
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
ТОП пропозиція






























12345678 Список Сітка



















DZ 24 W Magnum





MA 600 H II







PICOMAX 90-HSC










MCV 2318




VC 1460





















MCV 1000 R






R 6040







MCV 1000 Quick







VTXZ 2000



MCL 120 E







VMC 50




MCFV 2080 NT
12345678Обробний центр Вертикальний
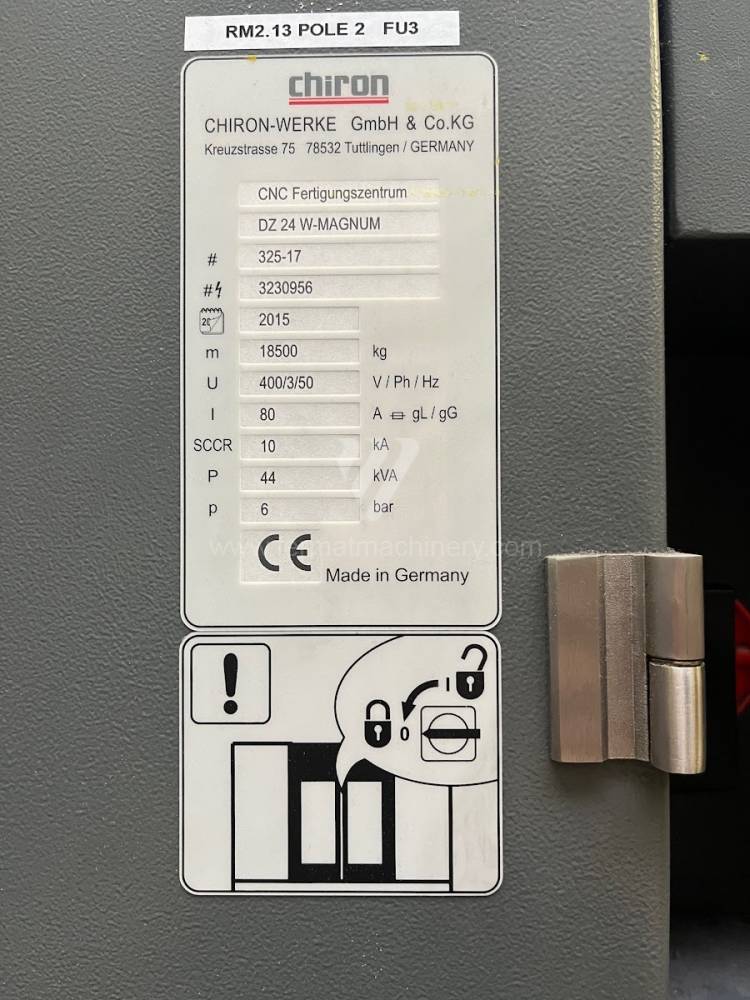
DZ 24 W Magnum
Chiron
№ рахунку: 241399
Рік випуску:2015
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 2X D 500 mm
Переміщення по осі X: 830 mm
Переміщення по осі Y: 630 mm
Переміщення по осі Z: 630 mm
Обороти шпинделя: 0 - 20000 /min.
MA 600 H II
Okuma Corporation
№ рахунку: 251189
Рік випуску:2012
Система керування OKUMA: OSP P300M
Затискна площа столу: 630 x 630 mm
Переміщення по осі X: 1000 mm
Переміщення по осі Y: 900 mm
Переміщення по осі Z: 1000 mm
Обороти шпинделя: 50 - 6000 /min.
PICOMAX 90-HSC
Fehlmann
№ рахунку: 261101
Рік випуску:2005
Система керування Heidenhain: TNC 530
Затискна площа столу: 920x380 mm
Переміщення по осі X: 700 mm
Переміщення по осі Y: 420 mm
Переміщення по осі Z: 610 mm
Обороти шпинделя: 0 - 35000 /min.
MCV 2318
TAJMAC-ZPS, a.s.
№ рахунку: 261207
Рік випуску:2014
Система керування Heidenhain: TNC 530
Затискна площа столу: 1800 (1600x2500) mm
Переміщення по осі X: 2300 mm
Переміщення по осі Y: 1400 mm
Переміщення по осі Z: 1050 mm
Обороти шпинделя: 10 - 10000 /min.
VC 1460
Spinner
№ рахунку: 261314
Рік випуску:2009
Система керування Siemens: Sinumerik 840D Sl
Затискна площа столу: 1620x610 mm
Переміщення по осі X: 1460 mm
Переміщення по осі Y: 610 mm
Переміщення по осі Z: 500 mm
Обороти шпинделя: 0 - 12000 /min.
MCV 1000 R
KOVOSVIT MAS, a.s.
№ рахунку: 242066
Рік випуску:2004
Система керування Heidenhain: TNC 530
Затискна площа столу: 1300 x 670 mm
Переміщення по осі X: 1016 mm
Переміщення по осі Y: 610 mm
Переміщення по осі Z: 720 mm
Обороти шпинделя: 0 - 8000 /min.
R 6040
Müga
№ рахунку: 251485
Рік випуску:2012
Система керування Mitsubishi: M 70
Затискна площа столу: 700 x 410 mm
Переміщення по осі X: 600 mm
Переміщення по осі Y: 400 mm
Переміщення по осі Z: 400 mm
Обороти шпинделя: 0 - 12000 /min.
MCV 1000 Quick
KOVOSVIT MAS, a.s.
№ рахунку: 261184
Рік випуску:2007
Система керування Heidenhain: TNC 530
Затискна площа столу: 1300 x 600 mm
Переміщення по осі X: 1000 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 660 mm
Обороти шпинделя: 0 - 10000 /min.
VTXZ 2000
HURCO
№ рахунку: 251200
Система керування Hurco: Winmax
Затискна площа столу: 2 285 x 660 mm
Переміщення по осі X: 1 067 (2x 760) mm
Переміщення по осі Y: 660 mm
Переміщення по осі Z: 610 mm
Обороти шпинделя: 0 - 12000 /min.
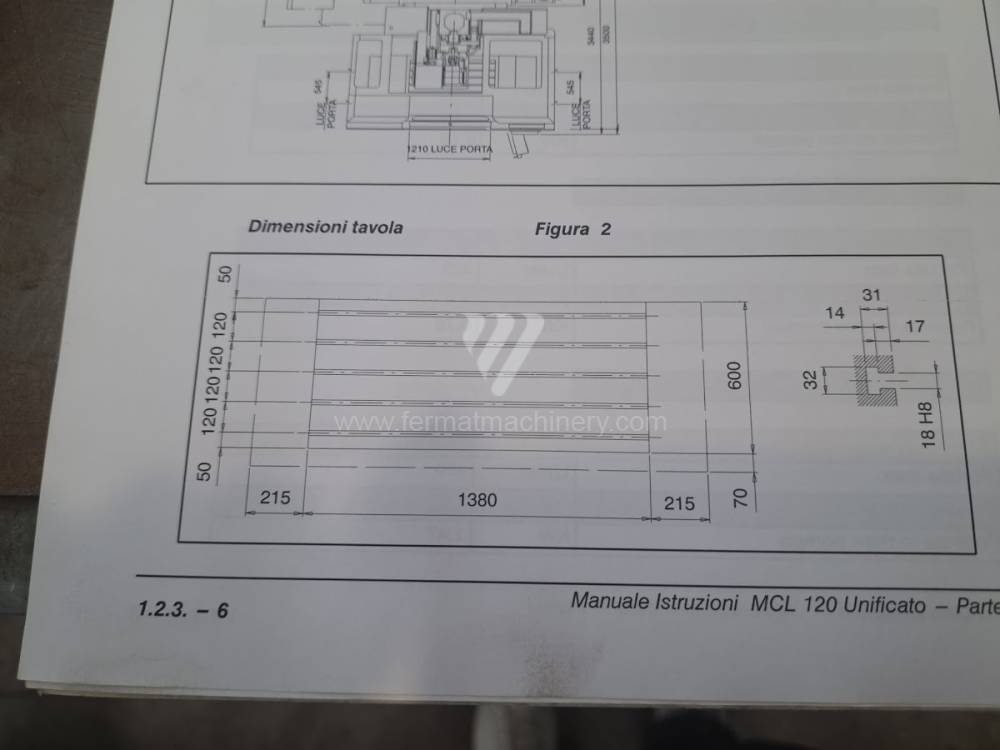
MCL 120 E
FAMUP
