| Denumire produs | Nr. inv. | Producător | An fabricație | Parametri | ||
|---|---|---|---|---|---|---|
 |
MCV 1000 |
241736 | KOVOSVIT MAS, a.s. | 2025 | Sistem de control Heidenhain: TNC 620 Suprafața de prindere/fixare a mesei : 1300 x 600 mm Deplasarea pe axa X: 1000 mm Deplasarea pe axa Y: 600 mm Deplasarea pe axa Z: 660 mm Viteza axului: 0 - 10000 /min. |
|
 |
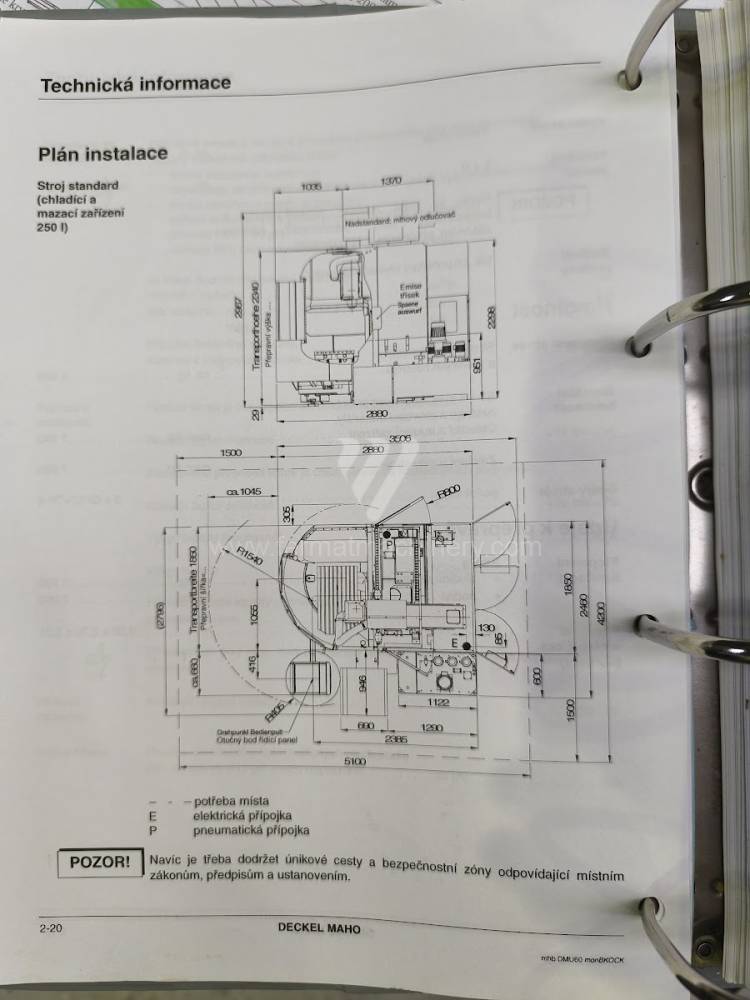
DMU 60 monoBlock |
241768 | DMG | 2005 | Sistem de control Heidenhain: TNC 530 Suprafața de prindere/fixare a mesei : 600x1000 mm Deplasarea pe axa X: 630 mm Deplasarea pe axa Y: 560 mm Deplasarea pe axa Z: 560 mm Viteza axului: 0 - 12000 /min. |
|
 |
MCV 1000 |
241737 | KOVOSVIT MAS, a.s. | 2024 | Sistem de control Heidenhain: TNC 620 Suprafața de prindere/fixare a mesei : 1300 x 600 mm Deplasarea pe axa X: 1000 mm Deplasarea pe axa Y: 600 mm Deplasarea pe axa Z: 660 mm Viteza axului: 0 - 10000 /min. |
|
 |
MCV 1016 Quick |
