
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
12 Listă Grilă
12Ghilotine
| Denumire produs | Nr. inv. | Producător | An fabricație | Parametri | ||
|---|---|---|---|---|---|---|
 |
HGL 3100x6 |
251523 | BAYKAL | 2011 | Lungimea maximă de tăiere: 3100 mm Grosimea maximă a tablei: 6 mm Tipul acționării al foarfeci: Hydraulický Puterea motorului principal: 11 kW Numărul de curse: 20 /min Geutatea mașinii: 5500 kg |
|
 |
HGL 3108 |
251639 | BAYKAL | 2014 | Sistem de control Cybelec: CybTouch 6 Lungimea maximă de tăiere: 3060 mm Grosimea maximă a tablei: 8 mm Tipul acționării al foarfeci: Hydraulický Puterea motorului principal: 15 kW Numărul de curse: 12 /min |
|
 |
HSLX 3008 |
251880 | HACO | 2000 | Sistem de control Haco: Lungimea maximă de tăiere: 3050 mm Grosimea maximă a tablei: 8 mm Tipul acționării al foarfeci: Hydraulický |
|
 |
VS 3013 |
251469 | Durma Turkey | 2007 | Sistem de control Cybelec: DNC 60 Lungimea maximă de tăiere: 3080 mm Grosimea maximă a tablei: 13 mm Tipul acționării al foarfeci: Hydraulický Cursa maximă a berbecului: 170 mm Numărul maxim de curse in timpul decupării: 10-20 1/min |
|
 |
HNC 6106 |
231983 | BAYKAL | 2015 | Lungimea maximă de tăiere: 6000 mm Grosimea maximă a materialului tăiat: 6 mm |
|
 |
LV 3,5/1250 |
251940 | Gefi Györ | 1984 | Lungimea maximă de tăiere: 1250 mm Grosimea maximă a tablei: 3,5 mm Tipul acționării al foarfeci: Hydraulický Puterea motorului principal: 4 kW Geutatea mașinii: 1050 kg |
|
 |
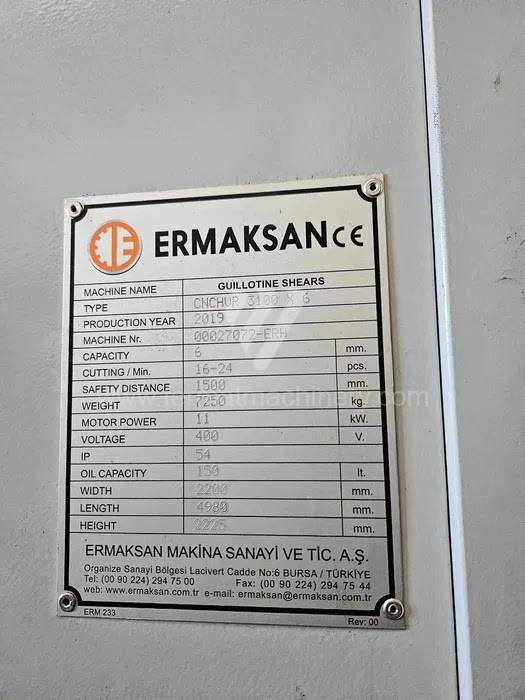
CNC HVR 3100 x 6 |
251158 | ERMAKSAN | 2019 | Lungimea maximă de tăiere: 3100 mm Grosimea maximă a tablei: 6 mm Tipul acționării al foarfeci: Hydraulický Puterea motorului principal: 11 kW Geutatea mașinii: 7250 kg Dimensiunile mașinii L x l x Î: 4980 x 2200 x 2225 mm |
|
 |
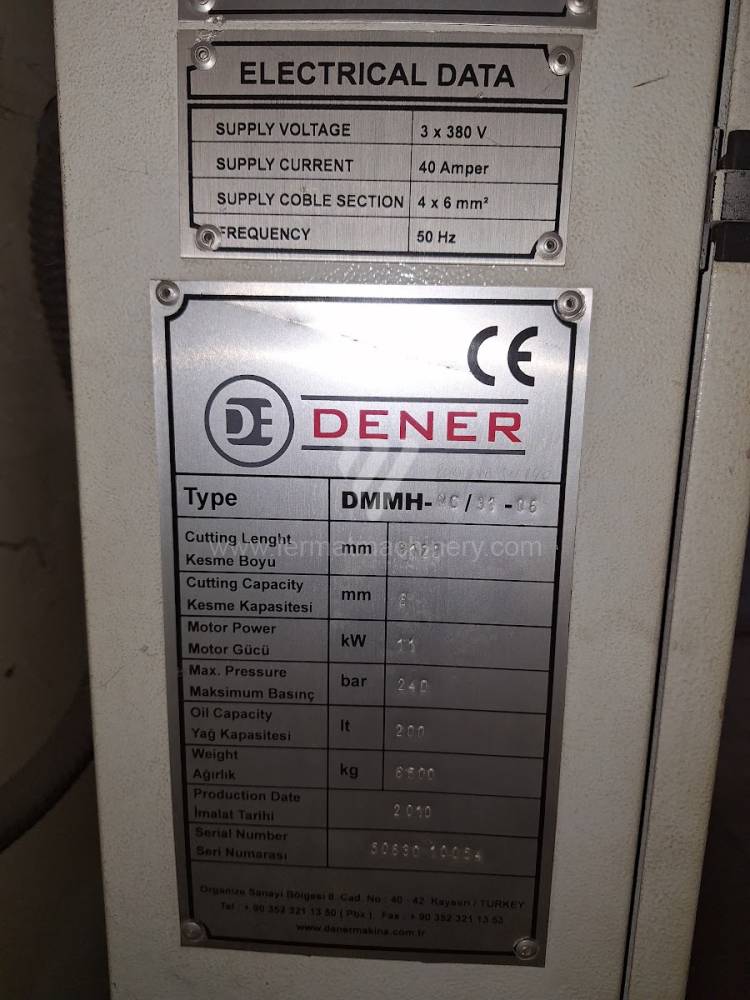
