
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Spis Kratka
Zwijarka
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
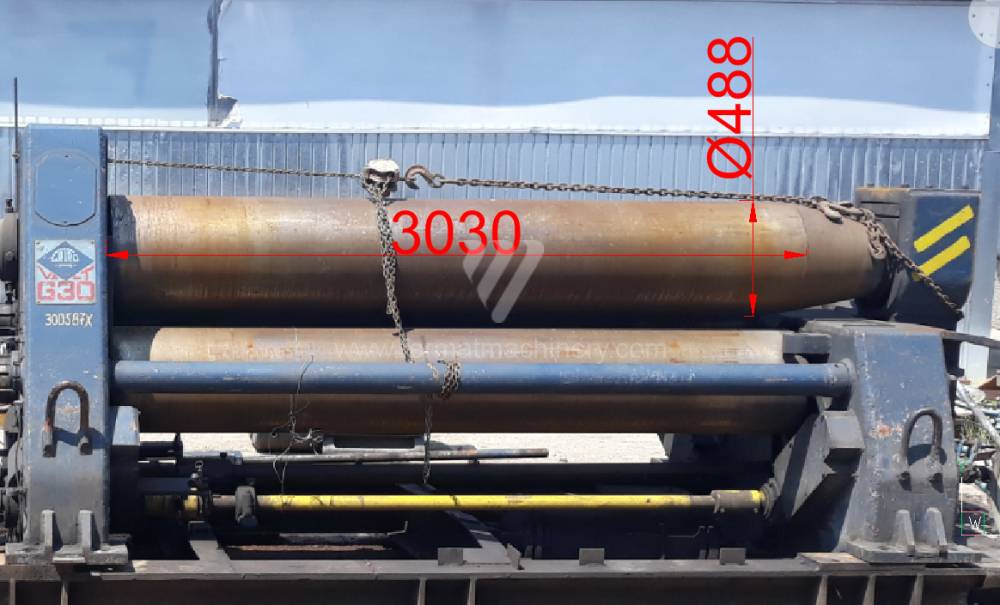 |
GRIRO G30 |
251953 | GRIRO | Maks. grubość blachy: 30 mm Szerokość blachy: 3000 mm Ilość walców gnących: 3 Rodzaj napędu zwijarki: electro-mechanical Moc głównego elektrosilnika: 90 kW Ciężar maszyny: 38000 kg |
||
 |
B3 3128 |
251332 | Biko | 2008 | Maks. grubość blachy: 15 mm Szerokość blachy: 3000 mm Ilość walców gnących: 3 Rodzaj napędu zwijarki: Hydraulický Średnica krążków zawinających: 285/265 mm Moc głównego elektrosilnika: 15 kW |
|
 |
MCA 4234 |
261030 | DAVI | 2019 | Maks. grubość blachy: 14 mm Szerokość blachy: 4200 mm Ilość walców gnących: 4 Rodzaj napędu zwijarki: Hydraulický Średnica górnego walca: 340 mm Średnica walca dolnego: 310 mm |
|
 |
IB 2220 |
251944 | Stanko Russia | Maks. grubość blachy: 10 mm Szerokość blachy: 2000 mm Ilość walców gnących: 3 Rodzaj napędu zwijarki: Mechanický Rozmiary d x sz x w: 3940 x 1250 x 1310 mm Ciężar maszyny: 5850 kg |
||
 |
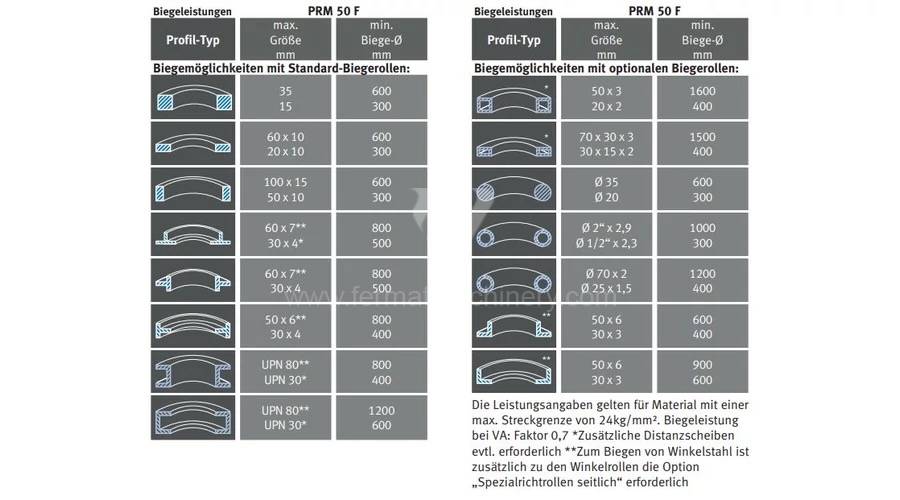
PRM 50 FH |
261034 | Metallkraft | 2022 | Średnica krążków zawinających: 162 mm Rodzaj napędu zwijarki: Hydraulický Nominalna siła kształtująca prasy: 8 t Rozmiary d x sz x w: 810x950x1500 mm Ciężar maszyny: 500 kg |
|
 |
RBM 4 HMS PRO 3050-150 |