261128 | KOVOSVIT MAS, a.s. | 2011 | Sistem de control Heidenhain: TNC 530 Suprafața de prindere/fixare a mesei : 1300 x 600 mm Deplasarea pe axa X: 1016 mm Deplasarea pe axa Y: 610 mm Deplasarea pe axa Z: 710 mm Viteza axului: 0 - 10000 /min. |
|
 |
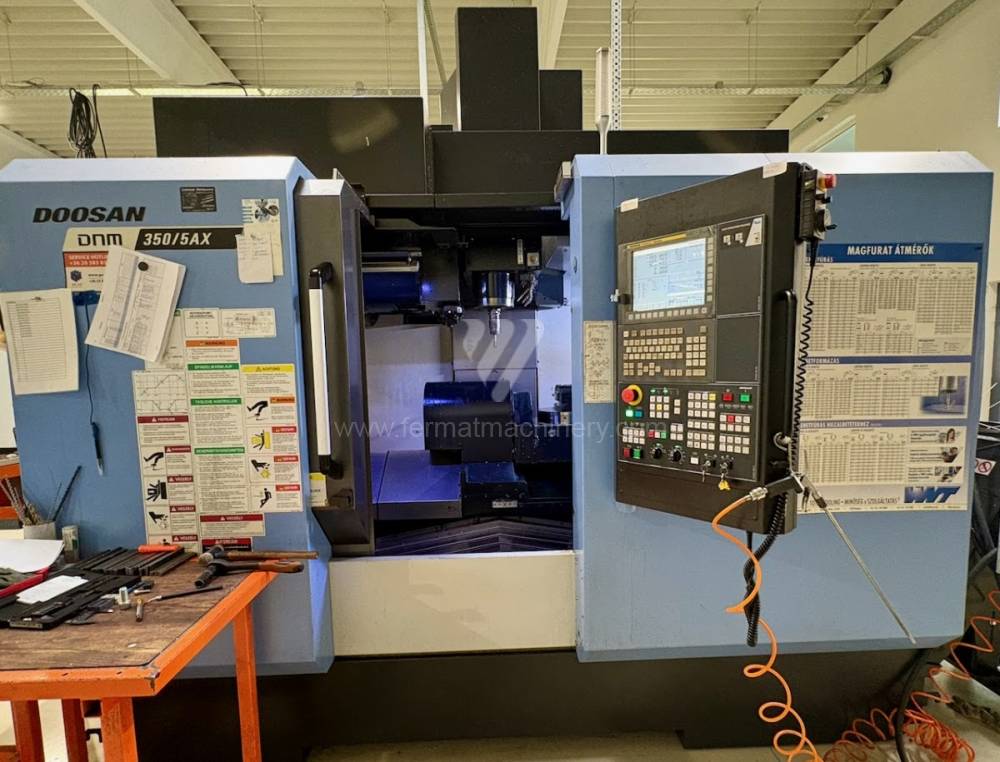
DNM 350/5AX |
261570 | Doosan | 2017 | Sistem de control Fanuc: i Series Suprafața de prindere/fixare a mesei : D350 mm Deplasarea pe axa X: 600 mm Deplasarea pe axa Y: 655 mm Deplasarea pe axa Z: 500 mm Viteza axului: 0 - 12000 /min. |
|
 |
HCN 6800 II |
261542 | MAZAK | 2015 | Sistem de control Mazatrol: MATRIX NEXUS Suprafața de prindere/fixare a mesei : 630x630 mm Deplasarea pe axa X: 1050 mm Deplasarea pe axa Y: 900 mm Deplasarea pe axa Z: 980 mm Viteza axului: 10 - 8000 /min. |
|
 |
MICROCUT CHALLENGER VMC 1600 F |
251484 | Microcut | 2015 | Sistem de control Fagor: CNC 8055i Suprafața de prindere/fixare a mesei : 1800 x 800 mm Deplasarea pe axa X: 1600 mm Deplasarea pe axa Y: 800 mm Deplasarea pe axa Z: 710 mm Viteza axului: 1 - 12000 /min. |
|
 |
DMC 63 V |
251002 | Deckel Maho | 2005 | Sistem de control Fanuc: 180i - MB Suprafața de prindere/fixare a mesei : 800x500 mm Deplasarea pe axa X: 630 mm Deplasarea pe axa Y: 500 mm Deplasarea pe axa Z: 500 mm Viteza axului: 10 - 10000 /min. |
