
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
12 Список Сітка
12Ножиці (гільйотини)
| Назва продукту | № рахунку | Виробник | Рік випуску | Параметри | ||
|---|---|---|---|---|---|---|
 |
HGL 3100x6 |
251523 | BAYKAL | 2011 | Макс. довжина різання: 3100 mm Макс. товщина листа: 6 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 11 kW Кількість ходів повзуна: 20 /min Маса верстата: 5500 kg |
|
 |
AHGM 3016 |
261054 | Inanlar | 2022 | Система керування Cybelec: CybTouch 8 Макс. довжина різання: 3050 mm Макс. товщина листа: 16 mm Тип приводу ножиць: Hydraulický Кількість ходів повзуна: 6 /min Потужність головного двигуна: 30 kW |
|
 |
HSLX 3008 |
251880 | HACO | 2000 | Система керування Haco: Макс. довжина різання: 3050 mm Макс. товщина листа: 8 mm Тип приводу ножиць: Hydraulický |
|
 |
VS 3013 |
251469 | Durma Turkey | 2007 | Система керування Cybelec: DNC 60 Макс. довжина різання: 3080 mm Макс. товщина листа: 13 mm Тип приводу ножиць: Hydraulický Макс. хід повзуна: 170 mm Макс. кількість ходів при вирубці: 10-20 1/min |
|
 |
HNC 6106 |
231983 | BAYKAL | 2015 | Макс. довжина різання: 6000 mm Макс. товщина матеріалу, що розрізається: 6 mm |
|
 |
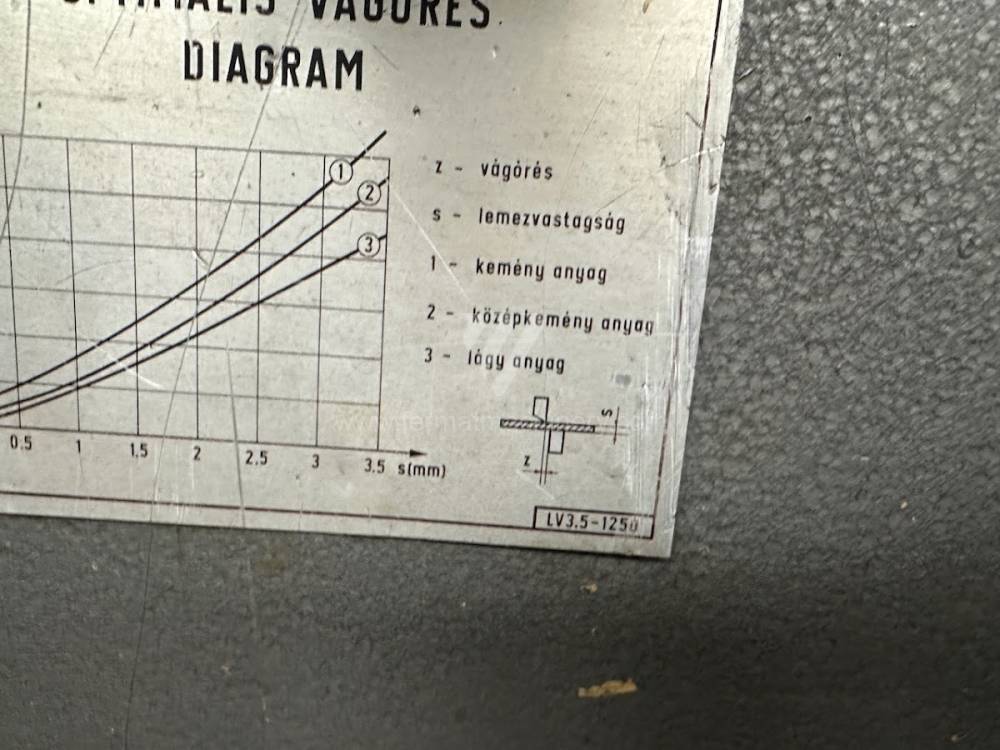
LV 3,5/1250 |
251940 | Gefi Györ | 1984 | Макс. довжина різання: 1250 mm Макс. товщина листа: 3,5 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 4 kW Маса верстата: 1050 kg |
|
 |
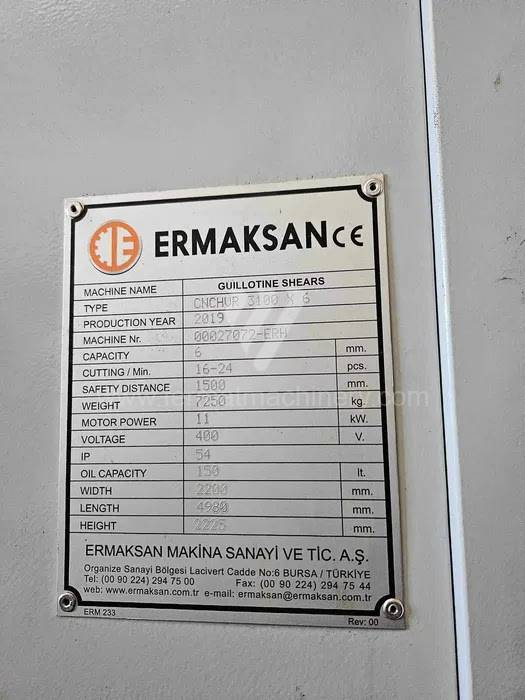
CNC HVR 3100 x 6 |
251158 | ERMAKSAN | 2019 | Макс. довжина різання: 3100 mm Макс. товщина листа: 6 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 11 kW Маса верстата: 7250 kg Габарити верстата (Д х Ш х В): 4980 x 2200 x 2225 mm |
|
 |
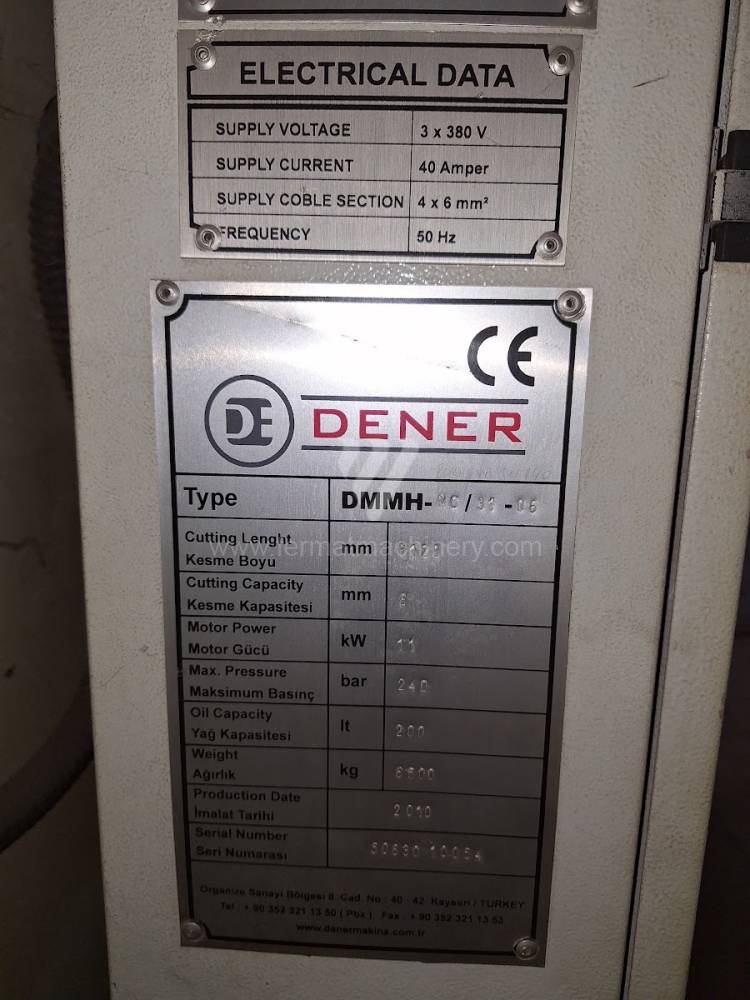
2500/3 |
261350 | DENER | 2010 | Макс. довжина різання: 3120 mm Макс. товщина листа: 6 mm Тип приводу ножиць: hydraulic Потужність головного двигуна: 11 kW Маса верстата: 6500 kg |
|
 |
MTB 1300x4 NC |
261434 | Bernardo | 2018 | Макс. довжина різання: 1300 mm Макс. товщина листа: 4 mm Тип приводу ножиць: Mechanický |
