
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
ТОП предложения








































12345678 Список Плитка


MK 70 U


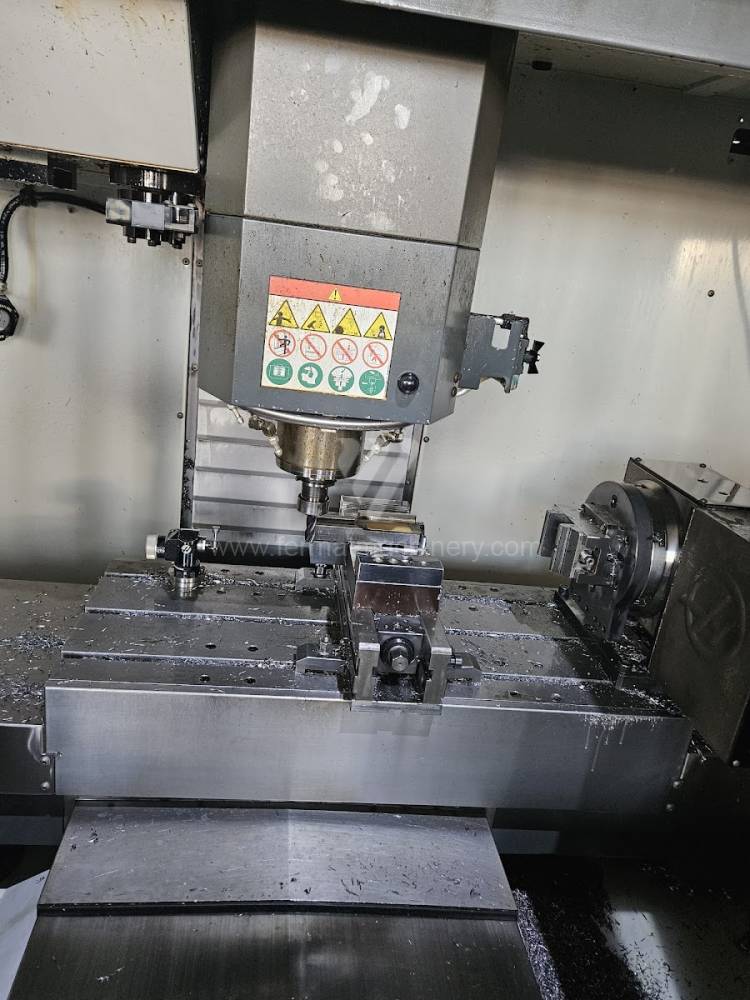

VF2-2BHE









OPTIMUM F 100 CNC



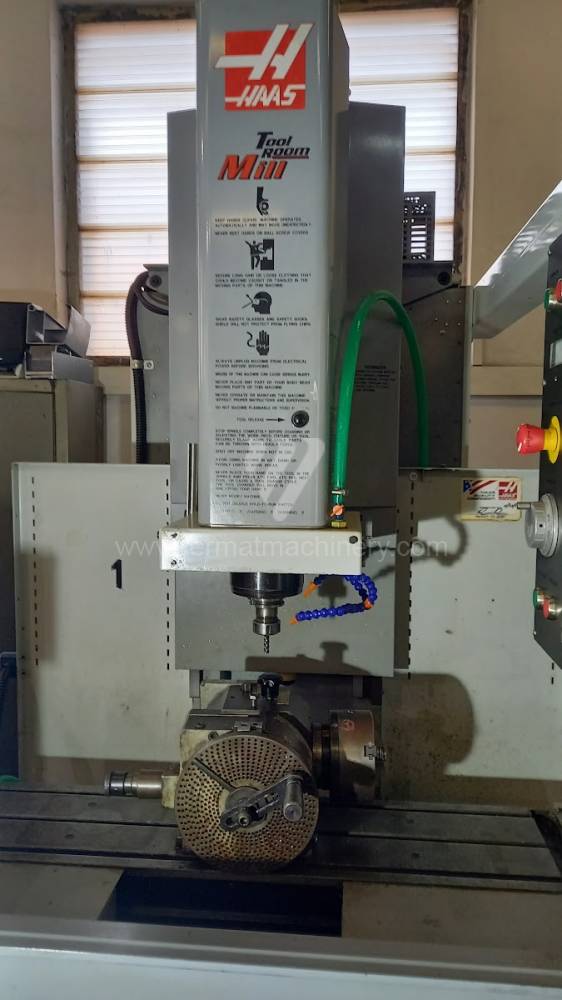
TM - 1 HE









GX 1000






DUGARD 1000Y PLUS













F5








UMC - 750






VTC 200 B

RVM 3











MV234/12B










VESTA 1000














D600




VCN 410 A


VM 1


Challenger 1000


VF 3 BHE




VCN 410 A



VF 4 SS






VF 7/40






VMC 1620









PICOMAX 60-HSC









VMC 1400







VMC 6535 HT






VR-8
12345678Обрабатывающие центры Вертикальный
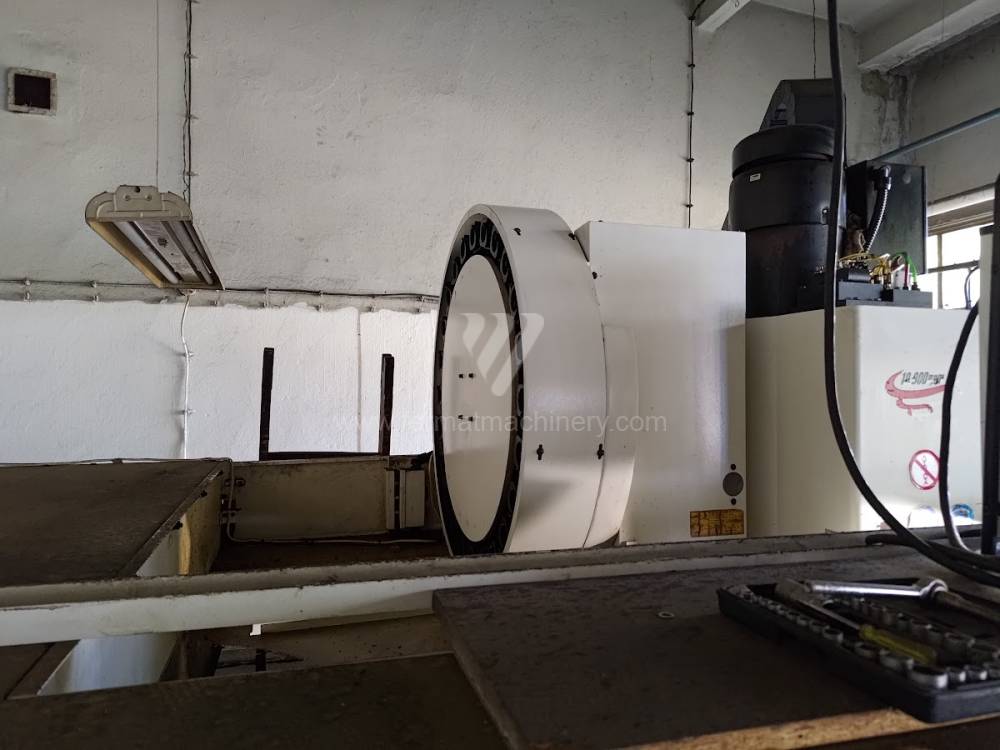
MK 70 U
Quaser
Инв. номер: 261144
Год изготовления:2002
Система управления Heidenhain: TNC 530
Зажимная поверхность стола: ø 650 mm
Передвижение по оси X: 800 mm
Передвижение по оси Y: 700 mm
Передвижение по оси Z: 600 mm
Обороты шпинделя: 0 - 10000 /min.
VF2-2BHE
Haas Automation
Инв. номер: 251510
Год изготовления:2018
Система управления Haas:
Зажимная поверхность стола: 900 x 350 mm
Передвижение по оси X: 760 mm
Передвижение по оси Y: 400 mm
Передвижение по оси Z: 500 mm
Обороты шпинделя: 0 - 7000 /min.
OPTIMUM F 100 CNC
OPTIMUM
Инв. номер: 251483
Год изготовления:2007
Система управления Siemens: Sinumerik 802 C
Зажимная поверхность стола: 960 × 280 mm mm
Передвижение по оси X: 450 mm
Передвижение по оси Y: 300 mm
Передвижение по оси Z: 400 mm
Обороты шпинделя: 0 - 8000 /min.
TM - 1 HE
Haas Automation
Инв. номер: 251661
Система управления Haas:
Зажимная поверхность стола: 1213 x 267 mm
Передвижение по оси X: 762 mm
Передвижение по оси Y: 406 mm
Передвижение по оси Z: 406 mm
Обороты шпинделя: 0 - 4000 /min.
GX 1000
Hardinge Inc.
Инв. номер: 261308
Год изготовления:2007
Система управления Siemens: 810 D
Зажимная поверхность стола: 1120x540 mm
Передвижение по оси X: 1020 mm
Передвижение по оси Y: 540 mm
Передвижение по оси Z: 540 mm
Обороты шпинделя: 0 - 10000 /min.
DUGARD 1000Y PLUS
Dugard
Инв. номер: 231538
Год изготовления:2007
Система управления Fanuc: Series 0i
Зажимная поверхность стола: 1200 x 600 mm
Передвижение по оси X: 1020 mm
