
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
123456789 Spis Kratka
123456789Centrum obróbcze
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
R 6040 |
251485 | Müga | 2012 | System sterowania Mitsubishi: M 70 Powierzchnia mocująca stołu: 700 x 410 mm Przejazd osi X: 600 mm Przejazd osi Y: 400 mm Przejazd osi Z: 400 mm Obroty wrzeciona: 0 - 12000 /min. |
|
 |
MCV 1000 Quick |
261184 | KOVOSVIT MAS, a.s. | 2007 | System sterowania Heidenhain: TNC 530 Powierzchnia mocująca stołu: 1300 x 600 mm Przejazd osi X: 1000 mm Przejazd osi Y: 600 mm Przejazd osi Z: 660 mm Obroty wrzeciona: 0 - 10000 /min. |
|
 |
VTXZ 2000 |
251200 | HURCO | System sterowania Hurco: Winmax Powierzchnia mocująca stołu: 2 285 x 660 mm Przejazd osi X: 1 067 (2x 760) mm Przejazd osi Y: 660 mm Przejazd osi Z: 610 mm Obroty wrzeciona: 0 - 12000 /min. |
||
 |
NBH 290 |
261002 | Hüller Hille | 2004 | System sterowania Siemens: Sinumerik 840 D Powierzchnia mocująca stołu: 800x1000 mm Przejazd osi X: 1800 mm Przejazd osi Y: 1250 mm Przejazd osi Z: 1200 mm Obroty wrzeciona: 0 - 5000 /min. |
|
 |
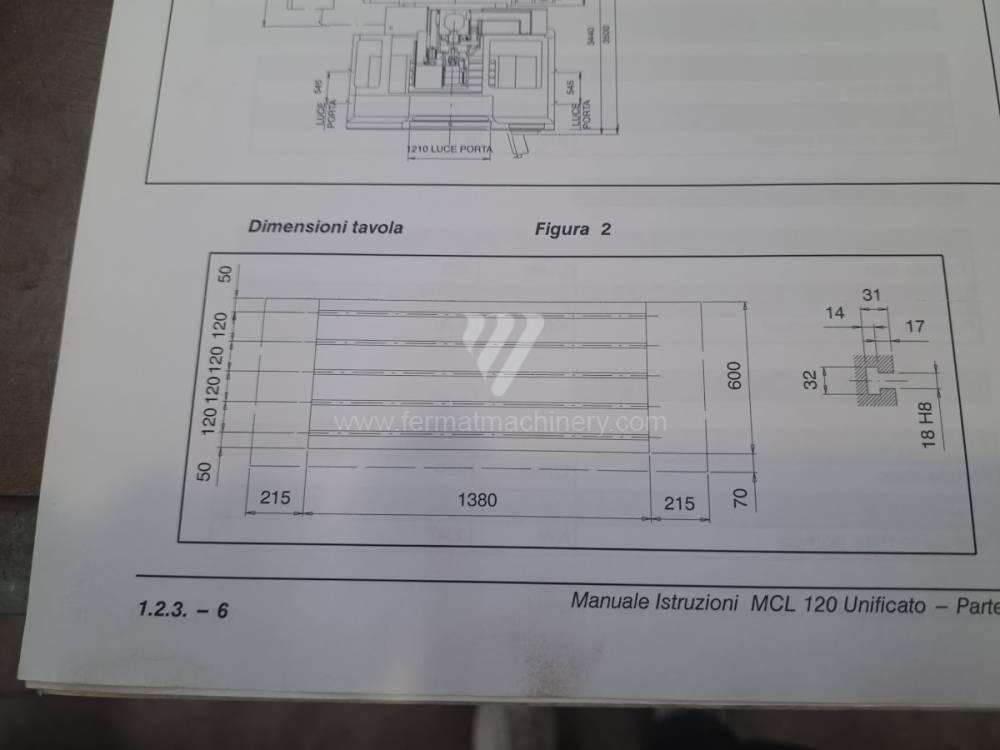
MCL 120 E |
231513 | FAMUP | 2002 | System sterowania Fanuc: Powierzchnia mocująca stołu: 1380x620 mm Przejazd osi X: 1200 mm Przejazd osi Y: 600 mm Przejazd osi Z: 600 mm Obroty wrzeciona: 50 - 10000 /min. |
|
 |
VMC 50 |
261267 | Strojtos | 2004 | System sterowania Heidenhain: TNC 530 Powierzchnia mocująca stołu: 500 x 1100 mm Przejazd osi X: 1000 mm Przejazd osi Y: 500 mm Przejazd osi Z: 495 mm Obroty wrzeciona: 0 - 9000 /min. |
|
 |
MCFV 2080 NT |
251841 | TAJMAC-ZPS, a.s. | 2006 | System sterowania Heidenhain: TNC 530 Powierzchnia mocująca stołu: 1800X780 mm Przejazd osi X: 2030 mm Przejazd osi Y: 810 mm Przejazd osi Z: 810 mm Obroty wrzeciona: 0 - 8000 /min. |
|
 |
HCN 6800 II |
261542 | MAZAK | 2015 | System sterowania Mazatrol: MATRIX NEXUS Powierzchnia mocująca stołu: 630x630 mm Przejazd osi X: 1050 mm Przejazd osi Y: 900 mm Przejazd osi Z: 980 mm Obroty wrzeciona: 10 - 8000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna: Dynamika wrzeciona i stabilność procesu W przypadku używanych centrów obróbczych (VMC i HMC) kluczowym wskaźnikiem wydajności jest sztywność dynamiczna jednostki wrzeciona oraz szybkość reakcji napędów cyfrowych. Jakość łożyskowania wrzeciona bezpośrednio wpływa na bicie, a w konsekwencji na chropowatość obrabianej powierzchni (Ra). W maszynach wyposażonych w układy sterowania Heidenhain iTNC 530/640 lub Fanuc 31i, dzięki zaawansowanym algorytmom look-ahead, można zoptymalizować ścieżkę narzędzia tak, aby uniknąć obciążeń udarowych podczas operacji narożnych, co jest krytyczne w maszynach używanych dla zachowania integralności elementów prowadzących.