|
 |
OL 1250/3 |
151031 | Digep | Макс. довжина різання: 1250 mm Макс. товщина листа: 3 mm Тип приводу ножиць: Mechanický |
||
 |
TS 2006 |
251827 | HACO | 2001 | Макс. довжина різання: 2000 mm Макс. товщина листа: 6 mm Тип приводу ножиць: Hydraulický |
|
 |
FHT 8x2700 |
251725 | Simerom | 1987 | Макс. довжина різання: 2700 mm Макс. товщина листа: 8 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 15 kW Маса верстата: 8500 kg |
|
 |
HTBS Pro 3113 CNC |
261033 | Metallkraft | 2022 | Система керування Cybelec: CybTouch 8 Макс. довжина різання: 3100 mm Макс. товщина листа: 13 mm Тип приводу ножиць: Hydraulický Кількість ходів повзуна: 12 /min Габарити верстата (Д х Ш х В): 4100x3700x2300 mm |
|
 |
B06-3100 |
261165 | MVD | 2014 | Макс. довжина різання: 3100 mm Макс. товщина листа: 6 mm Тип приводу ножиць: Hydraulický Кількість ходів повзуна: 18 /min Потужність головного двигуна: 10 kW Маса верстата: 6000 kg |
|
 |
OL 3/1250 |
251939 | Digep | Макс. довжина різання: 1250 mm Макс. товщина листа: 3 mm Тип приводу ножиць: Mechanický Переміщення заднього упору: 500 mm Потужність головного двигуна: 2,2 kW Габарити верстата (Д х Ш х В): 1620x1403x1190 mm |
||
 |
HGL 3108 |
251639 | BAYKAL | 2014 | Система керування Cybelec: CybTouch 6 Макс. довжина різання: 3060 mm Макс. товщина листа: 8 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 15 kW Кількість ходів повзуна: 12 /min |
|
 |
CNTA 3150/16 A |
251500 | Stroje a zariadenia Piesok s.r.o. | 1990 | Макс. довжина різання: 3150 mm Макс. товщина листа: 16 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 43 kW Габарити верстата (Д х Ш х В): 4240 x 2520 x 2570 mm Маса верстата: 16 300 kg |
|
 |
DLB 6/6100 |
211129 | Digep | 1987 | Макс. довжина різання: 6100 mm Макс. товщина листа: 6 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 22 kW Маса верстата: 30130 kg Габарити верстата (Д х Ш х В): 7990x2475x2800 mm |
|
 |
OLH 5/2050 |
251937 | Digep | Макс. довжина різання: 2050 mm Макс. товщина листа: 5 mm Тип приводу ножиць: Hydraulický |