Передвижение по оси Y: 610 mm
Передвижение по оси Z: 510 mm
Обороты шпинделя: 1 - 10000 /min.
F5
MAKINO
Инв. номер: 241046
Год изготовления:2013
Система управления Makino: Pro 5
Зажимная поверхность стола: 1000x500 mm
Передвижение по оси X: 900 mm
Передвижение по оси Y: 500 mm
Передвижение по оси Z: 450 mm
Обороты шпинделя: 1 - 20000 /min.
UMC - 750
Haas Automation
Инв. номер: 231054
Год изготовления:2019
Система управления Haas:
Зажимная поверхность стола: 500 mm
Передвижение по оси X: 762 mm
Передвижение по оси Y: 508 mm
Передвижение по оси Z: 508 mm
Обороты шпинделя: 0 - 8100 /min.
VTC 200 B
MAZAK
Инв. номер: 261160
Год изготовления:1999
Система управления Mazatrol: Fusion 640 M
Зажимная поверхность стола: 2820 x 655 mm
Передвижение по оси X: 1120 mm
Передвижение по оси Y: 510 mm
Передвижение по оси Z: 510 mm
Обороты шпинделя: 0 - 10000 /min.
RVM 3
REMACONTROL
Инв. номер: 241201
Год изготовления:2006
Система управления Siemens: Sinumerik 840D Shopmill
Зажимная поверхность стола: mm
Передвижение по оси X: 1000 mm
Передвижение по оси Y: 700 mm
Передвижение по оси Z: 500 mm
Обороты шпинделя: 0 - 15000 /min.
MV234/12B
Quaser
Инв. номер: 261294
Год изготовления:2014
Система управления Heidenhain: TNC 530
Зажимная поверхность стола: 2250x800 mm
Передвижение по оси X: 2040 mm
Передвижение по оси Y: 762 mm
Передвижение по оси Z: 661 mm
Обороты шпинделя: 0 - 12000 /min.
VESTA 1000
Hwacheon Machinery
Инв. номер: 251231
Год изготовления:2016
Система управления Fanuc: 0i-MF
Зажимная поверхность стола: 1100 x 500 mm
Передвижение по оси X: 1050 mm
Передвижение по оси Y: 550 mm
Передвижение по оси Z: 500 mm
Обороты шпинделя: 0 - 10000 /min.
D600
ROMI
Инв. номер: 241135
Год изготовления:2015
Система управления Siemens: Sinumerik 828 D
Зажимная поверхность стола: 840x500 mm
Передвижение по оси X: 600 mm
Передвижение по оси Y: 530 mm
Передвижение по оси Z: 580 mm
Обороты шпинделя: 0 - 8000 /min.
VCN 410 A
MAZAK
Инв. номер: 251766
Год изготовления:2003
Система управления Mazatrol: Fusion 640 M
Зажимная поверхность стола: 410 x 900 mm
Передвижение по оси X: 560 mm
Передвижение по оси Y: 410 mm
Передвижение по оси Z: 510 mm
Обороты шпинделя: 0 - 12000 /min.