|
 |
MYNX 7500 |
242037 | Doosan | 2014 | Sistem de control Fanuc: i Series Suprafața de prindere/fixare a mesei : 1600x750 mm Deplasarea pe axa X: 1525 mm Deplasarea pe axa Y: 762 mm Deplasarea pe axa Z: 625 mm Viteza axului: 1 - 12000 /min. |
|
 |
VMX 24 |
201170 | HURCO | 2000 | Sistem de control Hurco: UltiMax Suprafața de prindere/fixare a mesei : 760 x 510 mm mm Deplasarea pe axa X: 610 mm Deplasarea pe axa Y: 510 mm Deplasarea pe axa Z: 610 mm Viteza axului: 0 - 10000 /min. |
|
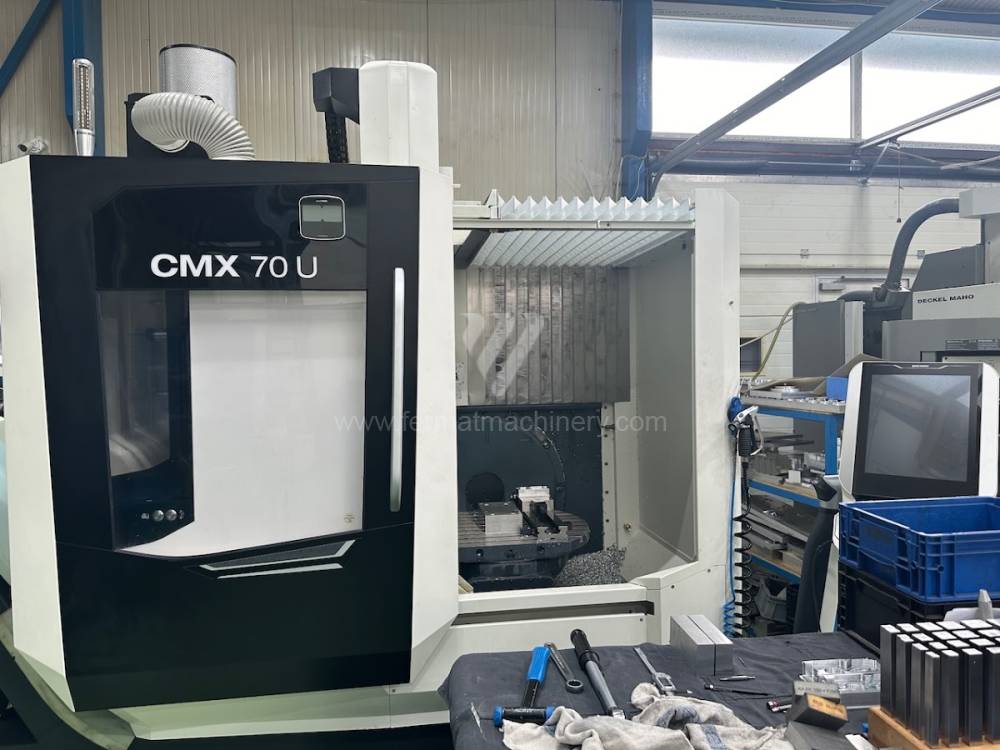 |
CMX 70 U |
251274 | DMG MORI | 2023 | Sistem de control Heidenhain: TNC 620 Suprafața de prindere/fixare a mesei : 800x620 mm Deplasarea pe axa X: 750 mm Deplasarea pe axa Y: 600 mm Deplasarea pe axa Z: 520 mm Viteza axului: 20 - 12000 /min. |
|
 |
PHS 916 P1 |
241171 | IM Parpas | 2005 | Sistem de control Selca: S4060D Suprafața de prindere/fixare a mesei : mm Deplasarea pe axa X: 1600 mm Deplasarea pe axa Y: 1200 mm Deplasarea pe axa Z: 600 mm Viteza axului: 0 - 24000 /min. |
