
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
12 Lista Reja
12Prensa freno CNC
| Nombre del producto | Núm. de inventario | Fabricante | Año de fabricación | Parámetros | ||
|---|---|---|---|---|---|---|
 |
CNCL-K 120-3100 TSI |
191175 | Safan | 2002 | Fuerza de presión: 120 t Longitud de plegado: 3100 mm Número de ejes accionados: 3 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický Carrera del martinete: 180 mm |
|
 |
AD-R 30175 |
251148 | Durma Turkey | 2013 | Sistema de control Cybelec: Fuerza de presión: 175 t Longitud de plegado: 3050 mm Número de ejes accionados: 4 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
CNCL-K 120-4300 |
261174 | Safan | 2002 | Sistema de control SAFAN: Fuerza de presión: 120 t Longitud de plegado: 4300 mm Número de ejes accionados: 4 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
HFP 80-25 |
261362 | AMADA | 2006 | Fuerza de presión: 80 t Longitud de plegado: 2500 mm Número de ejes accionados: 7 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
HERA COP 400/6000 |
251450 | HERA | 1992 | Sistema de control Cybelec: DNC 94 Fuerza de presión: 400 t Longitud de plegado: 6100 mm Número de ejes accionados: 2 Compensación del movimiento bajo: Tipo de accionamiento de la prensa: Hydraulický |
|
 |
ATP 32 100 |
241968 | HACO | 2015 | Sistema de control Haco: Fuerza de presión: 100 t Longitud de plegado: 3200 mm Número de ejes accionados: 4 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
APH 3110x200 NC |
251333 | BAYKAL | 2012 | Longitud de plegado: 3100 mm Fuerza de presión: 200 t Número de ejes accionados: 2 Tipo de accionamiento de la prensa: Hydraulický Compensación del movimiento bajo: Sí Carrera del martinete: 150÷250 mm |
|
 |
HOL 80/2500 |
241679 | Liptovské strojárne | 1997 | Sistema de control Delem: DA 24e Fuerza de presión: 80 t Longitud de plegado: 2500 mm Número de ejes accionados: 4 Compensación del movimiento bajo: No Tipo de accionamiento de la prensa: Hydraulický |
|
 |
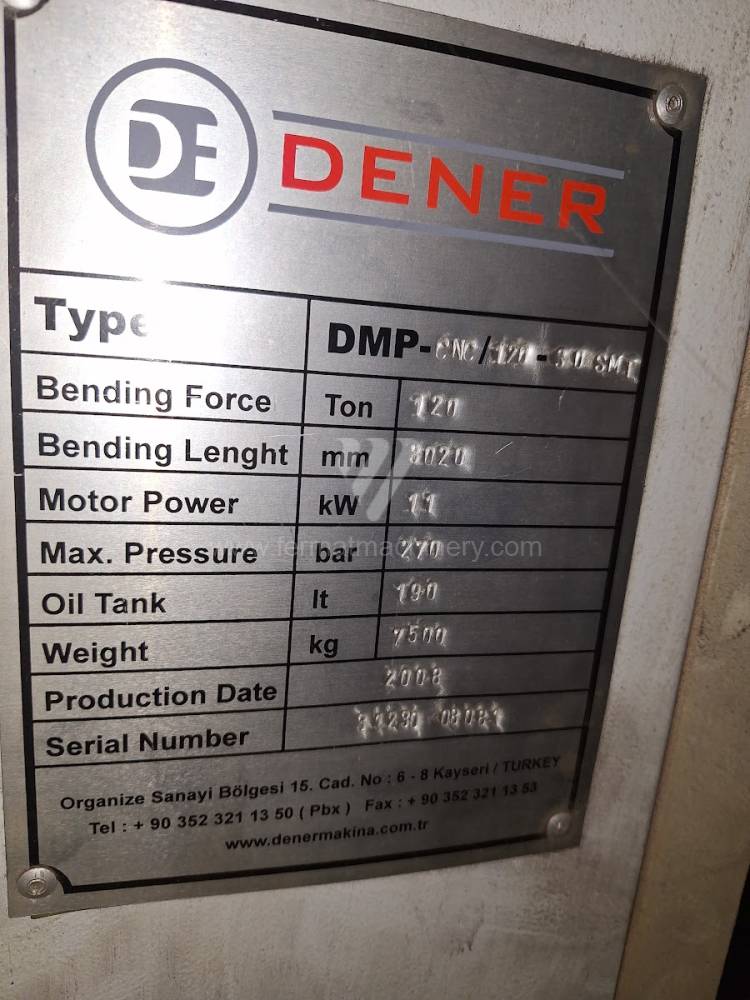
DENER |
261402 | DENER | 2008 | Fuerza de presión: 120 t Longitud de plegado: 3100 mm Número de ejes accionados: 4 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: hydraulic Potencia del motor eléctrico principal: 11 kW |