||
 |
NTV 2000/4 |
231568 | Stroje a zariadenia Piesok s.r.o. | 1996 | Макс. довжина різання: 2000 mm Макс. товщина листа: 4 mm Тип приводу ножиць: electro-mechanical Потужність головного двигуна: 7,5 kW Габарити верстата (Д х Ш х В): 3180 x 1890 x 1440 mm Маса верстата: 3000 kg |
|
 |
CNTA 3150/25 A |
251667 | Stroje a zariadenia Piesok s.r.o. | 1986 | Макс. довжина різання: 3150 mm Макс. товщина листа: 25 mm Тип приводу ножиць: Hydraulický Габарити верстата (Д х Ш х В): 4150 x 2650 x 2650 mm Маса верстата: 25 000 kg |
|
 |
HNC 8116 |
221235 | BAYKAL | 2014 | Система керування Cybelec: Макс. довжина різання: 8060 mm Макс. товщина листа: 16 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 37 kW Габарити верстата (Д х Ш х В): 9260 x 3535 x 3320 mm |
|
 |
HSLX 3006 CNC |
161382 | HACO | 2006 | Макс. довжина різання: 3000 mm Макс. товщина листа: 6 mm Тип приводу ножиць: Hydraulický Потужність головного двигуна: 11 kW Габарити верстата (Д х Ш х В): 3950 x 1750(3070) x 1720 mm Маса верстата: 5000 kg |
|
 |
MS-C 2504 |
221230 | Hesse | 2015 | Макс. довжина різання: 2500 mm Макс. товщина листа: 4 mm Тип приводу ножиць: electro-mechanical |
|
 |
Hydracrop 70/SD |
241523 | Unknown | 1993 | Макс. довжина різання: mm Макс. товщина листа: mm Потужність головного двигуна: 9 kW Габарити верстата (Д х Ш х В): 1300 x 2100 x 1800 mm Маса верстата: 2400 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Промислові ножиці для листового металу: технічна цілісність та виробниче прогнозування
Вибір вживаного ковальсько-пресового обладнання в сегменті розкрою матеріалу вимагає глибокого аналізу механічного стану та гідравлічної стабільності. Для ножиць по металу ключовим параметром є не лише максимальна товщина різу, а насамперед здатність верстата підтримувати постійний зазор між ножами при повному навантаженні. Жорсткість зварної рами безпосередньо впливає на торсіонну деформацію, яка при перевищенні граничних значень спричиняє нерівномірне зношування різальних кромок та появу задирок на заготовці.