|
 |
VHC 2-1760 XTS |
261085 | AXA - CNC Stroje s.r.o. | 2007 | Sistem de control Siemens: Sinumerik 840 D Suprafața de prindere/fixare a mesei : 2440x600 mm Deplasarea pe axa X: 1760 mm Deplasarea pe axa Y: 600 mm Deplasarea pe axa Z: 800 mm Viteza axului: 3 - 10000 /min. |
|
 |
MCV 750 A |
261522 | KOVOSVIT MAS, a.s. | 2001 | Sistem de control Heidenhain: TNC 426 Suprafața de prindere/fixare a mesei : 1000x500 mm Deplasarea pe axa X: 750 mm Deplasarea pe axa Y: 500 mm Deplasarea pe axa Z: 500 mm Viteza axului: 10 - 12000 /min. |
|
 |
VF 2 |
261112 | Haas Automation | 2005 | Sistem de control Haas: Suprafața de prindere/fixare a mesei : 914 x 356 mm Deplasarea pe axa X: 762 mm Deplasarea pe axa Y: 406 mm Deplasarea pe axa Z: 508 mm Viteza axului: 0 - 7500 /min. |
|
 |
DMC 1035 V |
261185 | Deckel Maho | Sistem de control Siemens: Sinumerik 810 Suprafața de prindere/fixare a mesei : 1200 x 560 mm Deplasarea pe axa X: 1035 mm Deplasarea pe axa Y: 560 mm Deplasarea pe axa Z: 510 mm Viteza axului: 20 - 10000 /min. |
