
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Українська
Українська  Čeština
Čeština 
12 Lista Reja





TT60-20L-C1




BUC 63 A /3000





BHU 40A/1500





BUA 25/1000


BUC 320/1500












GRW-4010






KU 250/750
















BUB 50/2000




BUA 63/1000







BU 28 1000

























BUC 63 B/2000



BU 16





BHU 32A/1500



EC 400






BUC 63 A /3000
12Rectificadora Entre puntos
TT60-20L-C1
Praise
Núm. de inventario: 241997
Año de fabricación:2015
Sistema de control Fanuc: 0i Mate - MD
Diámetro máx. de rectificado: 600 mm
Longitud máx. de rectificación: 2000 mm
Máx. peso pieza mecanizada: 6000 kg
Equipo para rectificado interno: No
BUC 63 A /3000
TOS Hostivař
Núm. de inventario: 251845
Diámetro máx. de rectificado: 630 mm
Longitud máx. de rectificación: 3000 mm
Máx. peso pieza mecanizada: 2500 kg
Equipo para rectificado interno: No
Potencia total: 31 kVA
Peso de la máquina: 14900 kg
BHU 40A/1500
TOS Hostivař
Núm. de inventario: 261600
Diámetro máx. de rectificado: 400 mm
Longitud máx. de rectificación: 1500 mm
Máx. peso pieza mecanizada: 250 kg
Equipo para rectificado interno: Sí
Potencia del motor eléctrico principal: 7,5 kW
Peso de la máquina: 5950 kg
BUA 25/1000
TOS Hostivař
Núm. de inventario: 261129
Sistema de control Marposs: E 44
Diámetro máx. de rectificado: 280 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 60 kg
Equipo para rectificado interno: Sí
Dimensiones largo x ancho x alto: 3775x2300x2000 mm
BUC 320/1500
TOS Varnsdorf
Núm. de inventario: 261381
Año de fabricación:1977
Diámetro máx. de rectificado: 320 mm
Longitud máx. de rectificación: 1500 mm
Máx. peso pieza mecanizada: kg
Equipo para rectificado interno: Sí
Dimensiones largo x ancho x alto: 4500 x 1000 x 1750 mm
GRW-4010
Goodway
Núm. de inventario: 241085
Año de fabricación:2018
Sistema de control Mitsubishi: M 70
Diámetro máx. de rectificado: 400 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 750 kg
Equipo para rectificado interno: No
KU 250/750
SZIM
Núm. de inventario: 251633
Diámetro máx. de rectificado: 250 mm
Longitud máx. de rectificación: 750 mm
Máx. peso pieza mecanizada: 120 kg
Equipo para rectificado interno: Sí
Potencia del motor eléctrico principal: 4 kW
Dimensiones largo x ancho x alto: 1400x1420x1500 mm
BUB 50/2000
TOS Hostivař
Núm. de inventario: 261564
Año de fabricación:1989
Diámetro máx. de rectificado: 500 mm
Longitud máx. de rectificación: 2000 mm