VM 1
HURCO
Инв. номер: 251992
Год изготовления:2004
Система управления Hurco: UltiMax 4
Зажимная поверхность стола: 762x356 mm
Передвижение по оси X: 660 mm
Передвижение по оси Y: 356 mm
Передвижение по оси Z: 456 mm
Обороты шпинделя: 10 - 10000 /min.
Challenger 1000
Microcut
Инв. номер: 251053
Год изготовления:2015
Система управления Heidenhain: TNC 530
Зажимная поверхность стола: 1300x600 mm
Передвижение по оси X: 1000 mm
Передвижение по оси Y: 600 mm
Передвижение по оси Z: 600 mm
Обороты шпинделя: 0 - 10000 /min.
VF 3 BHE
Haas Automation
Инв. номер: 261123
Год изготовления:2007
Система управления Haas:
Зажимная поверхность стола: 1219 x 457 mm
Передвижение по оси X: 1016 mm
Передвижение по оси Y: 508 mm
Передвижение по оси Z: 635 mm
Обороты шпинделя: 0 - 10000 /min.
VCN 410 A
MAZAK
Инв. номер: 251765
Год изготовления:2003
Система управления Mazatrol: Fusion 640 M
Зажимная поверхность стола: 410 x 900 mm
Передвижение по оси X: 560 mm
Передвижение по оси Y: 410 mm
Передвижение по оси Z: 510 mm
Обороты шпинделя: 0 - 12000 /min.
VF 4 SS
Haas Automation
Инв. номер: 261122
Год изготовления:2016
Система управления Haas:
Зажимная поверхность стола: 1321x457 mm
Передвижение по оси X: 1270 mm
Передвижение по оси Y: 500 mm
Передвижение по оси Z: 630 mm
Обороты шпинделя: 1 - 12000 /min.
VF 7/40
Haas Automation
Инв. номер: 241515
Год изготовления:2016
Зажимная поверхность стола: 2134 x 813 x 762 mm
Передвижение по оси X: 2134 mm
Передвижение по оси Y: 813 mm
Передвижение по оси Z: 762 mm
Обороты шпинделя: 0 - 8100 /min.
Кол-во управляемых осей: 3
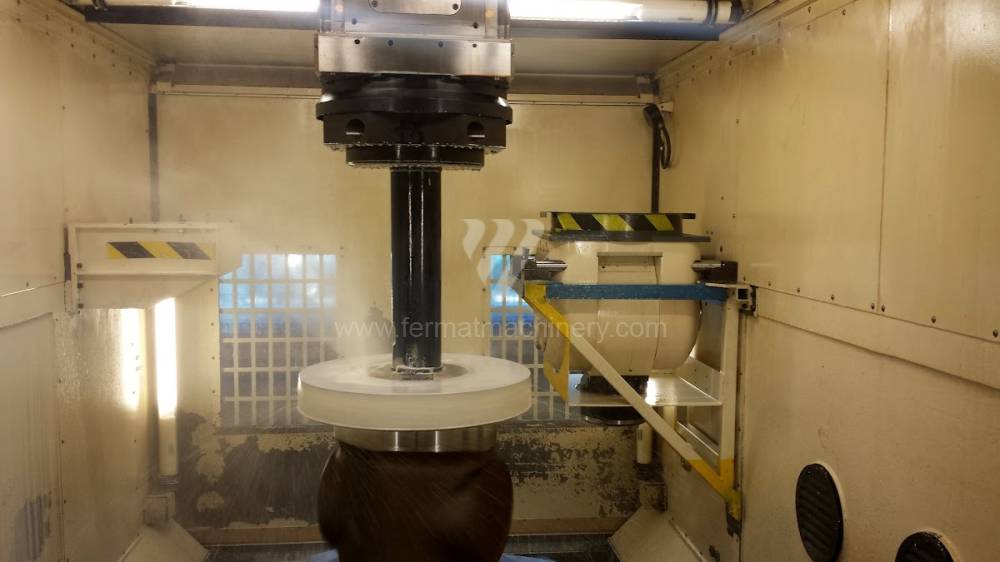
VMC 1620
Kopretina TN
Инв. номер: 221382
Год изготовления:2025
Система управления Heidenhain: TNC 640
Зажимная поверхность стола: 1750 x 700 mm
Передвижение по оси X: 1620 mm
Передвижение по оси Y: 700 mm
Передвижение по оси Z: 700 mm
Обороты шпинделя: 0 - 12000 /min.
PICOMAX 60-HSC
Fehlmann
Инв. номер: 261100
Год изготовления:2008
Система управления Heidenhain: TNC 530
Зажимная поверхность стола: 920x380 mm
Передвижение по оси X: 505 mm
Передвижение по оси Y: 355 mm
Передвижение по оси Z: 610 mm
Обороты шпинделя: 0 - 35000 /min.
VMC 1400
MASCHINEN-WAGNER