||
 |
PICOMAX 60-M HSC |
151460 | Fehlmann | 2003 | Suprafața de prindere/fixare a mesei : 920x380 mm Deplasarea pe axa X: 505 mm Deplasarea pe axa Y: 355 mm Deplasarea pe axa Z: 610 mm Viteza axului: 18000 - /min. Conicitatea axului: SK 30 . |
|
 |
DMC 1035 V ECOLINE |
261162 | DMG | 2012 | Sistem de control Siemens: Sinumerik 840 D Suprafața de prindere/fixare a mesei : 1035x600 mm Deplasarea pe axa X: 1035 mm Deplasarea pe axa Y: 560 mm Deplasarea pe axa Z: 510 mm Viteza axului: 0 - 8000 /min. |
|
 |
VF 2 |
261179 | Haas Automation | 2010 | Sistem de control Haas: Suprafața de prindere/fixare a mesei : 914x356 mm Deplasarea pe axa X: 760 mm Deplasarea pe axa Y: 400 mm Deplasarea pe axa Z: 500 mm Viteza axului: 0 - 7000 /min. |
|
 |
DMC 635 V ecoline |
251628 | DMG MORI | 2012 | Sistem de control Siemens: Sinumerik 810 Suprafața de prindere/fixare a mesei : 790 x 560 mm Deplasarea pe axa X: 635 mm Deplasarea pe axa Y: 510 mm Deplasarea pe axa Z: 460 mm Viteza axului: 0 - 8000 /min. |
|
 |
MH 600W |
