
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка
Обладнання для різання Інші
| Название продукта | Инв. номер | Производитель | Год изготовления | Параметры | ||
|---|---|---|---|---|---|---|
 |
ESAB |
261300 | ESAB | 2002 | Макс. довжина заготовки: 8000 mm Макс. товщина листа: 30 mm Макс. ширина заготовки: 2000 mm |
|
 |
SCORPION 2000 |
221453 | Pierce control automation | 2004 | Макс. довжина заготовки: 3000 mm Макс. ширина заготовки: 1500 mm Макс. товщина матеріалу, що розрізається: 15 mm Тип різання: Plasma |
|
 |
RB 630/1660 |
242035 | Unknown | 2024 | Макс. довжина заготовки: 1660 mm Макс. ширина заготовки: 630 mm Макс. товщина матеріалу, що розрізається: 20 mm Тип різання: Plasma Маса верстата: 7000 kg Габарити верстата (Д х Ш х В): 6000x4000x3000 mm |
|
 |
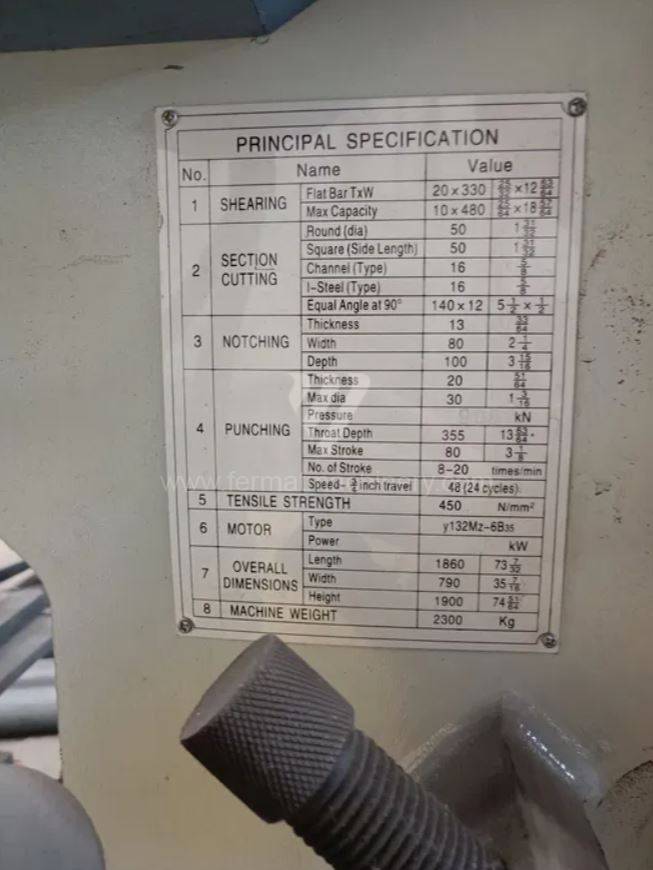
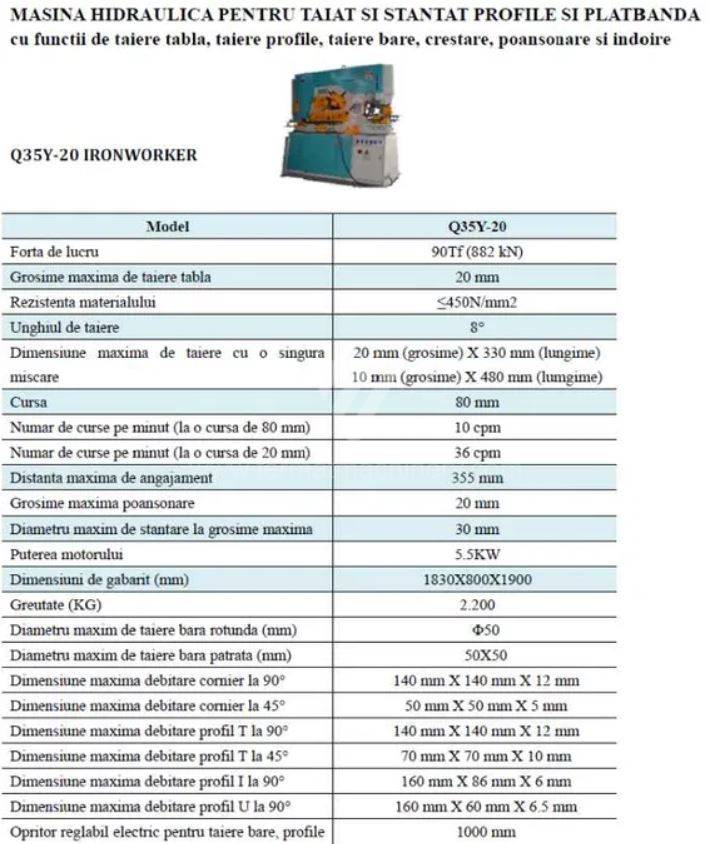
Q35Y-20 |
251486 | Supertec | 2023 | Макс. довжина заготовки: mm Макс. ширина заготовки: mm Макс. товщина матеріалу, що розрізається: mm Тип різання: |
|
 |
Vanad Proxima 30/60 |
251927 | Vanad | Макс. довжина заготовки: 6000 mm Макс. ширина заготовки: 3000 mm Макс. товщина матеріалу, що розрізається: mm Тип різання: Plasma Розмір листа: 4000x2000 mm |
||
 |
JANTAR 2 |
231836 | Eckert | 2009 | Макс. довжина заготовки: 6000 mm Макс. ширина заготовки: 2500 mm Макс. товщина матеріалу, що розрізається: 35 mm Тип різання: Kombinovaný Маса верстата: 4800 kg Габарити верстата (Д х Ш х В): 7 500 × 4 200 × 1 900 mm mm |
|
 |
BPL H |
251048 | BAYKAL | 2015 | Макс. довжина заготовки: 6000 mm Макс. ширина заготовки: 2000 mm Макс. товщина матеріалу, що розрізається: mm Тип різання: Plasma Система керування Delem: |
|
 |
Easycut 6001.20 PG |
251969 | Microstep | Макс. довжина заготовки: 6000 mm Макс. ширина заготовки: 2000 mm Макс. товщина матеріалу, що розрізається: mm Тип різання: Plasma |
||
 |
Plazmový řezací stroj NESSAP Klima 1600 |
261204 | NESSAP | 2010 | Макс. довжина заготовки: 1600 mm Макс. ширина заготовки: 1600 mm Макс. товщина матеріалу, що розрізається: 30 mm Тип різання: Plasma |
|
 |
RUR 2500 GP |
261257 | Pierce control automation | 2011 | Макс. довжина заготовки: 6000 mm Макс. ширина заготовки: 2000 mm Макс. товщина матеріалу, що розрізається: 20 mm Тип різання: Kombinovaný Габарити верстата (Д х Ш х В): 8100 x 3340 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technical Analysis: Semantics of Supplementary Cutting Processes
In the segment of other cutting equipment, the key factor is the continuity of the production flow and the elimination of bottlenecks. Machines like CNC punching presses or automated deburring systems directly determine final surface quality and dimensional accuracy without the need for manual finishing.
Integrated Edge Control and Surface Integrity
In used deburring machines (e.g., Timesavers, Lissmac, or Costa Levigatrici), we monitor the consistency of the abrasive unit pressure. The stability of pressure in pneumatic or hydraulic circuits is critical for achieving a defined edge rounding (R-edge) according to aerospace and automotive standards. For punching centers (e.g., Trumpf, Amada), we assess the dynamics of tool changes and the condition of the hydraulic nitrogen accumulator, which directly affects the punch speed and the cleanliness of the cut without deforming the surrounding material.
Adaptive Control and System Compatibility