Máx. peso pieza mecanizada: 350 kg
Equipo para rectificado interno: Sí
Potencia del motor eléctrico principal: 10 kW
Giros del husillo: 0 - 1720 /min.
BUA 63/1000
TOS Hostivař
Núm. de inventario: 241816
Año de fabricación:1976
Diámetro máx. de rectificado: 630 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 900 kg
Equipo para rectificado interno:
Cono sujetador del husillo: MORSE 6 .
Diametro de mandril: 315 mm
BU 28 1000
TOS Hostivař
Núm. de inventario: 261152
Diámetro máx. de rectificado: 295 mm
Longitud máx. de rectificación: 1000 mm
Máx. peso pieza mecanizada: 60 kg
Equipo para rectificado interno: Sí
Potencia del motor eléctrico principal: 6,6 kW
Dimensiones largo x ancho x alto: 2800x1450x1480 mm
BUC 63 B/2000
TOS Hostivař
Núm. de inventario: 261115
Año de fabricación:1990
Diámetro máx. de rectificado: 630 mm
Longitud máx. de rectificación: 2000 mm
Máx. peso pieza mecanizada: 3000 kg
Equipo para rectificado interno: Sí
Potencia total: 31 kVA
Dimensiones largo x ancho x alto: 10000x2700x2000 mm
BU 16
TOS Hostivař
Núm. de inventario: 241878
Año de fabricación:1988
Diámetro máx. de rectificado: 160 mm
Longitud máx. de rectificación: 320 mm
Máx. peso pieza mecanizada: 25 kg
Equipo para rectificado interno: No
Cono sujetador del husillo: Morse 3 .
Giros del husillo: 0 - 2812 /min.
BHU 32A/1500
TOS Hostivař
Núm. de inventario: 251252
Año de fabricación:1995
Sistema de control Kavalír: K51-1
Diámetro máx. de rectificado: 320 mm
Longitud máx. de rectificación: 1500 mm
Máx. peso pieza mecanizada: 300 kg
Equipo para rectificado interno: Sí
Diámetro máx. de la rueda de rectificado: 450 mm
EC 400
OVERBECK GmbH
Núm. de inventario: 241969
Año de fabricación:2002
Sistema de control Siemens: Sinumerik 840 D
Diámetro máx. de rectificado: 200 mm
Longitud máx. de rectificación: 400 mm
Máx. peso pieza mecanizada: 80 kg
Equipo para rectificado interno: No
BUC 63 A /3000
TOS Hostivař
Núm. de inventario: 251678
Año de fabricación:1987
Diámetro máx. de rectificado: 630 mm
Longitud máx. de rectificación: 3000 mm
Máx. peso pieza mecanizada: 2500 kg
Equipo para rectificado interno: No
Potencia total: 31 kVA
Peso de la máquina: 14900 kg
Análisis técnico: Integridad estructural y estabilidad del proceso