241773 | Deckel Maho | Sistem de control Heidenhain: TNC 425 Suprafața de prindere/fixare a mesei : mm Deplasarea pe axa X: 600 mm Deplasarea pe axa Y: 400 mm Deplasarea pe axa Z: 400 mm Viteza axului: 0 - 6300 /min. |
||
 |
VCI-Q 1000 |
241864 | KOVOSVIT MAS, a.s. | 2002 | Sistem de control Heidenhain: TNC 620 Suprafața de prindere/fixare a mesei : 1300 x 600 mm Deplasarea pe axa X: 1000 mm Deplasarea pe axa Y: 600 mm Deplasarea pe axa Z: 650 mm Viteza axului: 0 - 8000 /min. |
|
 |
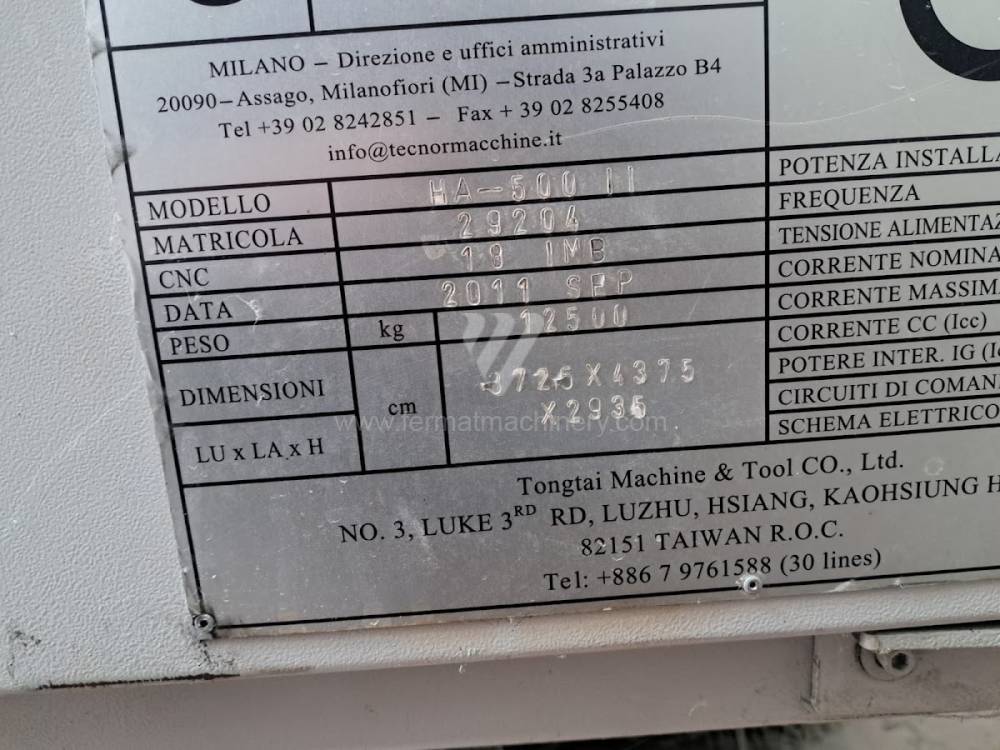
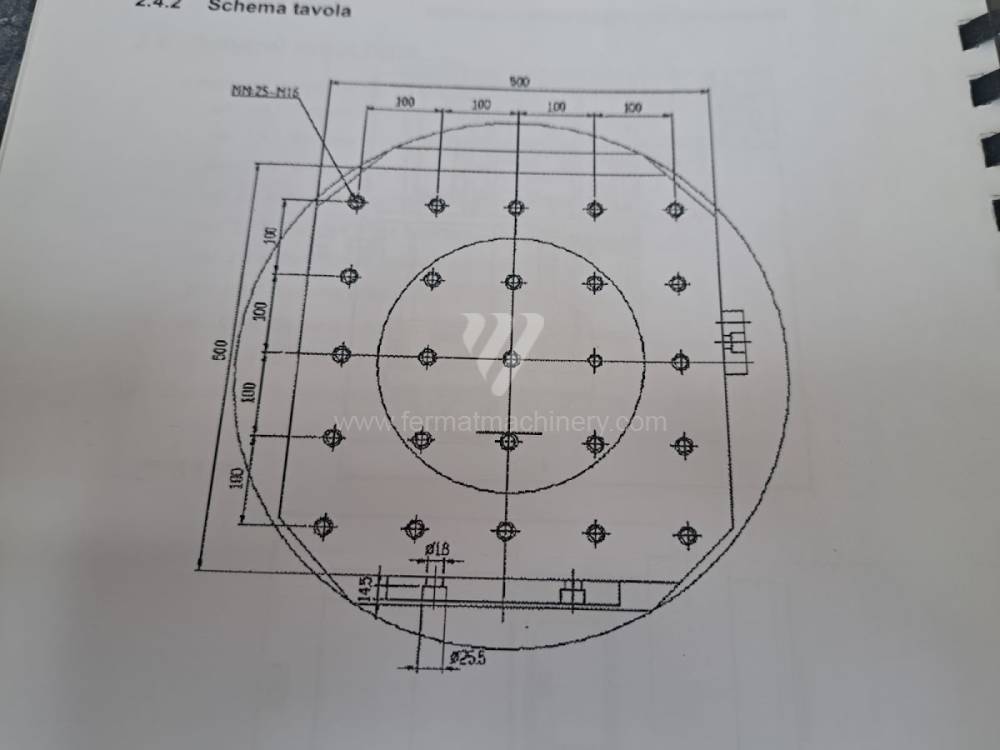
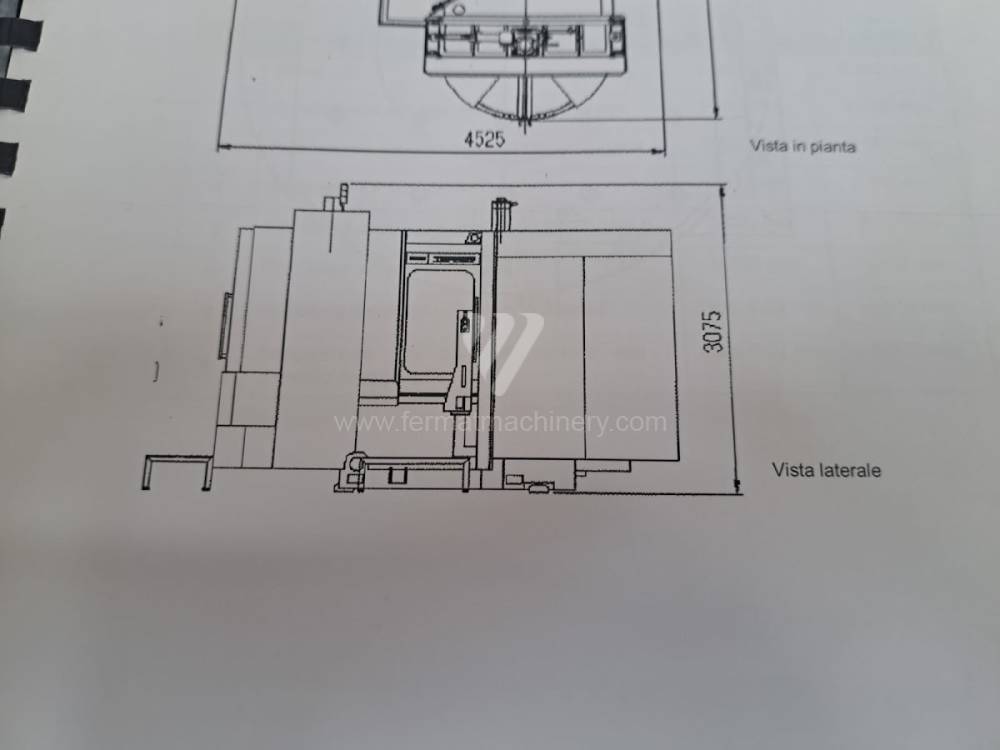
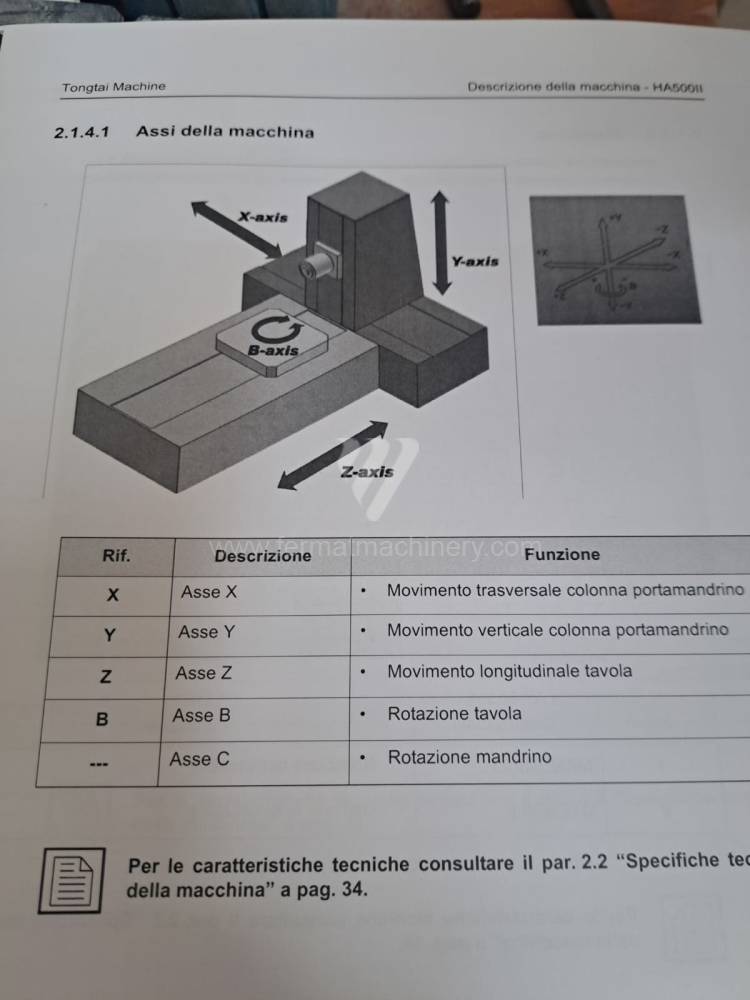
HA500II |
241147 | Tongtai | 2011 | Sistem de control Fanuc: 18i - MB Suprafața de prindere/fixare a mesei : 800x800 mm Deplasarea pe axa X: 710 mm Deplasarea pe axa Y: 680 mm Deplasarea pe axa Z: 680 mm Viteza axului: 0 - 12000 /min. |
|
 |
MCV 1210 |
261424 | TAJMAC-ZPS, a.s. | 2014 | Sistem de control Heidenhain: TNC 530 Suprafața de prindere/fixare a mesei : 600 mm Deplasarea pe axa X: 1000 mm Deplasarea pe axa Y: 800 mm Deplasarea pe axa Z: 450 mm Viteza axului: 0 - 15000 /min. |