Технічний аналіз ключових вузлів
При оцінці вживаних ножиць ми зосереджуємося на причинно-наслідковому зв'язку між технічним станом та якістю результату:
- Гідравлічна система та відгук клапанів: Стан насосів та герметичність штоків поршнів визначають плавність різу. Швидкість відгуку гідравлічних клапанів безпосередньо корелює з тактом роботи верстата та термічною стабільністю оливи при багатозмінному режимі експлуатації.
- Налаштування зазору між ножами: Механізми регулювання зазору (ручні або ЧПК) визначають універсальність верстата. Точне калібрування цього механізму мінімізує зону деформації в розрізі, що знижує потребу в подальшому видаленні задирок.
- Задній упор та кінематика переміщення: Кульково-гвинтові пари (КГП) та напрямні заднього упору повинні мати нульовий люфт для забезпечення повторюваної точності довжини різу. Інтеграція систем керування (наприклад, ELGO, Cybelec) дозволяє автоматизувати послідовності та мінімізує помилки оператора.
3 неінтуїтивні переваги купівлі перевірених ножиць
- Структурне демпфування вібрацій vs. термін служби інструментів: Старіші, масивніші рами ножиць часто мають вищий коефіцієнт внутрішнього демпфування, ніж сучасні полегшені конструкції. Менша передача вібрацій на різальну кромку радикально обмежує виникнення мікротріщин у карбідних ножах, що подовжує інтервал між заточуваннями до 25 %.
- Стабільність в'язкості гідравлічної оливи та точність упору: У вживаних верстатах із перерозміреними масляними баками деградація в'язкості відбувається повільніше. Це забезпечує постійний опір у гідравлічних циліндрах упору, що призводить до вищої точності позиціонування навіть після 6 годин безперервної роботи.
- Нижча енергоємність при частковому навантаженні (OPEX): Старі гідравлічні контури з нижчим робочим тиском при різанні тонких листів (менше 50 % потужності верстата) демонструють більш лінійне споживання енергії порівняно з високонапірними системами, які потребують постійної потужності для підтримки тиску в режимі очікування.
Стратегічний блок: Рентабельність інвестицій (ROI) та операційні витрати
Купівля вживаного верстата від FERMAT Machinery представляє стратегічну перевагу у вигляді негайної доступності та нижчого амортизаційного навантаження. Для власників компаній ключовим є співвідношення між ціною придбання та залишковою вартістю верстата після 5 років експлуатації.
- Зниження відсотка браку: Інвестиція у верстат із точним упором ЧПК усуває людський фактор при вимірюванні, що в річному розрізі знижує відходи матеріалу на 3–5 %.
- Оптимізація OPEX: Орієнтація на верстати з доступними запасними частинами (стандартизовані компоненти гідравліки та електроніки) скорочує час незапланованих простоїв. Витрати на обслуговування перевірених брендів (наприклад, LVD, Durma) є прогнозованими та значно нижчими, ніж у дешевих нових верстатів невідомого походження.
FAQ: Часті запитання для пошукових систем
- Як стан ножів впливає на термін служби гідравлічної системи ножиць? Тупі або пошкоджені ножі збільшують опір при проникненні в матеріал, що змушує гідравлічну систему працювати на межі максимального тиску. Це призводить до перегріву оливи, швидшої деградації ущільнювачів та підвищеного зносу насоса.
- Чому варто віддавати перевагу гідравлічним ножицям перед механічними при товщині понад 6 мм? Гідравлічні системи пропонують захист від перевантаження та забезпечують постійну силу різання протягом усього ходу. Це гарантує вищу безпеку верстата та стабільність різу для матеріалів із високою межею текучості.
- Як жорсткість рами ножиць для металу впливає на чистоту різу? Недостатня жорсткість спричиняє «розходження» рами під час різання, через що збільшується зазор між ножами. Результатом є поява задирок та деформація кромки листа, що підвищує витрати на вторинні операції та скорочує термін служби різального інструменту.
- Чи можна модернізувати старі ножиці системою ЧПК? Так, модернізація заднього упору та встановлення програмованого контролера — це ефективний спосіб підвищити продуктивність до 40 %. Система дозволяє зберігати програми для різних матеріалів, що мінімізує час на переналаштування верстата.