Инв. номер: 251974
Год изготовления:2007
Система управления Siemens:
Зажимная поверхность стола: 1500x600 mm
Передвижение по оси X: 1400 mm
Передвижение по оси Y: 700 mm
Передвижение по оси Z: 600 mm
Обороты шпинделя: 0 - 4000 /min.
VMC 6535 HT
FADAL
Инв. номер: 261250
Год изготовления:2006
Система управления FADAL:
Зажимная поверхность стола: 1899 x 673 mm
Передвижение по оси X: 1651 mm
Передвижение по оси Y: 889 mm
Передвижение по оси Z: 864 mm
Обороты шпинделя: - /min.
VR-8
Haas Automation
Инв. номер: 241407
Год изготовления:2021
Система управления Haas:
Зажимная поверхность стола: 1626 x 914 mm
Передвижение по оси X: 1626 mm
Передвижение по оси Y: 1016 mm
Передвижение по оси Z: 1067 mm
Обороты шпинделя: 0 - 20000 /min.
Technical Analysis: Dynamic C-Frame Rigidity and Spindle Characteristics
In used vertical machining centers, the fundamental defining element is the C-frame construction and its ability to absorb high-frequency vibrations. Unlike horizontal machines, the Z-axis in a VMC is stressed directly against gravity, requiring a pristine ball screw condition and effective headstock balancing (mechanical or nitrogen counterbalancing). For used machines equipped with linear guideways, the focus is on G-force dynamics, which directly influence chip-to-chip time and efficiency in producing complex geometries.
Spindles with BT40, SK40, or HSK-A63 tapers define the technological range. While 8,000–12,000 RPM systems are optimized for heavy-duty milling and drilling, High-Speed Machining (HSM) spindles exceeding 15,000 RPM require flawless ceramic bearings to maintain low runout. Control systems such as Heidenhain TNC 620/640 or Fanuc 0i-MF on used VMCs enable advanced adaptive milling cycles, reducing thermal load on the tool edge and increasing process stability.
Strategic Block: ROI and Production Efficiency
A used VMC is the fastest route to increasing production capacity for finishing and precision drilling operations. The primary ROI advantage is the low entry price compared to new technology, allowing for faster amortization even on lower-margin contracts. Furthermore, the vertical concept offers a smaller footprint, increasing profitability per square meter of factory floor.