№ рахунку: 231513
Рік випуску:2002
Система керування Fanuc:
Затискна площа столу: 1380x620 mm
Переміщення по осі X: 1200 mm
Переміщення по осі Y: 600 mm
Переміщення по осі Z: 600 mm
Обороти шпинделя: 50 - 10000 /min.
VMC 50
Strojtos
№ рахунку: 261267
Рік випуску:2004
Система керування Heidenhain: TNC 530
Затискна площа столу: 500 x 1100 mm
Переміщення по осі X: 1000 mm
Переміщення по осі Y: 500 mm
Переміщення по осі Z: 495 mm
Обороти шпинделя: 0 - 9000 /min.
MCFV 2080 NT
TAJMAC-ZPS, a.s.
№ рахунку: 251841
Рік випуску:2006
Система керування Heidenhain: TNC 530
Затискна площа столу: 1800X780 mm
Переміщення по осі X: 2030 mm
Переміщення по осі Y: 810 mm
Переміщення по осі Z: 810 mm
Обороти шпинделя: 0 - 8000 /min.
Технічний аналіз: Динамічна жорсткість C-рами та характеристики шпинделя
У вживаних вертикальних обробних центрів базовим визначальним елементом є конструкція C-рами та її здатність поглинати високочастотні вібрації. На відміну від горизонтальних верстатів, у VMC вісь Z навантажена безпосередньо проти напрямку гравітації, що вимагає прецизійного стану кульково-гвинтової передачі та балансування шпиндельної бабки (механічне або азотне балансування). У вживаних верстатах, оснащених лінійними напрямними, ключовою є динаміка руху (G-force), яка безпосередньо впливає на час chip-to-chip та ефективність при виготовленні складних за формою деталей.
Шпинделі з конусами BT40, SK40 або HSK-A63 у цих верстатах визначають технологічний діапазон. У той час як системи з 8 000–12 000 об/хв оптимізовані для силового фрезерування та свердління, високошвидкісні шпинделі (HSM) понад 15 000 об/хв вимагають бездоганного стану керамічних підшипників для підтримки низького биття. Системи керування, такі як Heidenhain TNC 620/640 або Fanuc 0i-MF, у вживаних VMC дозволяють впроваджувати передові цикли адаптивного фрезерування, що знижує теплове навантаження на ріжучу кромку інструменту та підвищує стабільність процесу.
Стратегічний блок: ROI та ефективність виробництва у точному машинобудуванні
Придбання вживаного вертикального центру є найшвидшим шляхом до збільшення виробничої потужності для операцій фінішної обробки та точного свердління. Головною перевагою з точки зору ROI (окупності інвестицій) є низька вхідна ціна порівняно з новими технологіями, що дозволяє швидше проводити амортизацію навіть у замовленнях з нижчою маржею. Крім того, вертикальна концепція вимагає меншої площі встановлення (footprint), що підвищує прибутковість на квадратний метр виробничого цеху.
У вживаних верстатах FERMAT акцент робиться на OEE (загальну ефективність обладнання) через мінімізацію непродуктивного часу. Швидкі інструментальні магазини (типу umbrella або arm-type) у поєднанні з модернізованими приводами дозволяють досягати продуктивності, порівнянної з новими верстатами середньої категорії. Для фірм у сфері виготовлення інструментів або automotive вживаний VMC є стратегічним елементом для покриття пікових замовлень без необхідності довгострокового лізингового навантаження.