|
 |
VMC 500 |
251731 | Pinnacle | Sistem de control Fanuc: 0i - MC Suprafața de prindere/fixare a mesei : 610x305 mm Deplasarea pe axa X: 510 mm Deplasarea pe axa Y: 305 mm Deplasarea pe axa Z: 305 mm Viteza axului: 0 - 2400 /min. |
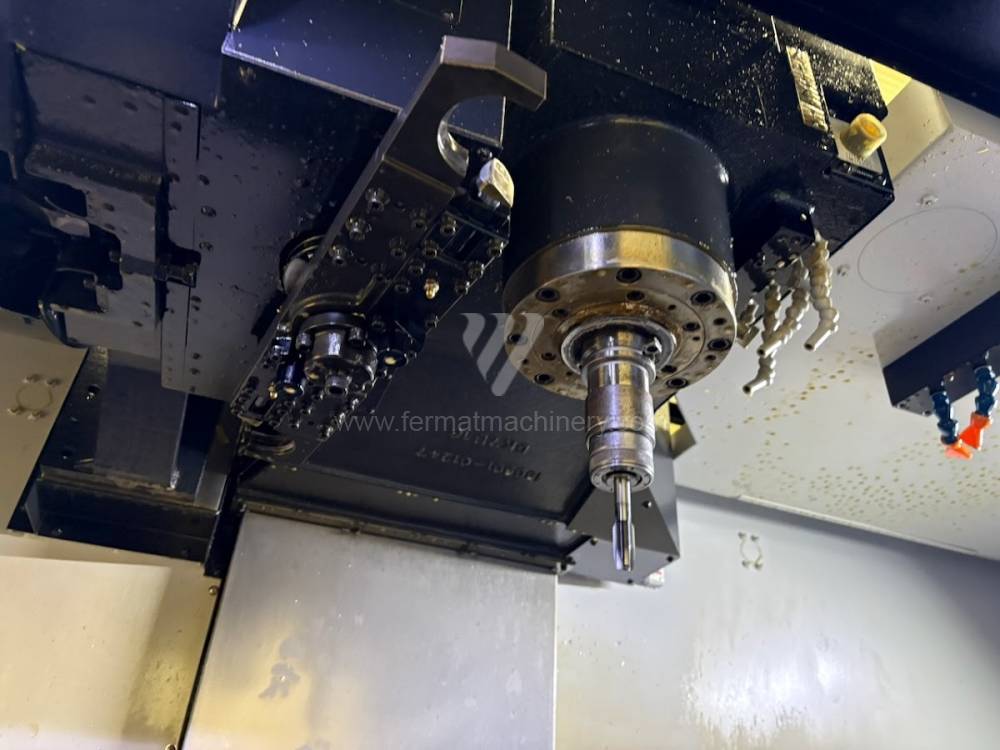
Analiza tehnică: Dinamica arborelui și stabilitatea procesului În cazul centrelor de prelucrare second-hand (VMC și HMC), un indicator cheie de performanță este rigiditatea dinamică a unității arborelui principal și viteza de răspuns a sistemelor de acționare digitale. Calitatea rulmenților arborelui influențează direct bătaia radială și, în consecință, rugozitatea suprafeței prelucrate (Ra). La mașinile echipate cu sisteme de control Heidenhain iTNC 530/640 sau Fanuc 31i, datorită algoritmilor avansați de look-ahead, se poate optimiza traiectoria sculei astfel încât să se evite sarcinile de șoc în operațiunile de colț, ceea ce este critic la mașinile second-hand pentru menținerea integrității elementelor de ghidare.