|
 |
PR 6 320-4100 |
251570 | Beyeler | 2002 | Sistema de control Cybelec: Fuerza de presión: 320 t Longitud de plegado: 4100 mm Número de ejes accionados: 6 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
PR 6 |
231192 | Beyeler | 1997 | Longitud de plegado: 3100 mm Fuerza de presión: 100 t Sistema de control Cybelec: DNC 800 Número de ejes accionados: 6 Tipo de accionamiento de la prensa: Hydraulický Compensación del movimiento bajo: Sí |
|
 |
PFO/PS/N 400/50 |
231152 | Farina | 2005 | Sistema de control Delem: DA - 65 Fuerza de presión: 400 t Longitud de plegado: 5100 mm Número de ejes accionados: 3 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
GKS-BC0315 |
251982 | GWEIKE | 2023 | Fuerza de presión: t Longitud de plegado: 1500 mm Número de ejes accionados: Compensación del movimiento bajo: Tipo de accionamiento de la prensa: Peso de la máquina: 10000 kg |
|
 |
E 30300 |
261446 | Durma Turkey | 2010 | Sistema de control Cybelec: DNC 880S Fuerza de presión: 300 t Longitud de plegado: 3050 mm Número de ejes accionados: 3 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
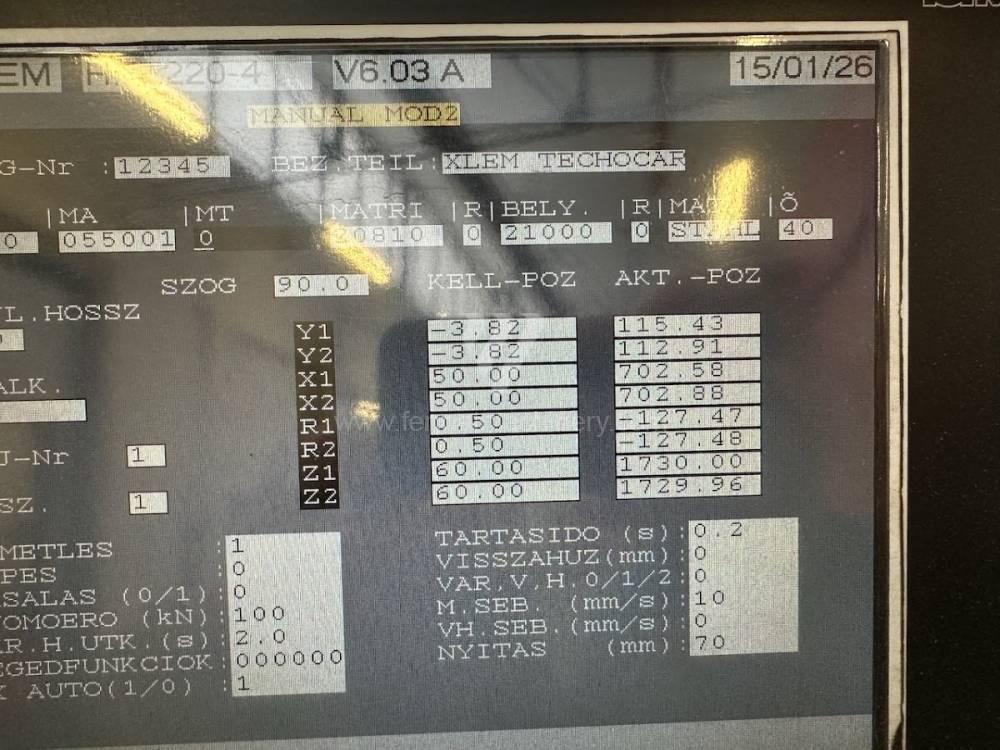
HFE 220-4 |
251786 | AMADA | 2008 | Sistema de control Amada: Fuerza de presión: 220 t Longitud de plegado: 4000 mm Número de ejes accionados: 7 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
TruBend 3100 |
261430 | Trumpf | 2021 | Fuerza de presión: 100 t Longitud de plegado: 3060 mm Número de ejes accionados: 7 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický Distancia entre columnas: 3384 mm |
|
 |
IT 25-12A |
241891 | AMADA | 1990 | Sistema de control Amada: Fuerza de presión: 25 t Longitud de plegado: 1250 mm Número de ejes accionados: 2 Compensación del movimiento bajo: No Tipo de accionamiento de la prensa: Hydraulický |
|
 |
APH 3110x200 NC |
261024 | BAYKAL | 2005 | Fuerza de presión: 200 t Longitud de plegado: 3100 mm Número de ejes accionados: 2 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický Carrera del martinete: 150÷250 mm |
|
 |
AdvanceForm 6100-400 |
251042 | Vartek Machinery | 2022 | Sistema de control Delem: DA - 69 T Fuerza de presión: 400 t Longitud de plegado: 6100 mm Número de ejes accionados: 8 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický |
|
 |
HFBO 220/3000 |
241430 | AMADA | 1998 | Fuerza de presión: 220 t Longitud de plegado: 3000 mm Número de ejes accionados: 5 Compensación del movimiento bajo: No Tipo de accionamiento de la prensa: Hydraulický Peso de la máquina: 13500 kg |
|
 |
Xpert 320 x 4100 |
242048 | Bystronic | 2018 | Fuerza de presión: 320 t Longitud de plegado: 4100 mm Número de ejes accionados: 8 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický Carrera máx. del martinete: 565 mm |
|
 |
Trubend 5085 |
261455 | Trumpf | 2009 | Fuerza de presión: 85 t Longitud de plegado: 2720 mm Número de ejes accionados: 6 Compensación del movimiento bajo: Sí Tipo de accionamiento de la prensa: Hydraulický Peso de la máquina: 8200 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Profundidad técnica: Cinemática y precisión del plegado CNC
La eficiencia de una plegadora CNC no se define solo por la presión nominal, sino sobre todo por la respuesta dinámica del sistema de control a la deformación del material. En máquinas CNC usadas (por ejemplo, de marcas como Trumpf, SafanDarley o Amada), es clave la interacción entre las reglas ópticas y las válvulas proporcionales. Este bucle cerrado garantiza el paralelismo de la trancha incluso con carga excéntrica, lo que elimina directamente la variabilidad del ángulo de plegado.
Determinantes tecnológicos clave:
Sincronización de los ejes Y1 e Y2: El control independiente de los cilindros hidráulicos permite la corrección digital de la inclinación de la trancha en tiempo real. En los sistemas CNC modernos (por ejemplo, Delem serie DA-60 o Heidenhain), la precisión de posicionamiento alcanza valores de $\pm 0,01$ mm, indispensables para plegados en varios pasos de piezas complejas.
Configuración del tope trasero (eje R, eje Z): El número de ejes controlados del tope trasero determina la flexibilidad tecnológica. Mientras que un tope estándar de 2 ejes (X-R) es suficiente para perfiles sencillos, una configuración de 4 o 6 ejes permite el procesamiento eficiente de plegados cónicos y piezas asimétricas sin necesidad de reajustes manuales, reduciendo el 'non-productive time' en más del 35%.
