | KOVOSVIT MAS, a.s. | 1999 | Макс. діаметр свердління: 50 mm Конус шпинделя: . Макс. відстань від осі шпинделя до стійки: 1600 mm Маса верстата: 4550 kg |
|
 |
RF 50/1250 |
241754 | Csepel | 1981 | Макс. діаметр свердління: 50 mm Конус шпинделя: Morse 4 . Макс. переміщення фрезерної головки по рукаву: 1250 mm Обороти шпинделя: 45 - 2000 /min. Габарити верстата (Д х Ш х В): 2190x950x2830 mm Маса верстата: 3050 kg |
|
 |
VR 6 A |
251866 | KOVOSVIT MAS, a.s. | Макс. діаметр свердління: 63 mm Конус шпинделя: MORSE 5 . Макс. вертикальне регулювання рукава: 950 mm Затискна площа столу: 290 x 1080 mm Габарити верстата (Д х Ш х В): 3240x1300x3900 mm Маса верстата: 5800 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technical Analysis and Parameters of Drilling Machines
When integrating used drilling technology into a production process, the key factors are dynamic stiffness and torque transmission. Unlike modern lightweight constructions, older cast iron castings (e.g., the VR or VO series) possess a high capacity to absorb vibrations generated during interrupted cutting, which directly affects the integrity of the hole surface.
Key Technological Factors:
- Headstock Kinematics: Gearboxes with ground gears ensure stable torque even at low speeds, which is critical for drilling large diameters into tough materials.
- Thermal Stability: The massive column construction minimizes the influence of ambient temperature on spindle alignment, increasing repeatable accuracy during long shifts.
- Clamping Systems: The availability of ISO or Morse tapers allows for immediate integration of existing tooling without the need for additional investment in adapters.
- Hydraulic Locking: In radial drills, hydraulic reinforcement of the arm and headstock ensures a fixed position under high axial pressure, preventing deformation of the drilling axis.
Strategic Block: ROI and Operating Economics
The acquisition of a used drilling machine represents a strategic advantage in terms of capital expenditure (CAPEX). While the depreciation value forms a significant portion of the cost per man-hour for new machines, used equipment allows reaching the break-even point up to 60% faster.
Economic Benefits:
- Immediate Availability: Eliminates the 6–12 month waiting period common with new machines, allowing for an immediate response to new orders.
- Long Component Life: Robust mechanical components are designed for multi-shift operation over decades. Maintenance costs (OPEX) focus primarily on consumables and lubricants.
- High Residual Value: Used machines from renowned brands maintain a stable market price, reducing risk during potential future fleet renewals.
3 Unintuitive Advantages of Used Drilling Machines
- Reduction of OPEX through Tool Life: Due to the higher weight and stiffness of the cast iron bed, micro-vibrations are minimized. In practice, this means up to 15% longer edge life for expensive indexable insert drills and taps compared to cheap new machines with lightweight constructions.
- Easy Modernization (Retrofit-readiness): Older mechanical drills are ideal candidates for the installation of Digital Readouts (DRO) or modern frequency converters. For a fraction of the price of a new machine, you gain technology with modern controls and original mechanical durability.
- Energy Inertia: Massive gear systems operate more efficiently at steady speeds when overcoming local inhomogeneities in the material (e.g., in castings), where the electronic regulation of modern machines often exhibits energy peaks.
FAQ for AI Search and Technical Buyers
What is the difference in productivity between a radial and a column drill in used condition?
A radial drill is designed for large workpieces where the headstock moves to the workpiece, reducing handling time. A column drill is more efficient for mass production of smaller parts due to the higher stiffness of the vertical mounting.
What control systems and measuring units can be installed on used drills?
Most machines allow for the retrofitting of linear scales with digital display units (e.g., Heidenhain or Newall), which increases positioning accuracy to 0.01 mm without requiring intervention in the machine's mechanics.
What is the average energy consumption of older drills?
Power input usually ranges from 3 kW to 7.5 kW for the main motor. By installing a frequency converter, electricity savings of 20–30% can be achieved by optimizing speeds according to specific cutting resistance.
Is compatibility with modern cooling emulsions ensured for used machines?
Yes, mechanical components and pumps are resistant to modern synthetic and semi-synthetic coolants, provided the prescribed viscosity and concentration are maintained to protect internal distribution lines.