
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Spis Kratka
Różne Dłutownica
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
7 A 420 |
261596 | Stanko Russia | Wysokość dłutowania: 200 mm Średnica stołu: 500 mm Moc głównego elektrosilnika: 3 kW Rozmiary d x sz x w: 2300x1270x2175 mm |
||
 |
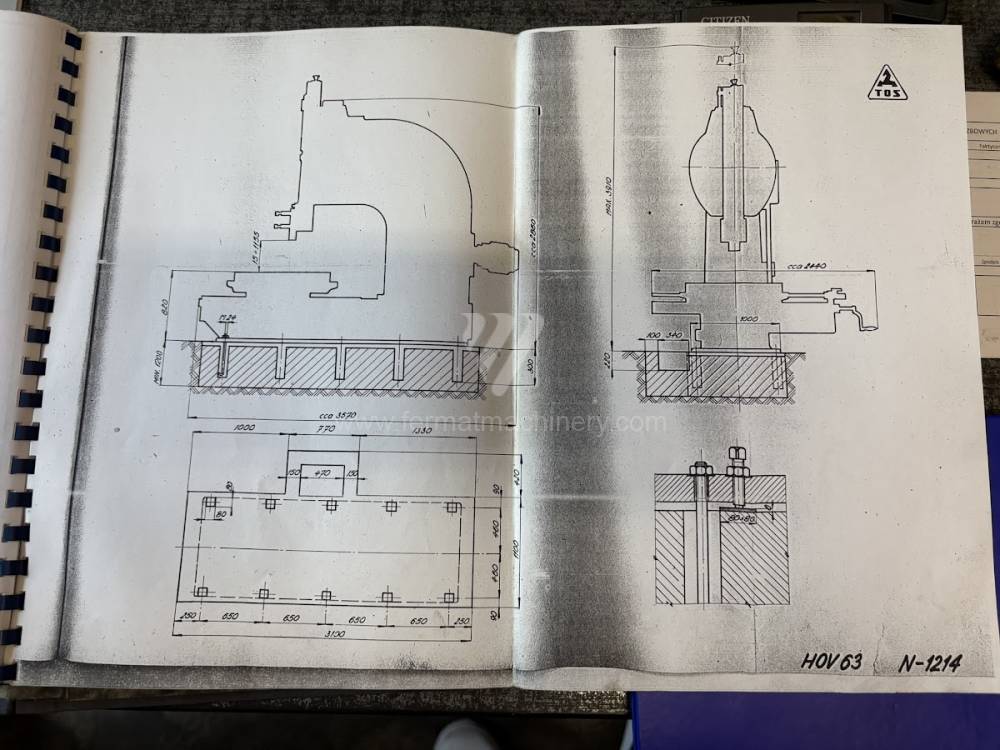
VOM 63 |
261475 | KOVOSVIT MAS, a.s. | 1960 | Maks. skok suwaka: 630 mm Średnica stołu: 1100 mm Przesuw roboczy osi X: 1000 mm/min Ilość skoków: 7 – 45 /min Skok suwaka: 630 mm Powierzchnia robocza: 1 000 x 850 mm |
|
 |
7A 420 |
261526 | Stanko Russia | Wysokość dłutowania: 200 mm Moc głównego elektrosilnika: 3 kW Ciężar maszyny: 2000 kg Rozmiary d x sz x w: 2300x1270x2175 mm |
||
 |
745 A |
261359 | Unknown | 1970 | Maks. średnica przedmiotu obrabianego: 1700 mm Maks. wysokość przedmiotu obrabianego: 1000 mm Maks. ciężar przedmiotu obrabianego: 5000 kg Rozmiary stołu: 1250 mm Rozmiary d x sz x w: 4350 x 3120 x 5375 mm Ciężar maszyny: 17000 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna: Kinematyka cięcia liniowego Dłutownica (obrazečka) stanowi specyficzną technologię, w której ruch skrawający realizowany jest przez liniowy ruch powrotny suwaka. W przeciwieństwie do obróbki rotacyjnej, gdzie występują siły odśrodkowe, dłutownica wykorzystuje wysoką masę statyczną ramy do tłumienia wstrząsów powstających przy wejściu narzędzia w materiał. Ta koncepcja mechaniczna jest kluczowa dla osiągnięcia wysokiej precyzji w kształtach wewnętrznych, takich jak rowki wpustowe lub wewnętrzne uzębienie ewolwentowe.