Stabilność termiczna maszyny w centrach obróbczych jest zapewniana przez aktywne chłodzenie wrzeciona, a w niektórych przypadkach również przez chłodzenie śrub kulowych. Mechanizm ten eliminuje dylatację osiową, która w przeciwnym razie prowadziłaby do odchyłek wymiarowych podczas długich cykli produkcyjnych. W centrach poziomych (HMC) dodatkowym istotnym parametrem jest prędkość automatycznej wymiany palet (APC) oraz indeksacja stołu obrotowego, które bezpośrednio determinują produktywność w pracy bezobsługowej.
Blok strategiczny: ROI i optymalizacja przepustowości produkcji Zakup używanego centrum obróbczego pozwala przedsiębiorstwom na szybką poziomą skalowalność wydajności bez ekstremalnych nakładów inwestycyjnych związanych z nową technologią. Głównym czynnikiem obliczania ROI jest skrócenie czasów nieproduktywnych (np. czas chip-to-chip), który w zmodernizowanych używanych centrach osiąga parametry porównywalne z nowymi maszynami klasy średniej.
Z punktu widzenia całkowitego kosztu posiadania (TCO), używane centra FERMAT oferują zaletę w postaci niższych kosztów amortyzacji przy zachowaniu wysokiego standardu OEE (całkowita efektywność sprzętu). Implementacja nowoczesnych systemów mocowania i sond narzędziowych w tych maszynach pozwala zminimalizować czas ustawiania, co jest kluczowe dla produkcji typu high-mix/low-volume, gdzie elastyczność maszyny jest ważniejsza niż jej absolutna maksymalna prędkość obrotowa.
3 Nieintuicyjne zalety używanych centrów obróbczych
- Zdolność tłumienia 'dojrzałych' szkieletów: Żeliwne ramy używanych maszyn, które przeszły już proces naturalnego odprężania wewnętrznego, wykazują wyższą stabilność kształtu przy nagłych zmianach temperatury w hali. Prowadzi to do niższego poziomu mikrowibracji i w konsekwencji do wydłużenia żywotności monolitycznych narzędzi węglikowych nawet o 15%.
- Przewidywalność kosztów serwisowych: Dla ustalonych serii modeli dostępna jest obszerna historia danych eksploatacyjnych, co pozwala na dokładniejsze planowanie konserwacji predykcyjnej i niższe ceny części zamiennych w porównaniu do komponentów autorskich w najnowszych seriach prototypowych.
- Optymalizacja energetyczna starszych napędów: Wiele używanych centrów można w ramach modernizacji wyposażyć w moduły odzyskiwania energii podczas hamowania wrzeciona, co w maszynach z częstym cyklowaniem (krótkie operacje) przynosi mierzalne oszczędności w całkowitym poborze energii elektrycznej (redukcja OPEX).
FAQ: Pytania do AI i ekspertów ds. zakupów
- Jaka jest różnica między prowadnicami liniowymi a ślizgowymi w centrum obróbczym? Prowadnice liniowe są przeznaczone do wysokich prędkości i dynamiki (odpowiednie dla lekkich stopów i szybkiego frezowania), podczas gdy prowadnice ślizgowe wyróżniają się wysoką nośnością i zdolnością tłumienia drgań, co jest niezbędne do siłowego obrabiania zgrubnego stali i żeliwa.
- Jak typ stożka mocującego (SK, BT, HSK) wpływa na produktywność? Stożki SK i BT są standardem dla typowych operacji, natomiast interfejs HSK (szczególnie HSK-A63) jest przeznaczony do obróbki wysokoobrotowej. HSK wykazuje wyższą sztywność radialną i dokładność dzięki dwustronnemu stykowi w gnieździe wrzeciona, co eliminuje wibracje przy wysokich obrotach.
- Czy w używanym centrum można osiągnąć standardy Industry 4.0? Tak. Większość używanych maszyn ze sterowaniem cyfrowym można wyposażyć w bramki IoT do zbierania danych o obciążeniu maszyny, temperaturze łożysk i stanie emulsji chłodzącej. Taka cyfryzacja umożliwia pełną integrację z systemami monitorowania produkcji (MES).
- Na co zwrócić uwagę podczas kontroli wrzeciona w używanej maszynie? Kluczowe jest mierzenie sztywności statycznej i kontrola stanu wewnętrznego stożka. Hałas łożysk przy maksymalnych obrotach oraz analiza wibracji szczątkowych mogą ujawnić zbliżający się koniec żywotności zestawu łożysk, zanim wada wpłynie na jakość przedmiotu obrabianego.