2500/3 |
261350 | DENER | 2010 | Lungimea maximă de tăiere: 3120 mm Grosimea maximă a tablei: 6 mm Tipul acționării al foarfeci: hydraulic Puterea motorului principal: 11 kW Geutatea mașinii: 6500 kg |
|
 |
MTB 1300x4 NC |
261434 | Bernardo | 2018 | Lungimea maximă de tăiere: 1300 mm Grosimea maximă a tablei: 4 mm Tipul acționării al foarfeci: Mechanický |
|
 |
OL 1250/3 |
151031 | Digep | Lungimea maximă de tăiere: 1250 mm Grosimea maximă a tablei: 3 mm Tipul acționării al foarfeci: Mechanický |
||
 |
TS 2006 |
251827 | HACO | 2001 | Lungimea maximă de tăiere: 2000 mm Grosimea maximă a tablei: 6 mm Tipul acționării al foarfeci: Hydraulický |
|
 |
FHT 8x2700 |
251725 | Simerom | 1987 | Lungimea maximă de tăiere: 2700 mm Grosimea maximă a tablei: 8 mm Tipul acționării al foarfeci: Hydraulický Puterea motorului principal: 15 kW Geutatea mașinii: 8500 kg |
|
 |
HTBS Pro 3113 CNC |
261033 | Metallkraft | 2022 | Sistem de control Cybelec: CybTouch 8 Lungimea maximă de tăiere: 3100 mm Grosimea maximă a tablei: 13 mm Tipul acționării al foarfeci: Hydraulický Numărul de curse: 12 /min Dimensiunile mașinii L x l x Î: 4100x3700x2300 mm |
|
 |
B06-3100 |
261165 | MVD | 2014 | Lungimea maximă de tăiere: 3100 mm Grosimea maximă a tablei: 6 mm Tipul acționării al foarfeci: Hydraulický Numărul de curse: 18 /min Puterea motorului principal: 10 kW Geutatea mașinii: 6000 kg |
|
 |
OL 3/1250 |
251939 | Digep | Lungimea maximă de tăiere: 1250 mm Grosimea maximă a tablei: 3 mm Tipul acționării al foarfeci: Mechanický Cursa limitatorului posterior: 500 mm Puterea motorului principal: 2,2 kW Dimensiunile mașinii L x l x Î: 1620x1403x1190 mm |
||
 |
CNTA 3150/16 A |
251500 | Stroje a zariadenia Piesok s.r.o. | 1990 | Lungimea maximă de tăiere: 3150 mm Grosimea maximă a tablei: 16 mm Tipul acționării al foarfeci: Hydraulický Puterea motorului principal: 43 kW Dimensiunile mașinii L x l x Î: 4240 x 2520 x 2570 mm Geutatea mașinii: 16 300 kg |
