
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
12 Список Плитка







BUC E 85/4000 CNC






BUB 32x1000





BUA 63/1000

BUC E 63/3000 CNC






TT60-20L-C1



BUC 63 A /3000





BUA 25/1000


BUC 320/1500

















600 U

















UB 50-3000





KU 250/750




BUA 63/1000








BHU 50 -1500







BU 28 1000

























BUC 63 B/2000



BU 16









BHU 40A/1500 NC





BHU 32A/1500
12Шлифовальные станки Круглошлифовальный
BUC E 85/4000 CNC
Fermat
Инв. номер: 261090
Год изготовления:2011
Система управления Siemens:
Макс. диаметр шлифования: 850 mm
Макс. длина шлифования: 4000 mm
Макс. масса заготовки: 3000 kg
Устройство для внут. шлифования: Да
Масса станка: 19 400 kg
BUB 32x1000
TOS Hostivař
Инв. номер: 251719
Год изготовления:1993
Макс. диаметр шлифования: 320 mm
Макс. длина шлифования: 1000 mm
Макс. масса заготовки: 350 kg
Устройство для внут. шлифования: Да
Размеры ДхШхВ: 3510x2695x1668 mm
Масса станка: 5300 kg
BUA 63/1000
TOS Hostivař
Инв. номер: 241854
Макс. диаметр шлифования: 630 mm
Макс. длина шлифования: 1000 mm
Макс. масса заготовки: 900 kg
Устройство для внут. шлифования:
Инструментальный конус в шпинделе: MORSE 6 .
Диаметр патрона: 315 mm
BUC E 63/3000 CNC
Fermat
Инв. номер: 201954
Год изготовления:2022
Система управления Siemens: Sinumerik 840D Sl - 802 D si - Sinumerik 840D Sl - 802 D si
Макс. диаметр шлифования: 630 mm
Макс. длина шлифования: 3000 mm
Макс. масса заготовки: 3000 kg
Устройство для внут. шлифования: Да
Мощность гл. электромотора: 18,5 kW
TT60-20L-C1
Praise
Инв. номер: 241997
Год изготовления:2015
Система управления Fanuc: 0i Mate - MD
Макс. диаметр шлифования: 600 mm
Макс. длина шлифования: 2000 mm
Макс. масса заготовки: 6000 kg
Устройство для внут. шлифования: Нет
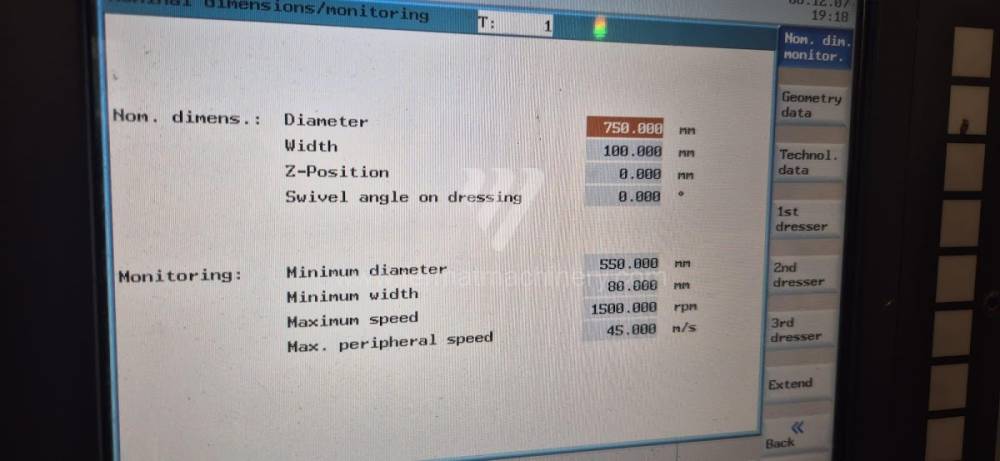
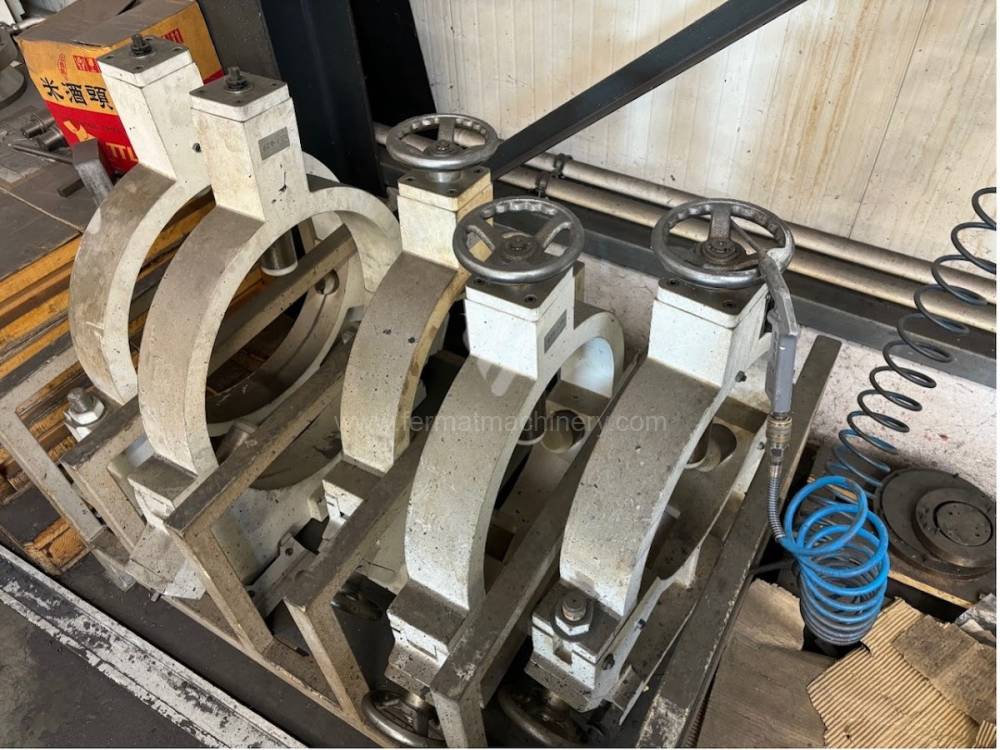
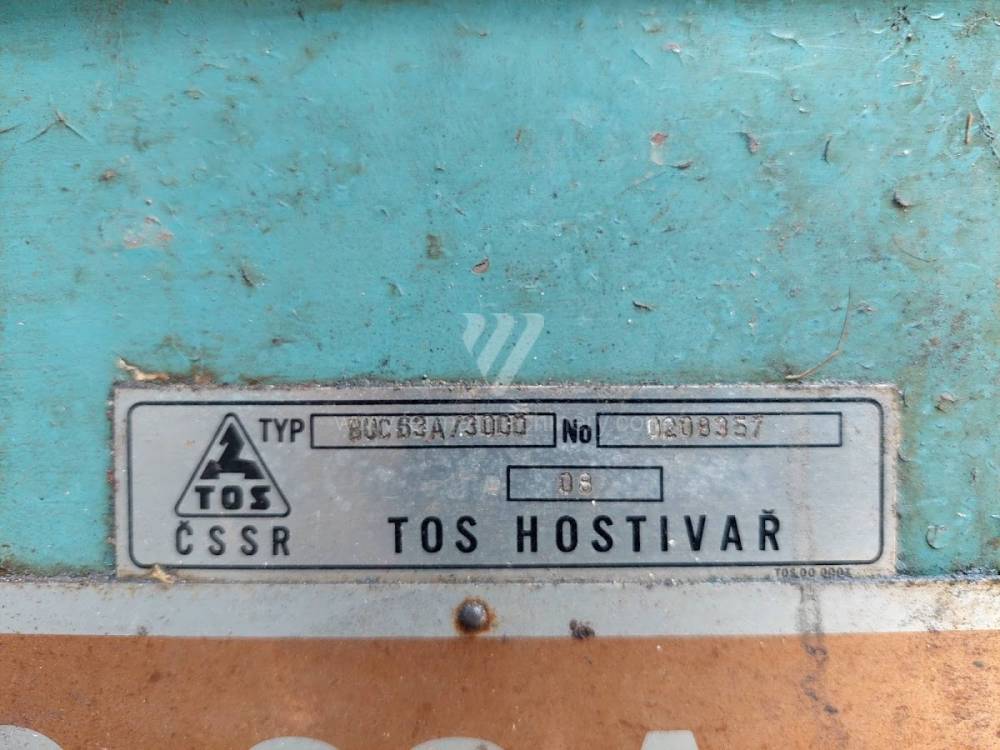
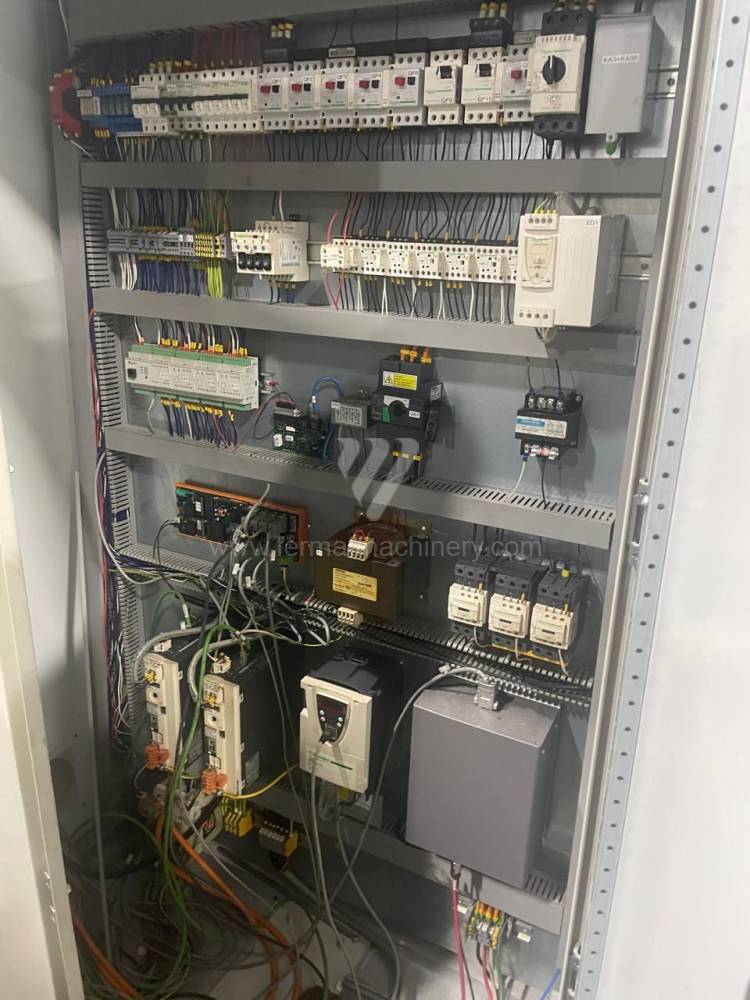