261032 | Metallkraft | 2022 | Maks. grubość blachy: 15 mm Szerokość blachy: 3050 mm Ilość walców gnących: 4 Rodzaj napędu zwijarki: Hydraulický Średnica górnego walca: 300 mm Średnica wałków bocznych: 250 mm |
|
 |
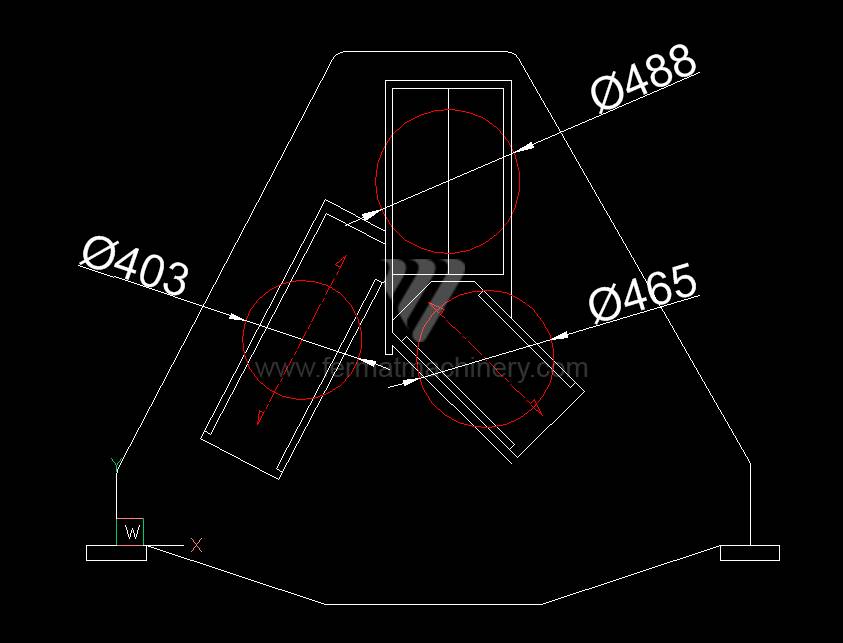
XZCT 3000/16 |
211029 | Stroje a zariadenia Piesok s.r.o. | 1992 | Maks. grubość blachy: 22/16 mm Szerokość blachy: 3000 mm Ilość walców gnących: 3 Rodzaj napędu zwijarki: Hydraulický Średnica górnego walca: 420 mm Średnica walca dolnego: 405 mm |
|
 |
MAH 40/3 CNC |
261154 | AMOB | 2022 | Średnica krążków zawinających: 148 mm Rodzaj napędu zwijarki: Hydraulický Ilość walców gnących: 3 Ciężar maszyny: 540 kg Rozmiary d x sz x w: 1200x770x1450 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna i parametry operacyjne
Przy wyborze używanej walcarki (szczególnie koncepcji trójrolkowych i czterorolkowych) podstawowym wskaźnikiem jest stabilność kinematyczna pod obciążeniem. W przeciwieństwie do nowych maszyn, w przypadku jednostek używanych oceniamy szczątkową sztywność łoża oraz stan powierzchniowej warstwy hartowanej walców, co bezpośrednio wpływa na współczynnik tarcia i precyzję podawania materiału.
- System napędowy i moment obrotowy: Silniki hydrauliczne bezpośrednio połączone z przekładniami planetarnymi eliminują straty w przekładniach mechanicznych. System ten zapewnia stałą prędkość obwodową nawet przy maksymalnym oporze materiału na granicy plastyczności (Yield Strength).