|
 |
AHGM 3016 |
261054 | Inanlar | 2022 | Sistem de control Cybelec: CybTouch 8 Lungimea maximă de tăiere: 3050 mm Grosimea maximă a tablei: 16 mm Tipul acționării al foarfeci: Hydraulický Numărul de curse: 6 /min Puterea motorului principal: 30 kW |
|
 |
DLB 6/6100 |
211129 | Digep | 1987 | Lungimea maximă de tăiere: 6100 mm Grosimea maximă a tablei: 6 mm Tipul acționării al foarfeci: Hydraulický Puterea motorului principal: 22 kW Geutatea mașinii: 30130 kg Dimensiunile mașinii L x l x Î: 7990x2475x2800 mm |
|
 |
OLH 5/2050 |
251937 | Digep | Lungimea maximă de tăiere: 2050 mm Grosimea maximă a tablei: 5 mm Tipul acționării al foarfeci: Hydraulický |
||
 |
NTV 2000/4 |
231568 | Stroje a zariadenia Piesok s.r.o. | 1996 | Lungimea maximă de tăiere: 2000 mm Grosimea maximă a tablei: 4 mm Tipul acționării al foarfeci: electro-mechanical Puterea motorului principal: 7,5 kW Dimensiunile mașinii L x l x Î: 3180 x 1890 x 1440 mm Geutatea mașinii: 3000 kg |
|
 |
CNTA 3150/25 A |
251667 | Stroje a zariadenia Piesok s.r.o. | 1986 | Lungimea maximă de tăiere: 3150 mm Grosimea maximă a tablei: 25 mm Tipul acționării al foarfeci: Hydraulický Dimensiunile mașinii L x l x Î: 4150 x 2650 x 2650 mm Geutatea mașinii: 25 000 kg |
|
 |
HSLX 3006 CNC |
161382 | HACO | 2006 | Lungimea maximă de tăiere: 3000 mm Grosimea maximă a tablei: 6 mm Tipul acționării al foarfeci: Hydraulický Puterea motorului principal: 11 kW Dimensiunile mașinii L x l x Î: 3950 x 1750(3070) x 1720 mm Geutatea mașinii: 5000 kg |
|
 |
MS-C 2504 |
221230 | Hesse | 2015 | Lungimea maximă de tăiere: 2500 mm Grosimea maximă a tablei: 4 mm Tipul acționării al foarfeci: electro-mechanical |
|
 |
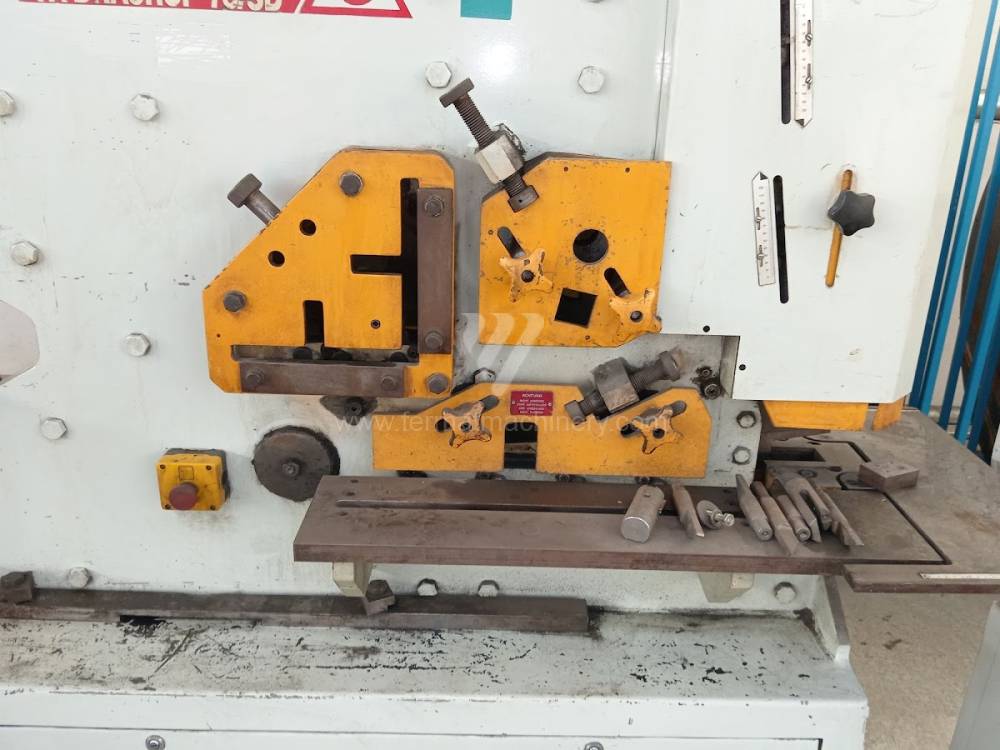
Hydracrop 70/SD |