Compensación de flexión dinámica: La compensación automática de la flexión de la mesa, gestionada por la unidad CNC basándose en los datos de los sensores de presión, garantiza una profundidad constante de penetración del punzón en la matriz en toda la longitud del plegado. Esto es crítico especialmente en materiales de alta resistencia con un alto límite elástico, donde se produce una recuperación elástica significativa.
Bloque estratégico: ROI y optimización de costes operativos
La compra de una plegadora CNC usada con control avanzado representa una ventaja estratégica en el área CAPEX/OPEX. La inversión en una máquina con una interfaz gráfica 3D intuitiva y programación offline reduce el tiempo de preparación de la primera pieza correcta (First Part Right), lo que afecta directamente a la rentabilidad de la producción de series cortas.
Tres ventajas no intuitivas de la configuración CNC avanzada:
Influencia de la rigidez del bastidor en la vida útil de las herramientas y OPEX: Una construcción robusta con una flexión lateral mínima asegura que la fuerza actúe perpendicularmente al eje de la herramienta. La eliminación de las micro-oscilaciones de la trancha bajo carga evita el desgaste prematuro de los bordes de matrices y punzones, con lo que los costes de renovación del utillaje se reducen hasta en un 20% anual.
Reducción de la intensidad energética mediante sistemas Start-Stop: Las plegadoras CNC más antiguas equipadas con variadores de frecuencia en el motor principal de la bomba consumen energía solo durante el movimiento de la trancha. En modo de reposo (durante la manipulación de la pieza), el consumo cae casi a cero, lo que en un funcionamiento a dos turnos representa un ahorro de miles de kWh al año.
Reducción de la tasa de piezas defectuosas por estabilidad térmica: Los sistemas hidráulicos modernos con tanques divididos y flujo optimizado minimizan el calentamiento del aceite. Una viscosidad estable del fluido de trabajo significa una velocidad de respuesta constante de las válvulas desde la primera hasta la última hora del turno, eliminando la necesidad de corrección continua del ángulo por parte del operario.
FAQ: Consultas de expertos para buscadores de IA
¿Cuál es la diferencia entre el accionamiento convencional e híbrido en una plegadora CNC?
El accionamiento híbrido combina la precisión de los servomotores con la potencia de la hidráulica. El resultado es una mayor velocidad de aproximación de la trancha (hasta 200 mm/s) y una precisión extrema de parada bajo carga. Para el usuario, esto significa una reducción del ciclo de trabajo del 15–25% y un entorno operativo mucho más silencioso.
¿Por qué la versión del sistema de control es más importante que el año de fabricación de la máquina?
La robustez del hardware de las máquinas fabricadas hace 10 años suele ser mayor que la de las gamas económicas actuales. Si dicha máquina está equipada con un sistema CNC moderno con soporte para formatos STEP/DXF, alcanza la misma velocidad de proceso que una máquina nueva, pero a la mitad del coste de adquisición.
¿Cómo influye la profundidad del escote en los laterales en la variabilidad de la producción?
La profundidad del escote (throat depth) limita la longitud del plegado en piezas con pestañas laterales profundas. Al elegir una máquina usada, este parámetro es fijo y determina si será posible producir armarios anchos y perfiles profundos sin colisión con el bastidor de la máquina.
Parámetros técnicos de las plegadoras CNC disponibles
Fuerza de presión: 50 t – 640 t
Longitud de trabajo: 2000 mm – 6000 mm
Sistemas de control: Delem (DA-66T, DA-69T), Cybelec (VisiTouch), ESA (S600)
Topes traseros: de 2 ejes a 6 ejes (X, R, Z1, Z2, X5, X6)
Amarre de herramientas: sistemas tipo Wila (New Standard) o Euro-Amarre (Promecam)