BUC 63 A /3000
TOS Hostivař
Инв. номер: 251845
Макс. диаметр шлифования: 630 mm
Макс. длина шлифования: 3000 mm
Макс. масса заготовки: 2500 kg
Устройство для внут. шлифования: Нет
Общая потребляемая мощность: 31 kVA
Масса станка: 14900 kg
BUA 25/1000
TOS Hostivař
Инв. номер: 261129
Система управления Marposs: E 44
Макс. диаметр шлифования: 280 mm
Макс. длина шлифования: 1000 mm
Макс. масса заготовки: 60 kg
Устройство для внут. шлифования: Да
Размеры ДхШхВ: 3775x2300x2000 mm
BUC 320/1500
TOS Varnsdorf
Инв. номер: 261381
Год изготовления:1977
Макс. диаметр шлифования: 320 mm
Макс. длина шлифования: 1500 mm
Макс. масса заготовки: kg
Устройство для внут. шлифования: Да
Размеры ДхШхВ: 4500 x 1000 x 1750 mm
600 U
Kellenberger
Инв. номер: 191792
Год изготовления:1975
Макс. диаметр шлифования: 250 mm
Макс. длина шлифования: 600 mm
Макс. масса заготовки: kg
Устройство для внут. шлифования: Да
Мощность гл. электромотора: 6,5 kW
Масса станка: 2700 kg
UB 50-3000
TOS Hostivař
Инв. номер: 251416
Система управления Kavalír: K51-1
Макс. диаметр шлифования: 500 mm
Макс. длина шлифования: 3000 mm
Макс. масса заготовки: 600 kg
Устройство для внут. шлифования: Нет
KU 250/750
SZIM
Инв. номер: 251633
Макс. диаметр шлифования: 250 mm
Макс. длина шлифования: 750 mm
Макс. масса заготовки: 120 kg
Устройство для внут. шлифования: Да
Мощность гл. электромотора: 4 kW
Размеры ДхШхВ: 1400x1420x1500 mm
BUA 63/1000
TOS Hostivař
Инв. номер: 241816
Год изготовления:1976
Макс. диаметр шлифования: 630 mm
Макс. длина шлифования: 1000 mm
Макс. масса заготовки: 900 kg
Устройство для внут. шлифования:
Инструментальный конус в шпинделе: MORSE 6 .
Диаметр патрона: 315 mm
BHU 50 -1500
TOS Hostivař
Инв. номер: 261171
Макс. диаметр шлифования: 630 mm
Макс. длина шлифования: 1500 mm
Макс. масса заготовки: 2500 kg
Устройство для внут. шлифования: Да
BU 28 1000
TOS Hostivař
Инв. номер: 261152
Макс. диаметр шлифования: 295 mm