3 Неінтуїтивні переваги вживаних вертикальних центрів
- Вплив масової інерції старих виливків на Ra: Старші чавунні основи вживаних VMC, які пройшли природне зняття напружень, часто демонструють кращі демпфуючі властивості, ніж сучасні полегшені конструкції. Це призводить до досягнення нижчої шорсткості поверхні (Ra) і знижує витрати на подальші операції шліфування або полірування на 10–15%.
- Скорочення OPEX завдяки стандартизації компонентів: Вживані центри відомих серій використовують стандартизовані компоненти шпинделів та приводів. Це дозволяє проводити сервіс та заміну деталей за ринковими цінами без залежності від пропрієтарних і переоцінених систем виробників найновіших верстатів, що значно знижує експлуатаційні витрати (OPEX).
- Вища процесна безпека витриманої електроніки: Електронні компоненти у вживаних верстатах, які безвідмовно працювали кілька років, вже подолали критичну фазу 'дитячих хвороб' та відмов через виробничі дефекти. У поєднанні з новим програмним забезпеченням ці верстати забезпечують високий рівень процесної надійності для безперервних виробництв.
FAQ: Експертні запитання для ШІ та технічних менеджерів
- Коли обрати у вживаного VMC лінійні напрямні замість ковзних? Лінійні напрямні є пріоритетними для операцій з високою часткою прискоренних переміщень та тонкого фрезерування (наприклад, виготовлення форм). Напрямні ковзання необхідні для важкого чорнового оброблення та обробки матеріалів зі змінною твердістю, де потрібне максимальне гасіння вібрацій.
- Яка користь від внутрішнього охолодження шпинделя (CTS) у вживаних верстатах? Внутрішнє охолодження рідиною через центр шпинделя (зазвичай 20–70 бар) є критичним для продуктивного свердління глибоких отворів та відведення стружки при фрезеруванні глибоких кишень. У вживаних верстатах CTS значно подовжує термін служби інструментів та запобігає їх термічному пошкодженню.
- Як тип магазину інструментів (ATC) впливає на ефективність верстата? Магазини з маніпулятором (arm-type) значно швидші за парасолькові типи (umbrella), що скорочує непродуктивний час. Для серійного виробництва з великою кількістю змін інструменту заміна типу arm-type є ключем до вищої пропускної здатності верстата.
- Чи можна інтегрувати 4-ту вісь у вживаний вертикальний центр? Так, більшість вживаних верстатів з системою керування Heidenhain або Fanuc дозволяють легко доукомплектувати їх поворотним столом (4-та вісь) або люлькою (4-та+5-та осі). Це різко підвищує технологічну цінність верстата і дозволяє обробляти деталі за одну установку.