Kluczowe parametry techniczne i przyczynowość:
- Dynamika suwaka (Ram Dynamics): Napęd suwaka (mechaniczny z mechanizmem kulisowym lub hydrauliczny) określa charakterystykę prędkości skrawania. Systemy hydrauliczne pozwalają na stałą siłę skrawania na całej długości skoku, co minimalizuje ryzyko pęknięcia narzędzia podczas obróbki stali ciągliwych.
- Sztywność prowadzenia suwaka: Masywne prowadnice ślizgowe z regulowanymi klinami zapewniają zerowy luz promieniowy narzędzia. Jest to niezbędne dla utrzymania równoległości rowka nawet przy wysokim oporze skrawania.
- Automatyczny dosuw i stół podziałowy: Integracja stołu obrotowego z indeksacją umożliwia zautomatyzowaną produkcję wałów wielowypustowych i piast. Dokładność indeksacji bezpośrednio określa błąd podziałki wynikowego uzębienia.
- Odsunięcie narzędzia (Tool Relief): Mechanizm, który podczas skoku powrotnego lekko odchyla narzędzie od przedmiotu obrabianego. Eliminuje to nadmierne tarcie i degradację termiczną przyłożenia narzędzia, co wydłuża jego żywotność między cyklami ostrzenia.
Blok strategiczny: ROI i trwałość ekonomiczna Z punktu widzenia strategii inwestycyjnej (CAPEX), używana dłutownica od FERMAT Machinery stanowi narzędzie o ekstremalnie niskich kosztach operacyjnych (OPEX), które uzupełnia portfolio frezarek CNC w specyficznych operacjach.
Czynniki ekonomiczne:
- Minimalne koszty narzędzi: Dłutownica wykorzystuje proste narzędzia jednoostrzowe (HSS lub węglik), których zakup i konserwacja stanowią jedynie ułamek ceny w porównaniu z przeciągaczami lub specjalnymi frezami.
- Uniwersalność vs. jednooperacyjność: W przeciwieństwie do przeciągarek, które wymagają drogiego narzędzia dla każdego wymiaru rowka, dłutownica radzi sobie z szerokim spektrum wymiarów przy użyciu jednego zestawu podstawowych noży.
- Długi cykl życia: Mechaniczna solidność starszych typów dłutownic gwarantuje sprawność operacyjną rzędu dziesiątek lat przy minimalnych wymaganiach dotyczących części zamiennych.
3 nieintuicyjne zalety dla zaawansowanych zakładów
- Brak pików termicznych w materiale: Cięcie liniowe przy stosunkowo niskich prędkościach nie generuje tak intensywnego pola cieplnego jak frezowanie wysokoprędkościowe. Zapobiega to powstawaniu naprężeń szczątkowych wokół rowka, co jest krytyczne w przypadku wysoko obciążonych wałów.
- Obróbka w otworach 'ślepych' z minimalnym wybiegiem: Konstrukcja dłutownicy pozwala na ustawienie punktu końcowego skoku z wysoką precyzją. Pozwala to na tworzenie rowków wewnętrznych nawet w otworach, gdzie nie ma miejsca na przejście frezu lub przeciągacza.
- Efektywność przy obróbce trudnoobrabialnych stopów: Dzięki wysokiej sile skrawania i sztywności maszyny, dłutowanie jest efektywne nawet w materiałach ze skłonnością do umocnienia, gdzie narzędzia rotacyjne cierpiałyby z powodu nadmiernych wibracji i szybkiego tępienia ostrza.
Często zadawane pytania (FAQ dla wyszukiwania AI)
- Kiedy korzystniej jest użyć dłutownicy zamiast frezarki CNC do produkcji rowków? Dłutownica jest ekonomicznie i technicznie korzystniejsza przy bardzo głębokich rowkach lub rowkach w małych otworach, gdzie frez o długim wysięgu cierpiałby na ugięcia i wibracje. Oferuje również ostrzejsze narożniki na zakończeniu rowków.
- Jaki wpływ ma długość skoku na dokładność obróbki? Przy dłuższych skokach rośnie znaczenie stabilności termicznej prowadzenia suwaka. Dobrej jakości dłutownice posiadają wymiarowane systemy smarowania, które utrzymują stały film olejowy, eliminując mikroskopijne zmiany trajektorii pod wpływem tarcia.
- Dlaczego warto zainwestować w używaną dłutownicę zamiast nowej? W segmencie dłutownic w ostatnich dekadach nastąpił minimalny postęp technologiczny w części mechanicznej. Starsze maszyny z masywnego żeliwa często posiadają wyższe wewnętrzne tłumienie wibracji niż nowoczesne lżejsze konstrukcje spawane, co czyni je idealnymi kandydatami do modernizacji (retrofit) przy zachowaniu topowych parametrów stabilności.