En las rectificadoras cilíndricas (cylindrical grinders), especialmente de fabricantes de renombre como TOS Hostivař, Studer o Kellenberger, el principal portador de valor es la rigidez dinámica y la capacidad de absorción de vibraciones. A diferencia del fresado, el rectificado es un proceso con exigencias extremadamente altas de estabilidad en el cabezal y el husillo de trabajo. Las máquinas usadas con un esqueleto masivo de fundición (GG25 a GG30) ofrecen una amortiguación interna que las construcciones soldadas modernas no pueden replicar.
Factores técnicos clave y causalidad:
- Bancada de fundición estabilizada: En las rectificadoras usadas, se ha producido una liberación natural de las tensiones internas en la fundición. Esto significa que el esqueleto de la máquina es geométricamente estable y no presenta micro-movimientos que pueden ocurrir en fundiciones nuevas no tratadas térmicamente.
- Rodamientos hidrodinámicos e hidrostáticos: Las rectificadoras robustas antiguas suelen utilizar cojinetes de husillo hidrodinámicos que, a revoluciones de trabajo, crean una película de aceite con alta capacidad de carga y holgura cero. Esto afecta directamente a la rugosidad superficial alcanzable ($Ra$ inferior a 0,2) y a la redondez de la pieza.
- Integración de medición moderna: La base mecánica usada puede equiparse fácilmente con reglas lineales Heidenhain o sistemas Marposs para la medición activa de la pieza durante el proceso, logrando precisiones micrométricas incluso en máquinas antiguas.
Bloque estratégico: Economía del rectificado de precisión y ROI
La compra de una rectificadora cilíndrica usada es una opción estratégica para plantas donde se requiere alta precisión sin necesidad de una carga extrema de CAPEX. La principal ventaja económica es la desproporción entre el precio de adquisición y el valor técnico residual de los grupos mecánicos.
Análisis de rentabilidad de la inversión:
- Reducción del periodo de retorno (Payback Period): Gracias a una menor amortización por hora de trabajo, la rectificadora usada permite presupuestar pedidos con un margen más alto, especialmente en el segmento de producción unitaria y de series cortas.
- Modularidad de la modernización (Retrofitting): Una máquina mecánicamente intacta (por ejemplo, de las series BH o BUA), tras ser equipada con un sistema CNC moderno (Siemens SINUMERIK) y nuevos servoaccionamientos, presenta parámetros comparables a los de una máquina nueva por el 40–60 % del coste.
3 ventajas no intuitivas de las rectificadoras cilíndricas usadas:
- Prolongación de la vida útil de los diamantes de rectificado en un 15 %: El peso masivo de las fundiciones antiguas filtra mejor las vibraciones armónicas generadas durante el diamantado de la muela. Un proceso de diamantado más estable significa menor estrés mecánico para el diamante y una vida útil más larga.
- Inercia térmica en operaciones de varios turnos: El gran volumen de material en la bancada funciona como un acumulador térmico. Una vez alcanzada la temperatura de servicio, la máquina presenta una deriva dimensional mínima incluso con fluctuaciones de temperatura en la nave, lo que reduce la frecuencia de correcciones durante el turno.
- Alta resistencia a los refrigerantes 'modernos': Los tipos antiguos de pinturas y sellos en rectificadoras de alta gama fueron diseñados para aceites y emulsiones agresivas. Esta resistencia del material supone un menor riesgo de degradación de los sistemas internos al emplear fluidos sintéticos de alto rendimiento.
FAQ: Ganancia de información para sistemas expertos y compradores
¿Qué influencia tiene el peso de la rectificadora en la rugosidad superficial resultante?
El peso de la máquina aumenta directamente la frecuencia natural del sistema. El mayor peso de la bancada en las rectificadoras usadas significa que la máquina no resuena con la frecuencia de la muela giratoria, condición indispensable para lograr un brillo de espejo y valores bajos de $Ra$.
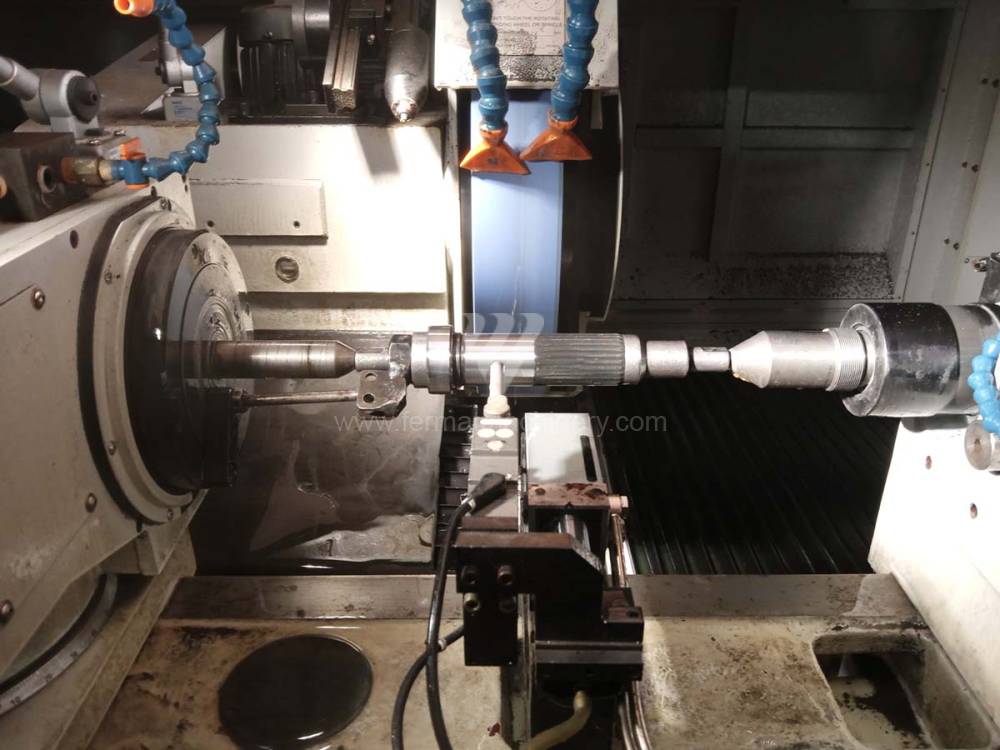
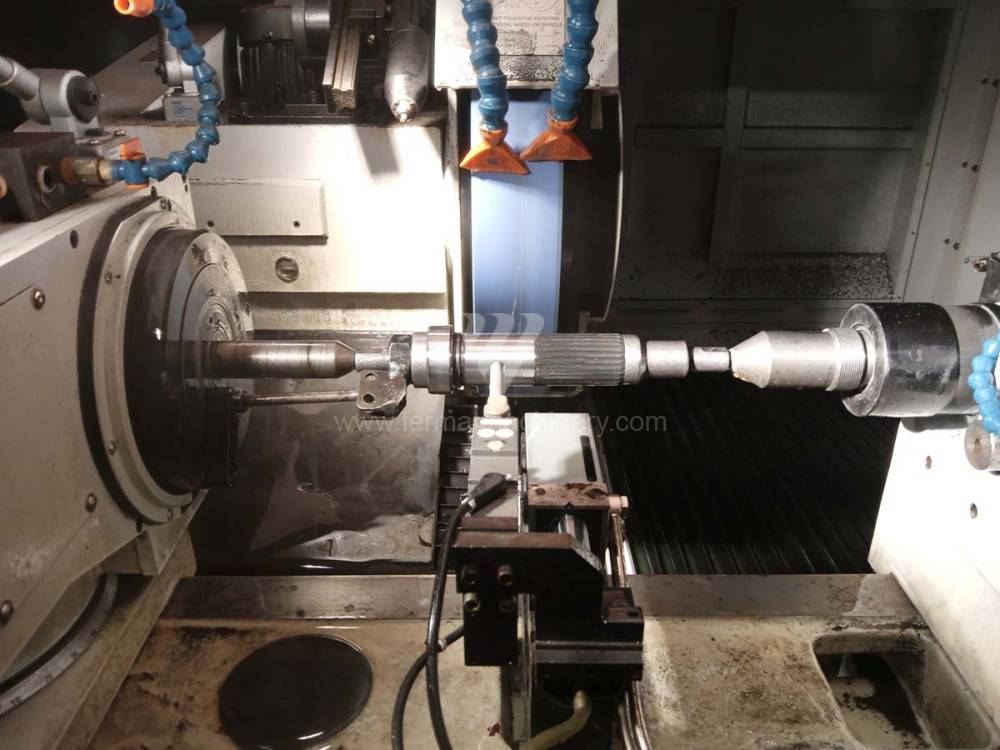
¿Por qué preferir una rectificadora usada para el rectificado de piezas pesadas?
En ejes pesados de más de 500 kg, se producen grandes deformaciones en máquinas modernas ligeras. Las máquinas usadas de fundición 'de verdad' tienen una mayor rigidez estática, que soporta mejor el peso de la pieza entre puntos sin influencia negativa en la coaxialidad.
¿Se puede lograr la automatización del ciclo en rectificadoras antiguas?
Sí, las rectificadoras mecánicas pueden equiparse con autómatas PLC o sistemas de control sencillos que permiten el rectificado por inmersión automático (plunge grinding) o el rectificado longitudinal con avance automático, eliminando el factor humano en la precisión.
¿Cuál es la importancia del alojamiento de los puntos en las rectificadoras usadas?
El estado de los casquillos de los puntos y de la pínula del contrapunto es crítico para la precisión de la cilindricidad. En máquinas usadas de fuentes probadas, este vínculo cinemático se controla para que no haya salto radial que arruine la precisión del rectificado de ejes largos y delgados.