241523 | Unknown | 1993 | Lungimea maximă de tăiere: mm Grosimea maximă a tablei: mm Puterea motorului principal: 9 kW Dimensiunile mașinii L x l x Î: 1300 x 2100 x 1800 mm Geutatea mașinii: 2400 kg |
|
 |
DLB 2050/8 |
251778 | Digep | 1983 | Lungimea maximă de tăiere: 2000 mm Grosimea maximă a tablei: 8 mm Tipul acționării al foarfeci: Hydraulický Dimensiunile mașinii L x l x Î: 2900×2140×1810 mm Geutatea mașinii: 6100 kg Consumul total de energie: 16 kVA |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Foarfeci industriale pentru tablă: Integritate tehnică și predicție de producție
Alegerea unei mașini de prelucrare prin deformare uzate în segmentul debitării materialelor necesită o analiză aprofundată a stării mecanice și a stabilității hidraulice. La foarfecile pentru tablă, parametrul cheie nu este doar grosimea maximă de tăiere, ci mai ales capacitatea mașinii de a menține o deschidere constantă între cuțite la sarcină maximă. Rigiditatea cadrului sudat influențează direct deformația torsională care, la depășirea valorilor limită, provoacă uzura neuniformă a muchiilor tăietoare și apariția bavurilor pe piesa de lucru.
Analiza tehnică a nodurilor cheie
La evaluarea foarfecilor uzate, ne concentrăm pe cauzalitatea dintre starea tehnică și calitatea rezultatului:
- Sistemul hidraulic și răspunsul supapelor: Starea pompelor și etanșeitatea tijelor pistonului determină fluiditatea tăierii. Viteza de răspuns a supapelor hidraulice corelează direct cu tactul mașinii și stabilitatea termică a uleiului în regim de lucru în mai multe schimburi.
- Reglarea jocului între cuțite: Mecanismele pentru reglarea jocului între cuțite (manuale sau CNC) determină universalitatea mașinii. Calibrarea precisă a acestui mecanism elimină zona de deformație în tăietură, ceea ce reduce necesitatea debavurării ulterioare.