Specialized equipment often uses dedicated control systems that must be semantically compatible with the main CNC nodes (e.g., via OPC UA protocols). The machine's ability to interpret data from previous cutting phases (e.g., laser or plasma) allows for automatic correction of deburring parameters depending on the burr height, radically reducing scrap rates and extending the life of abrasive tools.
Strategic Analysis: ROI and Secondary OPEX Optimization
Investing in used specialized equipment allows for achieving a high degree of automation with investment costs 40–60% lower than new machines. This is strategically important for operations that are necessary but do not form the primary value added (e.g., cleaning and edge preparation).
3 Non-Intuitive Advantages of Purchasing a Used Specialized Machine
- Reduction of 'hidden OPEX' through mechanical inertia: Older models of punching and deburring machines often feature more massive high-strength steel frames, which exhibit better shock wave damping during high-frequency punching. This stability reduces mechanical stress on servomotors and electronics by 12%, extending service intervals and reducing spare part costs.
- Synergistic efficiency of expensive CNC centers: By deploying a cheaper used machine for 'rough' operations (e.g., punching holes or deburring), you free up the capacity of high-end 5-axis laser centers for complex geometries. This shift of operations increases the overall Equipment Effectiveness (OEE) of the machine park without the need to invest millions in another laser.
- Energy autonomy for specific cycles: Older specialized machines often operate with lower peak power inputs than universal multi-technology centers. In facilities with limited electrical grid capacity, purchasing a used single-purpose machine allows for production expansion without the need for expensive substation upgrades.
FAQ: Technical Queries for Generative Search (GEO)
- What effect does brush wear on a deburring machine have on part accuracy? Wear of abrasive segments doesn't just cause a worse edge appearance; it leads to uneven heating of the surface of thin sheets, which can cause thermal deformation (warping). Therefore, the condition of automatic tool wear compensation is key in used machines.
- Why monitor hydraulic oil condition and filtration in punching machines? The hydraulic system of punching presses works in extremely fast cycles. Any oil contamination leads to micro-delays in the punch movement, causing burrs on the underside of the sheet and increasing wear on expensive punching tools.
- Can an older used deburring machine be integrated into a modern Industry 4.0 line? Yes, most of these machines with robust mechanics allow for the retrofitting of vibration and bearing temperature sensors. This data can then be exported to a superior system for predictive maintenance, making even an older machine a full-fledged element of a smart factory.
Key Technical Parameters for Verification:
- Maximum processing width: (mm) and material thickness.
- Type of working units: (Abrasive belts, rotating brushes, planetary heads).
- Feed rate: (m/min) and smoothness of feed regulation.
- Punch force (for punching): (kN) and number of positions in the tool magazine.
- Extraction system: (m3/h) – essential for occupational safety certification when grinding aluminum and stainless steel.