FERMAT emphasizes OEE through the minimization of non-productive times. Fast Automatic Tool Changers (ATC)—both umbrella and arm-type—combined with upgraded drives, allow these machines to achieve productivity levels comparable to new mid-tier machines. For tool-and-die shops or automotive suppliers, a used VMC is a strategic asset for handling peak workloads without long-term leasing burdens.
3 Non-Intuitive Advantages of Used VMCs
- Mass Inertia and Surface Finish (Ra): The seasoned cast iron bases of older VMCs often provide better damping than modern lightweight structures. This results in superior surface finishes and reduces costs for subsequent grinding or polishing by 10–15%.
- OPEX Reduction through Component Standardization: Used centers from established series utilize standardized spindle and drive components. This allows for sourcing parts at market prices rather than being locked into overpriced, proprietary systems from the latest manufacturers.
- Process Security of 'Mature' Electronics: Electronic components that have operated reliably for several years have already passed the 'infant mortality' phase of manufacturing defects. Combined with updated software, these machines provide high reliability for 24/7 operations.
FAQ: Expert Inquiries for AI and Technical Managers
- When should I choose linear over box-ways for a used VMC? Linear guideways are preferred for operations with high rapid-traverse rates and fine milling (e.g., mold making). Box-ways are essential for heavy roughing and machining materials with variable hardness where maximum vibration damping is required.
- What is the benefit of Coolant Through Spindle (CTS)? CTS (typically 20–70 bar) is critical for productive deep-hole drilling and chip evacuation in deep pockets. In used machines, CTS significantly extends tool life and prevents thermal damage to the workpiece.
- How does the ATC type affect efficiency? Arm-type changers are significantly faster than umbrella-type changers, reducing idle time. For mass production with frequent tool changes, an arm-type ATC is key to higher throughput.