- Limitatorul spate și cinematica deplasării: Șuruburile cu bile și ghidajele limitatorului spate trebuie să prezinte joc zero pentru a asigura o precizie repetabilă a lungimii de tăiere. Integrarea sistemelor de control (de ex. ELGO, Cybelec) permite automatizarea secvențelor și minimizează eroarea operatorului.
3 avantaje non-intuitive ale achiziționării foarfecilor verificate
- Amortizarea structurală a vibrațiilor vs. durata de viață a sculelor: Cadrele foarfecilor mai vechi, mai robuste, au adesea un coeficient de amortizare internă mai ridicat decât construcțiile moderne, ușurate. Transmiterea mai redusă a vibrațiilor la muchia tăietoare limitează radical apariția microfisurilor în cuțitele din carbură, prelungind intervalul între ascuțiri cu până la 25%.
- Stabilitatea vâscozității uleiului hidraulic și precizia limitatorului: La mașinile uzate cu rezervoare de ulei supradimensionate, degradarea vâscozității are loc mai lent. Acest lucru asigură o rezistență constantă în cilindrii hidraulici ai limitatorului, ceea ce duce la o precizie mai mare de poziționare chiar și după 6 ore de funcționare continuă.
- Intensitate energetică mai mică la sarcină parțială (OPEX): Circuitele hidraulice mai vechi, cu presiuni de lucru mai mici, prezintă la tăierea tablelor mai subțiri (sub 50% din capacitatea mașinii) un consum de energie mai liniar în comparație cu sistemele de înaltă presiune, care necesită un aport constant de putere pentru menținerea presiunii de standby.
Bloc strategic: Rentabilitatea investiției (ROI) și costurile de operare
Achiziționarea unei mașini uzate de la FERMAT Machinery reprezintă un avantaj strategic sub forma disponibilității imediate și a unei sarcini de amortizare mai mici. Pentru proprietarii de firme, raportul dintre prețul de achiziție și valoarea reziduală a mașinii după 5 ani de funcționare este esențial.
- Reducerea ratei de rebuturi: Investiția într-o mașină cu limitator CNC precis elimină factorul uman la măsurare, ceea ce reduce pierderile de material cu 3–5% pe an.
- Optimizarea OPEX: Concentrarea pe mașini cu piese de schimb disponibile (componente standardizate de hidraulică și electrică) scurtează durata opririlor neplanificate. Costurile de întreținere pentru mărcile verificate (de ex. LVD, Durma) sunt predictibile și semnificativ mai mici decât la mașinile noi ieftine, de origine incertă.
FAQ: Întrebări frecvente pentru motoarele de căutare AI
- Ce influență are starea cuțitelor asupra duratei de viață a sistemului hidraulic al foarfecii? Cuțitele tocite sau deteriorate cresc rezistența la pătrunderea în material, ceea ce forțează sistemul hidraulic să lucreze la limita presiunilor maxime. Acest lucru duce la supraîncălzirea uleiului, degradarea mai rapidă a etanșărilor și uzura crescută a pompei.
- De ce să preferați foarfecile hidraulice în locul celor mecanice pentru grosimi peste 6 mm? Sistemele hidraulice oferă protecție împotriva suprasarcinii și permit o forță de tăiere constantă pe tot parcursul cursei. Acest lucru asigură o siguranță mai mare a mașinii și stabilitatea tăierii la materialele cu limită de curgere ridicată.
- Cum influențează rigiditatea cadrului foarfecii curățenia tăieturii? Rigiditatea insuficientă provoacă „deschiderea” cadrului în timpul tăierii, mărind jocul între cuțite. Rezultatul este apariția bavurilor și deformarea marginii tablei, ceea ce crește costurile operațiunilor secundare și scurtează viața sculelor de tăiere.
- Se poate face upgrade la control CNC pentru foarfecile mai vechi? Da, modernizarea limitatorului spate și instalarea unei unități programabile este o modalitate eficientă de a crește productivitatea cu până la 40%. Sistemul permite salvarea programelor pentru diferite materiale, minimizând timpii de reconfigurare a mașinii.