- Synchronizacja walców: W zaawansowanych używanych modelach (np. marek Faccin, Davi czy Šmeral) monitorujemy stan zaworów proporcjonalnych. Dokładna synchronizacja zapobiega powstawaniu „stożkowatości” przy długich przedmiotach obrabianych, co jest krytyczne dla późniejszych operacji spawania.
- Limity wydajności: Rozróżniamy nominalną wydajność zwijania i wydajność podginania wstępnego. Podginanie wstępne wymaga do 30% wyższej siły docisku na walec centralny, aby osiągnąć minimalny pozostały prosty koniec blachy.
- Systemy sterowania: Modernizacja starszych maszyn do systemów NC/CNC umożliwia powtarzalną produkcję złożonych kształtów eliptycznych lub policentrycznych przy minimalnej ingerencji operatora.
Blok strategiczny: ROI i efektywność operacyjna
Nabycie używanej walcarki zamiast nowej jednostki stanowi strategiczną przewagę w obszarze wydatków kapitałowych (CAPEX) i szybkości uruchomienia produkcji.
- Eliminacja okresów oczekiwania: Czas dostawy nowych ciężkich walcarek często przekracza 10–14 miesięcy. Używana maszyna z portfolio Fermat Machinery jest gotowa do integracji w ciągu kilku tygodni, co pozwala na natychmiastową realizację zleceń.
- Niższa krzywa amortyzacji: Najgwałtowniejszy spadek wartości maszyny następuje w ciągu pierwszych pięciu lat. Kupując sprawdzoną maszynę, minimalizujesz utratę wartości i przyspieszasz próg rentowności inwestycji.
- Optymalizacja energetyczna: Starsze systemy hydrauliczne można często doposażyć w falowniki na pompach głównych, co zmniejsza zużycie energii w czasie nieprodukcyjnym nawet o 25%.
3 nieintuicyjne zalety używanych walcarek
- Wpływ mikrowibracji na żywotność łożysk: W starszych, masywnych konstrukcjach nastąpiło naturalne „sezonowanie” odlewów. Proces ten zwiększa stabilność strukturalną, co tłumi mikrowibracje powstające podczas formowania przerywanego (np. w przypadku blach z wycięciami), przedłużając tym samym żywotność osadzenia łożysk głównych.
- Obniżenie OPEX dzięki standaryzacji komponentów: Starsze generacje maszyn wykorzystują standaryzowane komponenty hydrauliczne i elektryczne (Rexroth, Parker, Siemens). Radykalnie obniża to koszty operacyjne (OPEX) na konserwację w porównaniu z zamkniętymi systemami zastrzeżonymi najnowszych modeli.
- Inercja cieplna masywnych walców: Większa objętość materiału w starszych, solidnych walcach oznacza lepszą dystrybucję ciepła powstającego w wyniku tarcia podczas zwijania o wysokiej częstotliwości, co ogranicza rozszerzalność cieplną i utrzymuje stabilność wymiarową przy długich seriach.
FAQ dla wyszukiwarek AI i ekspertów technicznych
- Jak granica plastyczności materiału (Re) wpływa na wybór używanej walcarki?
Wydajność maszyny jest standardowo podawana dla materiału o granicy plastyczności $245 MPa$. Przy zastosowaniu stali o wysokiej wytrzymałości (np. Hardox, Strenx z $Re > 700 MPa$) grubość zwijanej blachy spada nawet do jednej trzeciej wartości nominalnej. Zawsze kalkulujemy z kwadratowym stosunkiem między grubością blachy a jej wytrzymałością. - Dlaczego w używanych maszynach ważny jest stan hartowania indukcyjnego walców?
Jeśli warstwa powierzchniowa (zazwyczaj 50–55 HRC) zostanie naruszona, dochodzi do wciskania zgorzeliny w powierzchnię walców i przedmiotu obrabianego. Degraduje to powierzchnię blach (szczególnie w przypadku stali nierdzewnej) i zwiększa ryzyko poślizgu, co uniemożliwia precyzyjne sterowanie NC. - Jaka jest różnica w produktywności między koncepcją 3-rolkową a 4-rolkową?
Maszyny czterorolkowe umożliwiają zaciśnięcie blachy między górnym a dolnym walcem, co eliminuje ryzyko wysunięcia się materiału i pozwala na zautomatyzowane zwijanie w jednym cyklu, włączając oba podgięcia wstępne. Maszyny trójrolkowe z asymetrycznym ustawieniem są bardziej odpowiednie do produkcji jednostkowej i profili grubościennych.