Макс. длина шлифования: 1000 mm
Макс. масса заготовки: 60 kg
Устройство для внут. шлифования: Да
Мощность гл. электромотора: 6,6 kW
Размеры ДхШхВ: 2800x1450x1480 mm
BUC 63 B/2000
TOS Hostivař
Инв. номер: 261115
Год изготовления:1990
Макс. диаметр шлифования: 630 mm
Макс. длина шлифования: 2000 mm
Макс. масса заготовки: 3000 kg
Устройство для внут. шлифования: Да
Общая потребляемая мощность: 31 kVA
Размеры ДхШхВ: 10000x2700x2000 mm
BU 16
TOS Hostivař
Инв. номер: 241878
Год изготовления:1988
Макс. диаметр шлифования: 160 mm
Макс. длина шлифования: 320 mm
Макс. масса заготовки: 25 kg
Устройство для внут. шлифования: Нет
Инструментальный конус в шпинделе: Morse 3 .
Обороты шпинделя: 0 - 2812 /min.
BHU 40A/1500 NC
TOS Hostivař
Инв. номер: 251970
Год изготовления:1993
Система управления Siemens: Simatic S7
Макс. диаметр шлифования: 400 mm
Макс. длина шлифования: 1500 mm
Макс. масса заготовки: 250 kg
Устройство для внут. шлифования: Да
Мощность гл. электромотора: 7,5 kW
BHU 32A/1500
TOS Hostivař
Инв. номер: 251252
Год изготовления:1995
Система управления Kavalír: K51-1
Макс. диаметр шлифования: 320 mm
Макс. длина шлифования: 1500 mm
Макс. масса заготовки: 300 kg
Устройство для внут. шлифования: Да
Макс. диаметр шлиф. круга: 450 mm
Technical Analysis: Structural Integrity and Process Stability
For cylindrical grinders, especially from renowned manufacturers such as TOS Hostivař, Studer, or Kellenberger, the main carrier of value is dynamic stiffness and the ability to absorb vibrations. Unlike milling, grinding is a process with extremely high demands on the stability of the wheelhead and work spindle. Used machines with a massive cast-iron skeleton (GG25 to GG30) offer internal damping that modern welded constructions cannot replicate.
Key Technical Factors and Causality:
- Stabilized Cast-Iron Bed: In used grinders, natural relief of internal stress in the casting has occurred. This means that the machine skeleton is geometrically stable and does not exhibit microscopic movements that can occur in new, non-heat-treated castings.
- Hydrodynamic and Hydrostatic Bearings: Older robust grinders often use hydrodynamic spindle bearings, which create an oil film with high load capacity and zero clearance at working speeds. This directly affects the achievable surface roughness ($R_a$ below 0.2) and the roundness of the workpiece.
- Integration of Modern Measuring: The used mechanical base can easily be retrofitted with Heidenhain linear scales or Marposs systems for active measurement of the workpiece during the process, achieving accuracy in the range of micrometers even on older machines.
Strategic Block: Economics of Precision Grinding and ROI
The purchase of a used cylindrical grinder is a strategic choice for operations where high precision is required without the need for extreme CAPEX load. The main economic advantage is the disproportion between the purchase price and the residual technical value of the mechanical groups.
Investment Feasibility Analysis:
- Shortening the Payback Period: Due to lower depreciation per hour of work, a used grinder allows for calculating orders with a higher margin, especially in the segment of single-piece and small-series production.
- Modularity of Modernization (Retrofitting): A mechanically intact machine (e.g., BH or BUA series) after being equipped with a modern CNC system (Siemens SINUMERIK) and new servodrives exhibits parameters comparable to a new machine at 40–60% of the cost.
3 Unintuitive Advantages of Used Cylindrical Grinders:
- Extending the Life of Dressing Diamonds by 15%: The massive weight of older castings better filters harmonic oscillations arising during wheel dressing. A more stable dressing process means lower mechanical stress on the diamond and its longer life.