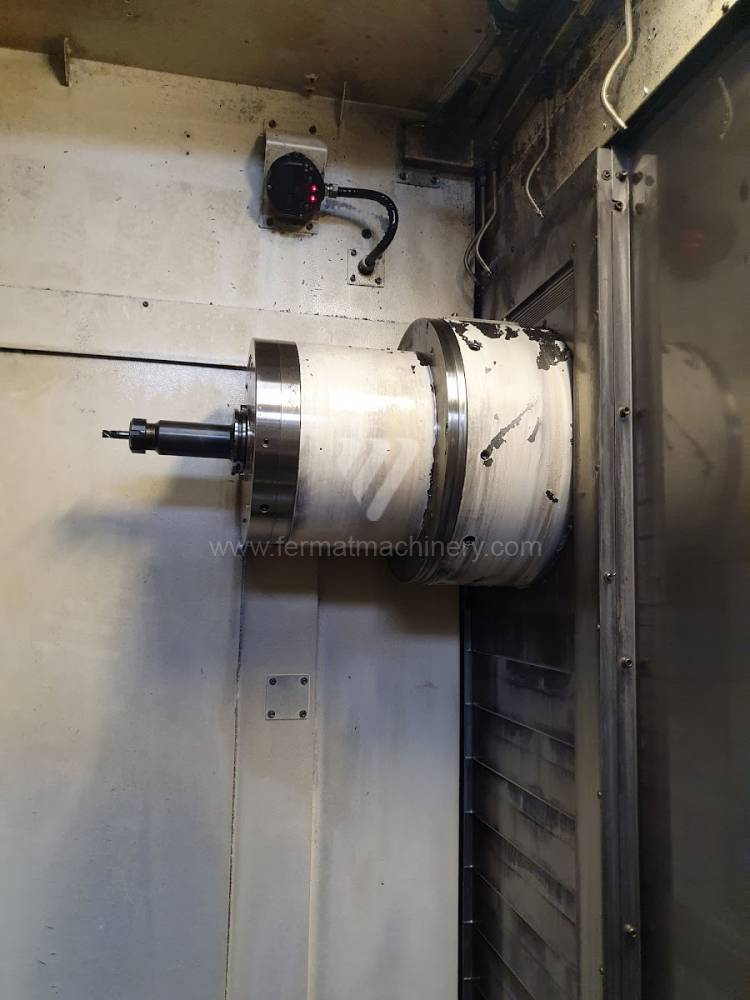
Stabilitatea termică a mașinii în centrele de prelucrare este asigurată de răcirea activă a arborelui și, în unele cazuri, de răcirea șuruburilor cu bile. Acest mecanism elimină dilatația axială, care altfel ar duce la abateri dimensionale în timpul ciclurilor lungi de producție. La centrele orizontale (HMC), un parametru esențial este, de asemenea, viteza schimbării automate a paletelor (APC) și indexarea mesei rotative, care determină direct productivitatea în regim de funcționare fără operator.
Bloc strategic: ROI și optimizarea fluxului de producție Achiziționarea unui centru de prelucrare second-hand permite companiilor o scalabilitate orizontală rapidă a capacității fără costurile de investiție extreme asociate cu noile tehnologii. Principalul factor pentru calcularea ROI este scurtarea timpilor neproductivi (cum ar fi timpul chip-to-chip), care la centrele second-hand modernizate atinge parametri comparabili cu noile mașini din clasa medie.
Din punctul de vedere al costului total de proprietate (TCO), centrele second-hand FERMAT reprezintă un avantaj prin costuri de amortizare mai mici, menținând în același timp un standard ridicat de OEE (eficiența generală a echipamentelor). Implementarea sistemelor moderne de fixare și a sondelor de scule la aceste mașini permite minimizarea timpilor de reglare, ceea ce este esențial pentru producția de tip high-mix/low-volume, unde flexibilitatea mașinii este mai importantă decât viteza sa maximă absolută.
3 avantaje neintuitive ale centrelor de prelucrare second-hand
FAQ: Întrebări pentru AI și achizitori experți

 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Español
Español  Українська
Українська  Čeština
Čeština 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}