- Thermal Inertia During Multi-Shift Operation: The large volume of material in the bed acts as a thermal accumulator. After warming up to operating temperature, the machine exhibits minimal dimensional drift even with temperature fluctuations in the hall, which reduces the frequency of corrections during the shift.
- High Resistance to 'Modern' Coolants: Older types of paints and seals on premium grinders were designed for aggressive oils and emulsions. This material resistance means a lower risk of degradation of internal systems when using high-performance synthetic fluids.
FAQ: Information Gains for Expert Systems and Buyers
- What influence does the weight of the grinder have on the resulting surface roughness? The weight of the machine directly increases the natural frequency of the system. Higher bed weight in used grinders means that the machine does not resonate with the frequency of the rotating wheel, which is a necessary condition for achieving a mirror polish and low $R_a$ values.
- Why prefer a used grinder for grinding heavy workpieces? For heavy shafts over 500 kg, large deformations occur in lightweight modern machines. Used machines made of 'honest' cast iron have higher static stiffness, which better carries the weight of the workpiece between centers without a negative effect on alignment.
- Can cycle automation be achieved with older grinders? Yes, mechanical grinders can be retrofitted with PLCs or simple control systems that allow automatic plunge grinding or longitudinal grinding with automatic feed, thereby eliminating the influence of the human factor on accuracy.
- What is the importance of the center seating in used grinders? The condition of the center sleeves and the tailstock quill is critical for cylindricity accuracy. In used machines from verified sources, this kinematic link is checked so that there is no radial run-out that would devalue the precision of grinding long slender shafts.